1总则
1.1本技术要求适用于配主汽轮机的军、民船用水管式自然循环、燃油的主锅炉的安装验收。
1.2本技术要求不包括安装准备、安装程序及安装工艺等。
1.3主锅炉的安装可采用下述三种方法中的任一种:
a. 在陆地上安装;
b. 在陆地上安装部分部套,其余在炉仓内安装;
c. 直接在炉仓内安装。
2.1锅炉安装前应检查各部套的完整性及所属部套的质量证明书,并应具备安装所需的各项图纸 及技术文件。
2.2上锅筒、下锅筒、联箱及管束在安装前应清除油封、仔细检查并清理残剩杂物。
2.3仔细检査上、下锅筒及联箱上的定位中心线,如定位中心线没有或不清则应用样冲重新标出。
2.4仔细检查锅筒及联箱上的管孔尺寸、形状是否符合图纸要求。
2.5各锅筒、联箱就位后应仔细检査并调整各项标高及锅筒和联箱之间的尺寸,其允许偏差应符合 表1的要求。
表1
|
基本尺寸m |
< 1 |
1 ~ 2 |
2 ~ 3 |
> 3 |
|
锅筒与联箱或联箱之mm 间的中心距安装偏差 |
± 1 |
+ 1.5 |
+ 2 |
± 3 |
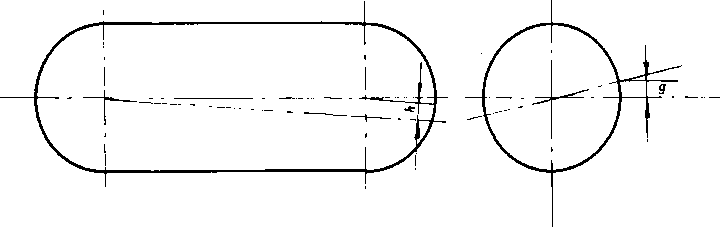
2.6锅筒、联箱的水平位置公差见图1。 纵向中心线的水平位置公差h<0.35∕1000; 横向中心线的水平位置公差2 mmO
中国船舶工业总公司1983- 12 - 07发布
1984-IO- (M实施
2.8
IOmm,
IOmmt)
2.9
2.10
锅筒、联箱之间的相对位置(以边管中心线为准)的允许公差CV 2 mm,见图2 O
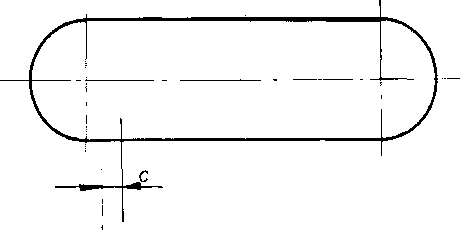
图2
锅筒或联箱与底座的接触面应贴紧,其局部间隙应小于0.3mm,局部间隙的深度不得超过
锅炉底座和锅炉基座的接触面应贴紧,其局部间隙应小fθ.2mm,局部间隙的深度不得超过 锅筒或朕箱底座在锅炉基座上定位时,应根据图纸要求留出膨胀间隙,定位固定好后应作出记录。 所有受热面管子,在安装前均应在放样平台上检查其形状的正确性,并根据样板切割管头余量。 管子位置公差见图3。
1 mm; θ< 2 mm
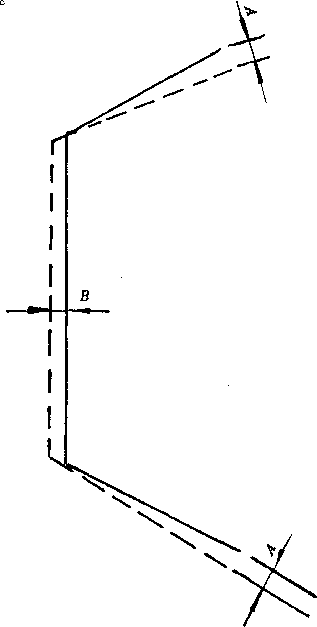
图3
2.11所有胀接的管子,如管子的硬度大于管板硬度,或管子硬度HB>170时,管端应退火,退火长 度不小于IOOmmo
2.12胀接管的管端在安装前应磨光,直至发出金属光泽,磨光长度应大于管板厚度70mm以上,磨 光后管端不得有纵向纹路及麻面存在。
2.13胀接连接的管孔和管子之实际尺寸应进行测量并作出记录。
2.14所有胀接管的管孔应清洁,不得有水、油、污物粘附在孔的表面,管孔边缘应稍呈钝面,不 得有毛刺。
2.15胀管端伸出筒体内壁的长度应按图纸规定留出,当图纸无规定时,可参照表2的规定。
表2 mm
|
管子外径 |
20 〜22 |
25 〜38 |
44.5-51 |
54 〜57 |
>60 | |
|
管端伸出长度 |
正常 |
5 |
6 |
8 |
9 |
11 |
|
最小 |
4 |
5 |
7 |
7 |
9 | |
|
最大 |
6 |
1 |
9 |
11 |
13 | |
2.16胀管要求:
a. 在正式胀管前进行试胀,以确定正确的胀管方法和胀管率。胀管率建议控制在1%~1.9% 范围内。
b. 胀管时的环境温度不得低于O °C。
c. 管子胀接部分的内壁应平滑,无皱褶、裂纹及重皮等现象,胀口由喇叭口转入胀接部分应有 明显界限,但不得有大于0.3mm的切口或金属挤出现象。
d. 管端翻边角度一般为15°,翻边后的喇叭口角度应保持均匀,翻边进入管孔深度应在l~2mm 处。
e. 胀接部分及胀口过渡部分的四周应均匀光滑,不能有明显台阶或切口沟槽,胀出端四 周伸出部分应均匀,不得有鼓肚过胀现象。胀管及翻边不允许有裂纹及偏胀现象。
2.17胀管后应进行通球检验,球的直径为管子内径的85 ⅝,胀接端周围禁止加热和外力碰 撞。
2.18胀管结束后,锅炉本体应按CB 1026-83 «船用主锅炉水压试验方法》进行水压试验,并 做出内容完善的胀接记录。
2.19受热面管子安装时应检査管子的节距、管排之间的节距及同一管排的不平度,检査结果应符 合下列要求:
a∙密排水冷壁管管间间隙偏差不得超过±0.5mm,水冷壁管排的不平度不大于2.5mmo
b.对流受热面管束的管间间距偏差不得大于± 2 mm,管排间的间距偏差不得超过士 2 mm, 管排不平不得超过2.5mm0
c∙水冷壁边管中心距离偏差不得超过2 mm,对流受热面的边管中心距离偏差不得超过3mmo
3.1燃烧设备包括喷油器、调风器、继动器及燃油管路等。在安装前应仔细检査所有部套的完整 性和质量情况。
3-2调风器的调风挡板必须开闭灵活,继动器、调风器的传动部分也应操作灵活,不得出现卡死 现象。
3.3喷油器在调风器上的装卸应灵活,喷油器本体应平直无弯曲变形。
3.4蒸汽雾化喷油器在安装前应作1.5倍工作压力(进入喷油器的蒸汽压力)的水压试验。
3.5所有喷油器组装好后均应进行水压试验,防止在工作过程中漏油。
3.6喷油器安装公差如下:
a. 标高公差± 3 mm;
b. 相邻喷油器中心线之间的尺寸公差不得超过± 2 mm;
c. 边缘喷油器中心线与水冷壁管中心距公差不得超过± 3 mm;
d. 双面燃烧的锅炉其前后墙相对应的喷油器的中心线间的公差不得超过1 mm0
3.7喷油器的吹洗管道安装好后应进行密封性水压试验,试验压力为其工作压力的1.25倍。
3.8燃油管路系统安装完后(包括进油管、回油管、定压管),均需进行液压试验,试验压力为其 工作压力的1.25倍。
4.1构架与护板在安装之前需进行整片放样校正,尽可能采用组合装配。
4.2构架的垂直度允许为1 /1000,总的公差不超过3 mm0
4.3构架上托砖铁件的托砖面要求水平,其标高公差小于3 mm。
4.4锅筒联箱与构架连接时,应注意椭圆螺栓孔的位置,使其在热状态下不妨碍热膨胀。
4.5炉膛看火孔、吹灰器孔安装前,其外表应无缺角、裂纹、穿孔及砂眼等缺陷C各种门的开关 应灵活,接合面应严密。对于正压燃烧的锅炉必须密封,对于负压燃烧的锅炉其接合面的间隙应不大 于 0.15mm0
4.6人孔门要保证密封,人孔门的转向机构要开启方便灵活。
4.7构架与护板上开的孔不允许用气割割出。
4.8构架安装焊缝的焊接质量应符合设计要求。构架组装完成后,在其外表应涂上银粉漆。
4.9构架和护板安装好后,需对锅炉的空气夹层作气密性试验,具体要求按图纸及技术文件的规 定。
4.10炉膛耐火砖必须符合相应标准的质量要求,表面应平整光洁,面对炉膛的耐火砖其表面不准 砍削、破裂或缺角。不得使用不足三分之一砖长的断砖,断砖表面应磨平。
4.11砖缝的灰浆必须饱满均匀,砖缝宽度可按表3的规定,灰浆缝必须错缝压缝。多层砌砖时,里 外不得有通缝。
表3
|
砖墙种类 |
规定砖缝宽度 mm |
允许最大宽度 mm |
每平方米中最大宽度的砖缝 条数不得超过 |
|
水冷壁管排较密处 |
3 |
4.5 |
2条 |
|
水冷壁管排较少处 |
2 |
3 |
1.2条 |
|
悬挂固定式耐火砖 |
3 |
4 |
LO条 |
|
硅藻土砖墙及保温板 |
4 |
5 |
2.0条 |
4.12砖砌炉墙的垂直度小于1 /1000,总偏差不超过3 mm0
4.13炉墙及绝热层的施工应特别注意其与受热面管间的间隙,允许偏差按表4的规定。
|
表4 | |
|
部 位’ |
允许偏差mm |
|
水冷壁管壁与炉墙壁面距离 |
÷ 10 |
|
对流烟道的炉墙与蒸发管束过热器间距离 |
■f 5 「 『3「 |
|
尾部烟道绝热层与经济器營壁间距离 |
t5 |
4.14锅炉各部位绝热材料必须符合图纸规定的牌号及其技术性能。
4.15耐热保温炉墙的厚度允许偏差:
a. 耐热混凝土为±5 %;
b. 保温混凝土为±7%;
c. 炉墙总厚度为- 1 %〜+ 2 %,但最大不超过-2〜+ IOmmo
4.16耐热混凝土、保温混凝土等的表面应平整光滑.无孔洞、蜂窝、麻面及裂纹等缺陷。
4.17石棉板和绝热垫不允许碎裂和脱落。
4.18风口砖应严格保持其与调风器和喷油器同心,因此必须用专用工具砌制。
5.1锅炉范围内管路所使用的管材和附件必须有出厂质量证明队合金钢制的紧固件,在安装前应 进行光谱分析以免错用,检査后作出标记并办理检验签证。螺栓螺母在安装前应清除E刺,螺纹及也 形衬垫应涂上鳞形石墨粉。
5.2各种阀门,除制造厂有特殊规定者外,在安装前均应拆检,阀门内外应清洁、无砂眼裂纹,阀 体内壁的型砂及氧化皮必须清除下净。装配时阀门、阀座各部分间隙按图纸规定留出。阀门应开启灵活, 阀瓣和阀座的密封面应严密,均匀接触。对每个拆检的阀门附件组装后进行密封性水压试验。
5.3阀门经检验后,不得随意开启以免尘土脏物进入。直接与管K焊接的阀门,在焊接时应将阀门 微开.
5.4阀门标记要清楚,安装位置和出入口方向应符合图纸规定。止回阀、给水调节阀安装时阀体 应垂直。
5.5阀门的远距离传动装置应安装正确、开关灵活、操作方便。
5.6锅炉水位表安装时必须注意如下几点:
a.汽水通道是否有杂物堵塞。
.b.玻璃板和云母片与盖板的结合面是否平整严密,必要时进行研磨。
'c.各种阀件应正确装好填料、开关灵活、密封严密。
d. 云母片必须透明、清晰,无斑点、皱纹、裂纹及弯曲等缺陷。
e. 水位表安装时,应根据图纸尺寸在水位表上标出“正常"、“最高"和“最低"水位标记, 其最高及最低水位离水位表上下可见边缘的距离不应小于25m m,并必须保证二个水位表的指示线在 同一水平面上。
S.T所有阀门附件安装完毕后,锅炉整体需做密封性水压试验,试验压力为工作压力的L25倍。水 压试验后把水放掉,并按使用技术条件的规定进行干保养。
5.8锅炉吹灰器及其系统的安装应符合下列要求:
5.8.1减压阀应进行解体检查,阀门与各法兰接合面要保证严密。
5.8.2应注意吹灰器受热膨胀的可能性,管路应有1 /1000以上的疏水坡度。
5.8.3蒸汽吹灰装置在整个.工作行程的动作过程中,应转动平稳,无卡死现象。匸作行程的端了•开 关应保证与喷嘴方向一致。
5.8.4安装质量要求:
a. 吹灰器与受热面管间之间隙偏差不大于±5 mm。
b. 吹灰器喷嘴中心到吹灰表面距离误差为±10mm°
c. 水平吹灰器的倾斜度每米不大于2 mm,垂直式吹灰器垂直度为1/1000。
d. 吹灰器蒸汽管道安装结束后,应i⅛行1.25倍工作压力的水压试验。
6.1在现场组合安装的经济器,应清理检査后才进行组装。
6.2对整体出厂的经济器,如制造厂已经清洗F净并干封保养的,在组装厂应进行定期检查保养。
6.3管式空气预热器在安装前,应检査管箱的几何尺寸,并清除營于与管板焊缝上的焊渣,检查焊 缝有无裂纹、砂眼及漏焊,必要时对管板进行渗油试验(或其他办法),保证焊缝的严密性。
7.1锅筒及联箱内部设备的安装,在锅炉本体水压试验后进行,安装前应仔细清点零件的完整性, 并复査锅筒或联箱上的有关尺寸。
7.2锅筒联箱内部设备中所有分离隔板应保证严密,联结牢固可靠,相互间应正确留出膨胀间隙, 安装结束后应符合下列质量要求。
7.2.1对于内置式旋风分离器安装偏差为:
a. 圆筒的上边缘标高为±5 mm;
b. 中心线不垂直度不大于圆筒长度的1 %;
c. 汽水混合物引入管标高为+ iθmmt,
7.2.2对于分离孔板安装偏差为:
a. 标高偏差为±10mm;
b. 水下孔板倾斜度不大于孔板总长的1 %。
7.2.3锅筒及联箱在安装内部设备后,必须保证没有任何安装工其、螺栓及其他杂物遗漏在锅筒 联箱内。
7.2.4蒸汽减温器内部应清洁,不得遗留任何铁屑及杂物。隔板安装要LE确严密。对于混合式减温器, 应检査其喷嘴是否畅通,喷头角度及固定方法是否正确。对于表面式减温器,应检查盘管是否畅通,并 按设计要求进行必要的水压试验。
8.1锅炉整套启动试运以前,必须完成锅炉设备各系统的分部试运和试验工作(包括烘炉、煮炉、 蒸汽紧密性试验和安全阀调试等)。
8.2锅炉第一次点火升压前,应进行一次工作压力的水压试验,此时对阀门及未经水压试验的管 道和阀门加强检查,水压试验后利用炉内水的压力(不低于IOkgf∕cπP)冲洗取样管和排污管,以保 证畅通。
8.3锅炉点火升压之前,应重点检査下列各项:
a. 水位表的水位标记清晰、位置正确、照明良好、电源可靠,水位表阀的开关应灵活。
b. 各处的膨胀间隙正确,膨胀指示器安装牢固,在冷态下指示器应调整到零位。
c. 检查水、风、油及烟道系统的畅通可靠。
d. 锅炉升压应缓慢平稳,升压速度一般控制在与压力相应的饱和温度每小时升高在30-50 0C范 围内。
8.4在升压降压过程中应特别注意检査锅炉的膨胀情况,并检查和记录膨胀值,记录膨胀值在以 下压力下进行:
a. 上水前;
b. 上水后;
c. 1 kgf∕cm2 (0. IMPa);
d. 3~4kgf∕cm2 (0.3^-0.4MI¾) ?
e. 10~15kgf/Cm2 ( 1 ~1.5MPa) S
f. 30%工作压力;
g- 60 % ɪ作压力;
h.工作压力。
女发现有膨胀不正常时,必须查明原因并清除后方可继续升压。
8.5锅炉升压达3〜4kgf∕cm2 (0.3~0.4MPa)时,应在热状态下对各承压部件的连接螺栓进行 紧固,对于由于介质不流动尚未加热的螺栓,应使介质流动加热后再紧固。
8.6锅炉试运行过程中,应经常注意检查各承压部件的严密性和炉墙护板的温度状况。
8.7在锅炉试运行过程中,给水必须符合锅炉给水品质的要求。
8.8烘炉
8.8.1烘炉时锅炉注水至水位表的中水位。
8.8.2烘炉方法可由各工厂决定,但在烘炉时炉膛内应装设温度测点,以监督炉膛温度。
8.8.3烘炉时应保持炉膛出口温度在100~ 150ŋ之间,烘炉时间不少于24小时。为检査烘炉效果 应对炉墙灰浆的含水率进行测定,当含水率低于2.5%时,可停止烘炉;当含水率在7 %以下时,可以 开始煮炉,以继续烘烤炉墙。测定含水率的灰浆取样部位在喷油器的上下部。
8.8.4烘炉结束后应清理炉膛,燃后关闭人孔门整理出烘炉记录。
8.9煮炉
8.9.1煮炉时,锅炉注水至水位表中水位,并通过专门的药水泵将药液注入锅炉中。加药量按如下 规定:每立方米水容积加氢氧化钠3 kg,每立方米水容积加磷酸三钠5.5kg。煮炉时应把锅炉本体和经 济器切断。
8.9.2煮炉过程中应定期取炉水分析炉水水质标准为:
全碱度保持120毫克当量/升,不低于100毫克当量/升;
磷酸根保持1120ppm,不低于IOOOPPmO
如水质低于上述要求应补充加药。
8.9.3煮炉时利用“升压一排污一上水”的方法,并连续三次,每次升压的压力稍高于前一次,但 不得高于锅炉设计的低参数。在最后一次升压完成后,锅炉连续排汽8小时,借以吹洗过热器。此后 再利用排污一上水一排污一上水的方法换水,直至炉水质量符合要求后,煮炉即告结束。
8.9.4煮炉结束后,炉子缓慢冷却,并把炉水放光,此时应打开炉膛人孔盖,检査炉墙及管子的情况, 如有结焦应予清理。
8.9.5煮炉结束后,应检查锅筒联箱内部(包括其内部设备),清理沉积污垢、泥渣,此时锅筒和 联箱内部应无锈蚀痕迹及油污,并能擦出金属本色。
8.10蒸汽紧密性试验及安全阀调试。
8.10.1锅炉蒸汽紧密性试验时,锅炉注水至水位表中水位,缓慢升压至额定压力时,保持2小时, 检查锅炉胀管口、附件、人孔盖等处的紧密性以及各部分的热膨胀情况。
8.10.2锅炉蒸汽紧密性试验的检查结果,应详细记录,并办理签证验收。
8.10.3锅炉蒸汽紧密性试验后,即可进行安全阀的调试。
8.10.4安全阀的调试以锅筒上的压力表为准,其精确等级在0.5级以上,并经校验合格。
8.10.5安全阀的起跳压力和回座压力应符合各相应的规定,安全阀启闭压力调整完毕后须再连 续试验3次,经检査合格后安全阀进行铅封,办理签证。
8.11锅炉试运行
锅炉安装完毕并完成分部试运行后,必须通过整套试运行,试运行配合全船进行。试运行期间, 应对锅炉的燃烧、风压、给水及膨胀等进行监督,并记下各有关数据,办理整套试运行签证和设备的 移交工作。
9.1锅炉上的焊接接头应从以下五个方面进行检查和试验:
a. 100%的外观检查;
b. 金相检验;
c. 机械性能检验;
d∙无损探伤检查;
e.水压试验。
9.2焊缝的取样数为从每个焊工所焊的同类焊口中取1 %进行试验,但最少不得少于1个(同类焊 口系指钢号相同、焊接位置相同、焊缝型式一样、管子直径相近的焊口)。
所谓管子直径相近是指:
a. 032~5θmm 的为一类;
b. ≠51~83mm 的为一类;
c. ^89 ~150 mm 的为一类;
d. 卽68~325mm的为一类。
9.3受热面管子自每个检查焊口中割取的试样数:
a. 拉力试样--2个;
b. 弯曲试样--2个;
c. 冲击试验——3个(对壁厚<5≥12mm) i
d. 金相分析试样——1个。
9.4焊缝质量的检验应符合相应标准的规定。
9.5机械性能试验有某项不合格时,应从原焊制的检査试样中取双倍试样,对不合格项目复试,若 复试仍不合格,则此项试验代表的焊接接头质量为不合格。
9.6对直径rf>108mm的下降管或连通管的对接缝,应进行X射线透视,透视长度为100%。如系结 构原因确无法进行K)O%透视时,透视长度可为50%。
9.7对于厚度大T 8 mm的对接缝,应进行100%超声波探伤检验,并至少进行25%以上的X射线透 视。二者均合格者,方可认为合格。
本标准由703所归口。
本标准由703所负责起草。
本标准主要起草人林秉刚。
Φ国标准出版世出版中国标准出版社秦W岛印刷ΓF∏刷
19H5^Γ-10 Jj 第,版 N阳年 10 丿]第-次印刷 书 B': 15169- 2 61R7