ICS 73.120
D 94
备案号:49872—2015
JB/T 7353—2015
代替 JB/T 7353—2004
VertiCal Shaft impact CrUSher
2015-04-30 发布
2015-10-01 实施
中华人民共和国工业和信息化部 发布
H1J 曰
本标准按照GB/T 1.1—2009给出的规则起草。
本标准代替JB/T7353—2004《立式冲击破碎机》,与JB/T7353—2004相比主要技术变化如下:
——调整了电动机的功率范围,提高了通过量与出料粒度的百分比;
——规定了叶轮直径的范围;
——取消了 PL-900规格;
——更新了部分技术要求。
本标准由中国机械工业联合会提出。
本标准由全国矿山机械标准化技术委员会(SAC/TC88)归口。
本标准起草单位:洛阳大华重型机械有限公司、南昌矿山机械有限公司、上海建设路桥机械设备有 限公司。
本标准主要起草人:李恒栓、宋喜民、刘跃庆、高潮、沈俊萍、詹春生、王定华、乔丽侠。
本标准所代替标准的历次版本发布情况为:
——JB/T7353—1994> JB/T 7353—2004ŋ
1范围
本标准规定了立式冲击破碎机的型式与基本参数、技术要求、试验方法、检验规则、标志、包装、 运输和贮存。
本标准适用于对含水量不大于20%的中硬、特硬物料(如金属矿石和非金属矿石)进行破碎的立 式冲击破碎机(以下简称破碎机)。
本标准不适用于黏度大或含泥量极多以及高温物料等的破碎。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。 凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志
GB/T 699—1999优质碳素结构钢
GB/T3768声学声压法测定噪声源声功率级反射面上方采用包络测量表面的简易方法
GB/T 5680奥氏体镒钢铸件
GB/T 8263 抗磨白口铸铁件
GB/T 9239.1-2006机械振动恒态(刚性)转子平衡品质要求第1部分:规范与平衡允差 的检验
GB/T 19418—2003钢的弧焊接头缺陷质量分级指南
GB/T 13306 标牌
GB/T 13384机电产品包装通用技术条件
GB/T 25706矿山机械产品型号编制方法
JB/T5000.3—2007重型机械通用技术条件 第3部分:焊接件
JB/T5000.12—2007重型机械通用技术条件第12部分:涂装
JB/T 5000.15—2007重型机械通用技术条件 第15部分:锻钢件无损检测
3型式与基本参数
3.1型式
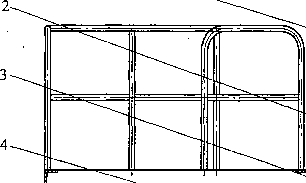
破碎机的型式为立式冲击式(见图1);入料方式为中心入料和溢流入料;根据型号大小不同可釆 用单电动机或双电动机驱动。
3.2型号
破碎机的型号表示方法应符合GB/T 25706的规定:
ɪ L - □
----------叶轮直径,
------------立式冲击
--------------破碎机
示例:
叶轮直径为850 Inm的立式冲击破碎机标记为:
PL-850
单位为毫米(mm)
立式冲击破碎机

7-
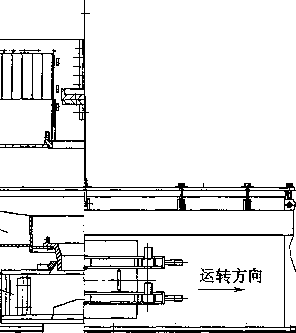


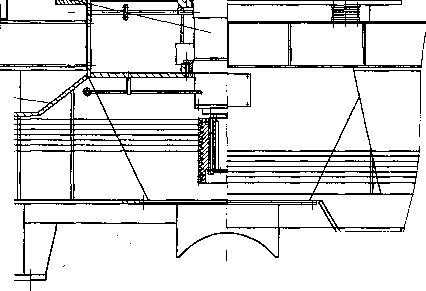
-主轴总成;
1——入料斗;2——分料器;3—
6--电动机;
3.3基本参数
破碎机的基本参数应符合表1的规定。
-叶轮;4——破碎涡动腔;5-
7---底座;8---机架。
图1
|
型号 |
参 数 | ||||||
|
叶轮直径 mm |
叶轮转速 r/min |
电动机功率 kW |
入料粒度 mm |
出料粒度 mm |
通过量 t/h |
参考重量 t | |
|
PL-550 |
550 |
1 910—2 640 |
30 〜55 |
≤30 |
≤5占通过量(30%~60%) |
15—45 |
≤5.3 |
表1 (续)
|
型号 |
参 数 | ||||||
|
叶轮直径 mm |
叶轮转速 r/min |
电动机功率 kW |
入料粒度 InnI |
出料粒度 Inm |
通过量 t/h |
参考重量 t | |
|
PL-700 |
700 |
1 500—2 050 |
75 〜132 |
≤35 |
≤5占通过量(30%~60%) |
30—140 |
≤8.5 |
|
PL-850 |
850 |
1 350—1 720 |
150〜264 |
≤50 |
≤5占通过量(20%~60%) |
75 〜325 |
≤12.4 |
|
PL-IOOO |
1 000 |
1 050~l 460 |
320〜440 |
≤60 |
≤5占通过量(20%〜60%) |
180〜550 |
≤17.3 |
|
PL-1200 |
1 200 |
850—1 200 |
500—630 |
≤65 |
≤5占通过量(20%~60%) |
300〜715 |
≤22.5 |
|
注1:同一型号的设备可根据破碎物料的性能和需方对产量及破碎效果的不同要求配备不同规格的叶轮。 注2:实际的叶轮直径极限偏差为土(规格×10%)o 注3:通过量的确定以下列条件为依据: a) 物料的抗拉强度≤ 160 MPa; b) 物料含水量不大于20% (质量分数); C)物料松散密度为1.6t∕m3; d)给料充分且连续。 注4:同一规格破碎机可根据标准规定的通过量范围,形成不同出料粒度的系列产品,以满足不同的需要。 | |||||||
4技术要求
4.1基本要求
4.1.1破碎机应符合本标准的要求,并按照经规定程序批准的图样和技术文件制造。
4.1.2同一企业同型号破碎机的易损件和备件应具有互换性。
4.1.3叶轮内主要易损件应更换方便,必要时应具有拆装和修理用的辅助工具。
4.1.4轴承密封应严密可靠,不应有粉尘和水分进入,不允许有漏油现象。
4.1.5进入破碎机的物料应符合表1的规定。当破碎物料密度增大时,入料粒度应适当减小。
4.1.6破碎机工作时应均匀给料,应使电动机的电流不超过其额定电流。
4.2外观质量
4.2.1破碎机表面应平整,目测时不应有可见的凹凸不平现象。
4.2.2焊接件和铸造件涂装前,表面应经除锈及除氧化皮处理,其质量不低于JB/T 5000.12—2007中 St2级的规定。
4.2.3表面涂装要求应符合JB/T 5000.12的规定。
4.3零件要求
4.3.1制造破碎机主轴的材料,其力学性能应不低于GB/T 699—1999中45钢的要求。
4.3.2必要时,主轴应进行超声检测并应符合JB/T 5000.15—2007中V级的规定,当采用其他无损检 测方法时应符合相应标准的规定。
4.3.3叶轮材料推荐选用焊接性能与力学性能良好的钢材。叶轮焊缝缺陷质量分级限值不应低于GB/T 19418—2003中B级的规定。
4.3.4焊接结构件的焊接质量应符合JB/T 5000.3—2007的规定。
4.3.5叶轮上对称或均布安装的易损件重量误差不应大于IoOgO
4.3.6叶轮在未安装易损件前应进行静平衡试验,其平衡精度应符合GB/T 9239.1—2006中G16的规 定。
4.3.7安装易损件后的叶轮不应再进行平衡试验。
4.3.8奥氏体镒钢铸件应符合GB/T 5680的规定。
4.3.9抗磨白口铸铁件应符合GB/T 8263的规定。
4.3.10电动机调整、张紧装置应灵活可靠。
4.4整机要求
4.4.1破碎机的叶轮直径、电动机功率等技术参数符合表1的规定。
4.4.2按制造厂的要求使用、维护和保养,第一次大修(更换叶轮)前破碎机正常工作时间:
a) 规格型号小于PL-700的不应少于2 OOOh;
b) 规格型号大于或等于PL-850的不应少于2 500 h。
4.4.3必要时,破碎机应有振动保护装置,并通过与电控柜联锁使破碎机避免受振动破坏。
4.4.4破碎机在工作时破碎涡动腔体的振幅不应大于0.3 mm。
4.4.5破碎机连续工作时,轴承温度不应超过85°C,轴承温升不应超过45°C0
4.4.6成套供应范围:
a) 破碎机主机(包括电动机、带轮和三角传动带等);
b) 专用工具一套;
C)随机技术文件;
d) 使用说明书、产品质量合格证;
e) 根据合同规定的其他部分(如电控柜、备件等)。
4.5安全卫生要求
4.5.1破碎机在显著位置应有叶轮旋转方向标识、安全操作标识及警示标识。
4.5.2破碎机的外露表面应避免锐边、飞边及毛刺。
4.5.3破碎机各部件接合部分、检修门、窥视孔处应密封良好,不应泄漏粉尘。
4.6空负荷运转要求
4.6.1 .每台破碎机均应进行空负荷试车。空负荷试车前应先进行人工盘车,待确定无卡阻及异常声响 等不正常现象时方可以额定转速进行空负荷运行。空负荷连续运行时间不应少于4 ho
4.6.2破碎机应运行平稳,旋转部件不应有卡阻及异常声响等不正常现象。
4.6.3空负荷运行时,整机噪声不应超过90 dB (A)O
4.6.4空负荷运行时,破碎机轴承温度应符合4.4.5的要求。
4.6.5空负荷运行时,破碎涡动腔体的振幅应符合4.4.4的要求。
5试验方法
5.1焊接结构件的除锈质量可用样板对比法或用目测法检验。
5.2主轴材料的物理化学性能应以材料质量证明书或物理化学试验报告为准。
5.3破碎机空负荷运转时噪声测试方法应符合GB/T 3768的规定。
5.4滚动轴承温度测试釆用温度计插入轴承座的加油孔中进行,每隔30 Inin测量一次,直到温度稳定 为止。
5.5叶轮静平衡的试验方法应符合GB/T 9239.1的规定。
5.6对叶轮上对称或均布安装的易损件,可用称重的方法保证其质量误差符合4.3.5的规定。
5.7破碎涡动腔体的振幅采用测振仪测量,测量结果应符合4.4.4的要求。
5.8主轴釆用超声检测时,其方法应符合JB/T 5000.15的规定。
5.9破碎机通过量及出料粒度的测定:
a) 通过量可用连续作业时按时间折算法测定,即将一段时间(累计时间不少于0.5 h)内的全部破 碎物料进行计量,折算成小时通过量;
b) 出料粒度可用标准筛的筛组进行筛分。
6检验规则
6.1检验分类
检验分为出厂检验和型式检验。
6.2 出厂检验
6.2.1每台破碎机须经制造厂质量检验部门检验合格后方可出厂,出厂时应附有证明产品质量合格的 文件。
6.2.2 出厂检验在制造厂进行,检验项目为 4.1.1 〜4.1.4、4.2、4.3、4.4.1、4.4.3、4.4.4、4.4.6、4.5、 4.6□
6.3型式检验
6.3.1有下列情况之一时,应进行型式检验:
a) 新产品试制定型鉴定或老产品转厂生产;
b) 正式生产后,产品结构、材料、工艺有较大改变,可能影响产品性能;
C)正常生产后的定期检验;
d) 长期停产后恢复生产;
e) 出厂检验结果与上次型式检验有较大差异;
f) 国家质量监督检验机构提出型式检验要求。
6.3.2型式检验应包括本标准的全部要求。
6.3.3型式检验应从出厂检验合格的产品中抽取一台进行。如检验不合格应加倍抽样进行复检,若仍 不合格则判定该批产品不合格。
7标志、包装、运输和贮存
7.1破碎机应在明显位置固定产品标牌,其型式和尺寸应符合GB/T 13306的规定,并标明下列内容:
a) 产品型号和名称;
b) 主要技术参数;
C)产品执行标准编号;
d) 制造厂名称及地址;
e) 出厂编号、制造日期。
7.2破碎机包装应符合GB/T 13384的规定,并应符合陆路或水路运输要求。
7.3随机技术文件包括:
a) 装箱清单;
b) 产品合格证;
C)产品使用说明书;
d)产品安装(地基)图。
7.4破碎机每件包装箱的储运图示标志应符合GB/T 191的规定,其内容应包括:
a) 收货站及收货单位名称;
b) 发货站及发货单位名称;
C)合同号、产品名称及型号;
d) 毛重、净重、箱号及外形尺寸;
e) 储运图示标志及起吊作业标记。
7.5破碎机应存放在防雨场所,每年检查一次,并重新涂油做防锈处理。
中华人民共和国
机械行业标准
立式冲击破碎机
JB/T 7353—2015
*
机械工业出版社出版发行 北京市百万庄大街22号
邮政编码:IOoo37
*
21 Omm×297mm • 0.75 印张• 17 千字 2015年10月第1版第1次印刷 定价:15.00元
*
书号:15111 • 12751
网址:http: //www.cmpbook.com 编辑部电话:(Olo) 88379399
直销中心电话:(OlO) 88379693 ⅛f面无防伪标均为盗版
JB/T 7353-20 5
版权专有侵权必究
打印日期:2015年11月25日F007