ICS 25.010
J 32
GB 8176—2012
代替 GB/T 8176—1997
Safety PrOdUCtiOn COdeS for PreSSWOrk
2012-11-05 发布
2013-06-01 实施
本标准的第4章、第5章、第7章、第8章为强制性的,其余为推荐性的。
本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替GB/T 8716-1997«冲压车间安全生产通则》,与GB/T 8716-1997相比,除编辑性修 改外,主要技术变化如下:
——修改了本标准的英文名称(见封面,见1997年版的封面);
——修改了“规范性引用文件"(见第2章,1997年版的第2章);
——将作业环境和条件,平面布置,设备、机械化装置和安全装置,以及安全操作改为强制性条款
(见第4,5,7,8章,1997年版的第4、5、7、8章
—修改了平面布置要求(见第5章,1997年版的第5章)J
——增加了起重机的安全距离要求(见5. 3.2);
——修改了有关大、中'小型压力机的吨位范围(见5. 2,1997年版的5.1. 8)。
本标准由全国锻压标准化技术委员会(SAC/TC 74)提出并归口。
本标准起草单位:机械工业第九设计研究院D
本标准主要起草人:李延春、陆振东、杜庆辉.
本标准所代替标准的历次版本发布情况为:
——GB/T 8716—1987、GB/T 8716—1997o
1范围
本标准规定了金属冷神压车间安全生产的一般方法、要求和准则.在人身保护方面,本标准兼有工 业卫生的内容,规定了提供符合劳动卫生,保障劳动者人体健康的生产环境和条件。
本标准适用于所有企业的新建冷沖压车间的设计、痘有冷冲压车间的改造、施工安装,验收及在实 施生产吋的安全技术及其管理。
2规范性引用文件
-F列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仪注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改単)适用于本文件■
GR 2893 安全色
GB2894安全标志及其使用导则
GB 4584压力机用光电保护装置技术条件
GB 5083生产设备安全卫生设计总则
GB 5091压力机用安全防护装置技术要求
GB 5092压力机用感应式安全装置技术条件
GB 6077 ⅛⅛切机械安全规程
GB/T 6441企业源工伤亡審故分类
GB/T8196机械安全防护装置固定式和活动式防护装置设计与制造一般要求
GB 12801生产过程安全卫生要求总则
GB/T 13379视觉工效学原则室内工作场所照明
GB/T 13441. 1机械振动与冲击 人体暴露于全身振动的评价 第1部分;一般要求
GB 13495消防安全标志
GlVTl3547工作空间人体尺寸
GB 13887-2008 冷冲压安全规程
GB/T 14774工作座椅一般人类工效学要求
GB/T 14776人类工敷学工作岗位尺寸设计原则及其数值
GB 17120锻压机械安全技术条件
GB 24888折奇机械噪声限值
GB 2438S翦切机械 噪声限值
GErT 25295 Hi气设备安全设计导则
GB 50015采暧通风与空T调节设计规范
GB 50033- 2001建筑采光设计标淮
GB 50034建筑照明设计标准
GB 50037建筑地面设计规范
GB 50040动力机器基械设计规范
GB 50231机械设备安装工程施工及验收通用規范
GBZ 1工业企业设计卫生标准
GBJ 37工业企业噪声控制设计规范
JB/T 2960巷道堆垛起重机型式与基本参数
JB 3350机械压力机安全技术要求
JB 3915液压机安全技术条件
JB/T5062信息髭示装置人机工程一般要求
JB/T 6055冲压车间环境保护导则
JE 9弼2—1999联合冲翦机安全技术条件
工厂 WOrkS ; factOry
使用压力机冲制或装配冲压零#P件的生产单元,车标准中的“工厂”「词,具有特定含义,可指企 业的总负责者,也曲指企业中某一部h的负责人员。
3.2
车间 shop ; Wtrrkshop
工厂的一个组成部分,本标准中的“车间”一词,泛指采用压力机械,应执行本标推的生产单元,它可 能是独立的工厂(工场),也可能是车间『工部或工段九
3.3
工艺设备平面布置 IayDUt Of InanUfHCtUriIlg equipment
车间内压力机和其他生产及辅助设备按照工艺流程和生产区域组织的排列“
3.4
工位 ])(Hiition Uf WUrIiL
操作者工作时所占据的空间范围,
3.5
工位器具 inslmments Or POeitiOn
为工位服务的器具,如盛放毛坯、工件或废料的料架、料台、料箱及托祝等=
3.6
操作工OPerator
指操作压力机和其他生产或辅助设备的工人,泛指生产工人.
3.7
辅助工helper
指维助或帮助操作者进行工作的工人-
3,8
冲压工 StanIPing Worker
操作压力机〈翦切机除外 > 并完成冲压工序的工人,
3,9
剪切工 Shearing worker
操作薯切机并完成切料工序的工人。
3. 10
操作危险区 pnɪɪit at OPeratInn
操作者工作时可能受到伤害的区域,这个区域是指在压力机上安装调试冲模(或剪切刀片),对放置 的材料进行剪切、冲压成形或组装等零部件加工的区域.
3. 11
夹紫点 PijICh point
指压力机或辅助装置运动部件之间,或压力机与辅助装置的运动部件和固定部件之间,或材料与压 力机或辅助装置的运动部件之间的区域范围.在该区域范围内的任意点上,人体或人体的任何…部分 有可能被夹住或挤压而受到伤害,但其伤害的性质有别于操作危险区。
3. 12
工作面 WOrk Plalle
.完成主要劳动动作实际存在的或假设的平面,一般距地面高度为800 mm.
3. 13
模具存敬区die area
存放、保管冲模、辅具和夹具的区域.
3. 14
材料存放区 raw material area
存放、保管钢板、钢卷、型材和其他金属及非金属材料的区域。
3, 15 .
冲压件存放区 StanIPing PHrtS Hrea
存放、保管冲压成品或在制品的区域。
4作业环境和条件
4. 1 一般要求
JLriil为操作者创造和提供在生理和心理上的良好作业环境,即车间的温度、通风、照度、振动和噪 声等应符合劳动卫生要求”
4. 2温度
4.2. 1车间内工作地点空气温度应符合GBZl的有关规定,
4.2.2室内工作地点的夏季空气温度,-般不应超过昵eC,当超过"©时,工厂应采取有效的降温措 施。当超过35莒时,工厂应采取有效的防暑降温措施,确保操作安全的前提下,才能让压力机操作者继 续工作.
4.3通风
4. 3. 1室内工作地点须有良好的空气循环,并应符⅛GB 50019的有关规定。
4.3.2经常有人通行的地道应有自然通风或机械通风设施,地道内不应敷没有害气体(包括易燃气体) 管道,
4.3,3当发现圧力机基础内有损害健康的气体时,应在操作者(如检修时)逬入之前进行通风。
4.3.4车间内有烟雾、粉尘制其他污秽空气时,应在污染源处设置有效的局部通风装置,些要时加以净 化处理’
4. 3.5对加热、清洗、烘干设备和产生废气、粉尘的设备应装设通風装置.
4.3.6车间空気中有害物质的浓度不能超过GBZI标准的规定。
4.4照度
4. 4. 1军间工作空同应有良好的照度,照度債应符合GE 50034和GB/T 13379中的有关规定"
4.4.2采用自然光时,不允许阳光直接照射工作空间,工作面上的采光系数标淮值按CB 50033-2001 表3.1.3规定的采光等级m级处理“
4.4.3采用人工照明时,不应干扰光电保护装置,并应防止产生频闪效应,工作面上的照度标准值应符 合GR 50034中的规定。
4.4.4除安全灯和指示灯外,不应采用有色光源照明.
4. 4,5在室内照度不足的情况下,应采用局部照明,具体要求如下:
a) 局部照明光源的色调,应与整体光源相一致"
b) 局部照明的均句度:工作点最大为1 ' 5,工作地最大为1 ; 3e
C)局部照明的亮度对比:冲压件(冲模工作面)与压力机底部的比为0 ; 1,压力机与周围环境的 比为10 ; 1,灯光与周围环境的比为20 !
4.4.6与采光机照明无关的发光体(如电孤焊、气焊光及燃烧火焰等)不应⅛I接或经反射进人玉力机操 作者的视哥.
4. 4.7需要在压力机基础内工作(如检修等)时,应装设照明装置.
4.4,8照明器应经常维护和保持清洁。
4.5振动与噪声
4. 5. 1车冋噪声级应符合GBJ 87的规定i车间振动級应符合GB/T 13441. 1和JTVT WO词的规定B 4-5.2工厂应采取有效措施消诚车间振动和噪声,具体要求如下:
&) ■车间内的压力机、剪板机等,空运转时的噪声值不应超过85 dBc
b)应避免剪切或冲裁时产生的强烈振动和噪声,使用公称压力较大的压力机时,冲栽力不应超 过设备公称压力的打轟采用斜刃或者波浪刃口冲蟆,装设避振器等.釆用液压机进行厚板料 冲裁时,设备要设有冲裁缓冲装置,
C)采跋措施,减少噪声源及其传播.控制压蟾空气吹扫的气压和流量扌采用吸晋墙或隔咅板吸收 噪声并防止其向周围传播;釆用减振基础吸收振动,压力机基础的设计应符合GB 50040的规 定}把产生强烈噪声的压力机封闭在隔音室或隔音罩中等。
4*5.3噪声级超过90 dB的工作场踞,应采取措施加以改造.
4.6人机工程 I
4.6. 1工位的设置应符合人机工程学、生理学的要求,工作空间尺寸要求应符合GB/T 13547和 GB/T 14775的有关规定。
4.6.2工厂应使操作者舒适地坐或立,或坐立交替在压力抓旁进行操作,但不允许翦板机操作工坐着 工作。釆用坐着操作时,座椅要满足GB/T 14774的有关要求.
4.6.3信息显示装置及其安装位置应符合JBrT 5062规定。
4.7工作地面
4.7.1车间各部分工作地面(包括通道)应平整,并经常保持整洁。地面应坚固,能承受规定的简重,并 应符合GB釦。37有关规定.
4.7.2工位附近的地面上,不允许存放与生产无关的障碍物,不允许有黄油、油液和水存在,真他经常 有液体的地面,不应渗水,并设置坡度流到排泄系统。
4.7.3大型压方机基础应有液体贮存器,以收集由管路泄漏的液体,贮存鬱可以专门制作,也可以与 基础底部连成一体,形成坑或槽.贮存器底部应有一定坡度,以便排除废液。
4.7.4车间工作地面应防滑.压力机基础或地坑的盖板应防滑,如果是钢盖板,应是花纹钢板,或在平 板上焊以防滑筋。
5平面布置
5. 1 一段要求
5. 1. 1车间工艺设备平面布置除满足工艺要求外,还应符合有关安全、卫生和环境保护标准规定"
5.1.2有害物质的发生源应布置在机械通风或自然通风的下风侧.酸洗间应与主厂房分开~段距离, 如应位于主厂房内,则应采用隔墙将其封闭.
5.1.3布置压力机时,应留有寛散的通道和充足的出料空间,并应考虑操作时材料的摆放。设备工作 场地应畅通无阻和便于存放材料、半成品、成品和废料,设备和工作场地应适合于产品特点,使操作者 的动作不致干扰其他操作者。
5. 1.4在使用带驾驶室起重机的厂房,压力机的布置应使操作工和起重机司机易于彼此相望。
5. 1.5车间工艺流程应顺畅,各功能区域之间应以区域线分开,区域线应用白色或黄色涂料或其他材 料涂覆或镶嵌在车间地坪上,区域线的宽度须在50mm~100mm范围之内,区域线可以是连续或断 续的,镶嵌材料不应高出地面。
5. 2 车间通道
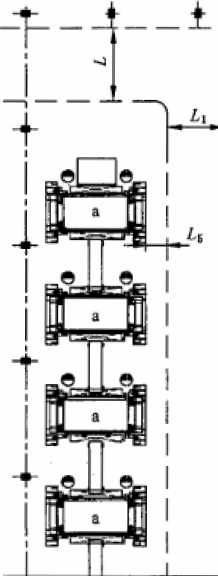
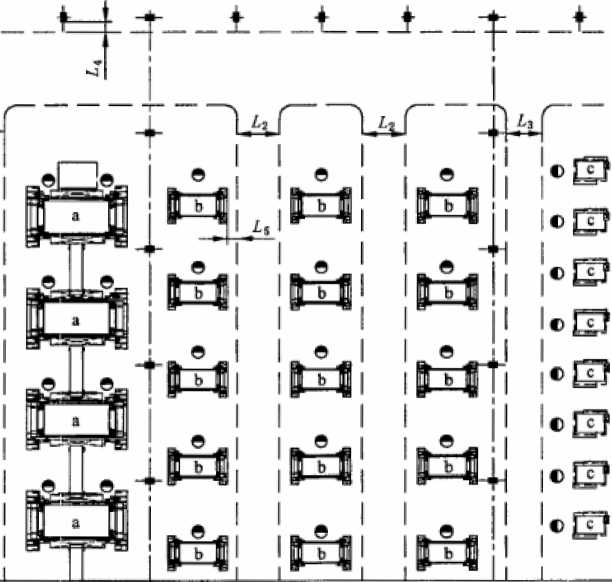
车间通道应畅通,通道宽度应符合表1的规定(见图1),通道边缘200 mm以内不允许存放任何 物体。
表1车间通道
|
通道名称 |
通道宽度 |
数值∕mm | |
|
车间主通道 |
L |
≥3 000 | |
|
压力机生产线之间的通iS |
大我压力机, |
Ll |
>2 500 |
|
中型压力机h |
Lt |
≥2 000 | |
|
小型压力机’ |
L, |
>1 500 | |
|
从通道边界到厂房构件的距离 |
Li |
>200 | |
|
从通道边界到设备边缘的距离 |
Li |
>800 | |
|
工部《工段)之间的通道 |
— |
≥2 500 | |
|
车间过道 |
— |
>1 OOO | |
|
,大型压力机⅛≥8 OOO kN单点,N5 OOO kN双点、四点压力机. "中Sl压力机描2S00~S 300 kN単点,2 500〜4 000 kN双点压力机. ,小型压力机指<2 000 kN压力机* | |||
一 一国≡oEiDt3mm £ 〔 πlc3llβlc"<φ! 一平—3l=>llφl9liφl<>lJM -J一 EP 国≡m国 EJEJEJ
说明.
a——大型压力机’ b—中堕压力机, C——小型压力机.
图1车间通道及过道
5.3设备的布置 5.3.1压力机和其他工艺设备,最大工作范围的边缘距建筑物的墙壁、支柱和通道≥8OO mm,这个工 作范围不包括工位器具、模具、箱柜、挂物架和类似可以移动的物体.
5. 3.2有起重机的厂房,设备上维修人员可以到达的最高点(或平台)距起重机横梁下面边缘的距离 >2 300 mm,确保起重机行走时不会威胁设备维修人员的人身安全.维修人员不可到达的设备最高点 距起重机横梁下面边缘的距离OOO TTImo现有厂房距离不足时,应有相应的防护措施.
5.4模具存放区
5.4. 1各种模具应稳定地水平放置,不应直接垛放在地坪上。
5.4.2大型模具应垛放在垫木或垫铁上,根据模具的大小堆放2层〜3层,垛高不应超过3 000 mm* 垫木或垫铁应平整、坚固、承莪后不允许产生变形和破裂。有下列情况之一者,不宜多层存放:
a) 拉延模,
b) 没有导柱或导块的冲模;
C)夹具;
d) 经常使用的冲模;
e) 对精度有影响的冲模;
f) 无安全桂或限位器的冲模等。
垛堆排列整齐,每排之间应有>800 mm宽的通道,禁止行人跨越垛堆。
5.4.3小型冲模应存放在专用模具存放架上,模具存放架应用金属制造,結构应坚固、稳定。模具存放 架底层平面离地间隙以100 mm为宜.在无起重设备时,模具存放架最上一层平面不应高于
1 700 mtn D
模架每排之间应有>800 mm寛的通道。
釆用高架仓库存放冲模时,巷道堆垛起重机型式、作业方式和仓库高度的选择应符合JB/T29SO的 有关规定。
5.4.4中型冲模视其体积和质量,分别按照大型和小型并模存放方広和要求进行存放。但垛放高度不 成粗过2 500 t∏mβ
5.4.5运送总质最超过50貝的模具,应采用起重运输设备.
5.5材料存放区
5.5.1材料(包括卷料和板料,下同)应按品种、规格分别存放于材料库,存放的有效载荷不应超过地 坪设计规定的数值.材料库地坪应平坦,并有一定荷载能力,钢板垛放时,应垫球垫木或垫铁.垫木或 垫铁应平整,并其有足够的强度.
5,5.2人庫的板料应符合包装的有关规定。
5.5.3成包的板料应堆垛存放.垛间应有通道,当垛島不超过Ξ OOO τnm时,通道寛度⅛>800 rnτnt 当垛高超过2 OOO E时,通道宽度应mi OOo mm。采用起車机并用钢丝绳起吊垛包时,存放高度不应 超过2 40Omn1。采用堆垛叉车举升垛包时,可不受此限.同一垛堆的板料,毎包之间应垫以垫木.包 裝中已带有垫木者,可不再加垫木。
5.5.4散装的板料堆放,应毎隔况Omm〜40Omm垫以垫木.板料长度在2 000 mtn 每层垫至少
以两根垫木;板料长度在3 000 mnι-S 000 mm之间,每层至少垫以3根垫木J板料长度大于3 000 InnIT每 层至少垫以4根垫木。垫木间距应相等,并均匀地支承钢板.垛堆上下层的垫木的投影应重合,垫木 的厚度应280 E也,长度应与板斜寛度相等.垫木应平整、坚固,承载时不应变形和破裂。
5.5,5成包和散装的板料垛堆,其错位和倾斜不应超过以下允许范围:当垛高在2 000 mm以下时,沿 长度方向最大为1 f器,沿宽度方向最大为1 * 20;当垛高超过2 000 mm时,沿长度方向最大为1 > 30f 沿宽度方向最大为1 Ξ5t
5.5.6卷料以在放在垫木或钢制的存放架上为宜,卷径中心线应平行于地坪面,具体要求如下;
a)同一垛堆的钢卷料,毎层卷径应一致,并应沿卷径中心线平行排列.为防止卷料滾动,在垛堆 底层每个卷斜的函侧卷垫以专门的止推块•止推块应具有同卷料外径-致的接触面或使其断 面是等腰三角形,高度不应小于卷径的1/4,长度应不小于卷料宽度2/靠止推块应坚固、平 整,与卷料接触的部位应镶有椽胶板(或聚竟酯)等弹性材料,防止卷料外表材料损伤。
L)多层存放时,总高不应超过4 OWtnm,底层卷料按照5.5. 6 a)要求放置止推块。卷料端面应 同地面保持垂直,其倾斜度不应超过1 ■ 20,
C)存放单个卷料时,应在卷料两侧沿外径放置止推块。
d)多列存放时,列间应有通道。当卷料垛堆高度在ZooonInl以下时,通道寛度应≥800 mm;当 垛高超过2 000 mm时,通道宽度应空1 000 mm.
5.5.7其他金属或非金属材料存放和贮存,参照采用5. 5.1〜5. 5.6.当材料数量不多时,应采用金属 货架型式存放。
5.5. 8材料库内材料的堆垛和运输,应采用专门的起重运输设备。
5.6冲压件存放区
5.6.1采用专用箱架多层些存冲压件时,箱架应结构牢固,不易变形。多层疊放的箱架,应由专门的起 重运输设备进行堆垛和运输。
5.6.2在高架仓库内存放冲压件时,巷道堆垛起重机型式、作业方式和仓库高度,应按JB/T 2960有关 规定选择‘
5.6.3各种方法贮存的冲压件的质量(包括箱架的质量)不应超过没计规定的地坪允许有效载荷.
5.6.4垛堆或箱架之间,应有⅛=80θ mm宽的人行通道。
6工艺和冲模设计
6. 1 一般要求
B. 1. 1工厂在指令有关人员进行工艺或冲模设计时,应同时指令设计审査人,以避免可能危及操作者 的工序(或工步)或冲模結构。
6∙ 1.2同一人进行工艺和冲模设计或者同一人进行工艺和冲模设计审査时,设计者和审査者均应同时 具有工艺和冲模设计和审查的技能.
6. 1.3工艺神冲模设计时,应遵照GB 138的一2008第4章和第7章的要求。
&,2工艺设计
6.2.1工艺设计人员应对抻制的零件正确地排列流程,并合理地选择冲压设备。设计者鹿时冲压设备 的技术参数、性能和结构极为熟悉=
6.2.2工艺设计应根据实际精况和具体条件,尽可能考虑卖现自动冲压,如果用各种自动进结料机构、 多工位连续冲压和工序间自动传翰等.当不能或不便实现自动冲压时,应考虑各种安全保护装置和措 施,包括使用手用工具等。
6.2,3工艺设计时,应考虑工件定位稳定,便于上、下料,使操作者动作次数少、动作难度小.
6.2.4工艺设计人员应熟悉生产现场经常出现的各种情况,并罢善地布置丁作地.
6.2,5工艺设计时,应考虑下列可能给操作者带来危害和伤害的因索,在设计中采取有效措施加以 预防*
Q原材科或毛坯状态;
b)废料排除和处理方式;
C)工件进给或取出方式;
d)吹扫工件时的噪音
Q工件或成品摆放方式和器具F
f) 神裁时产生的振动和噪声:
g) 工件尖棱和毛荊J
h) 劳动生产率;
D 工件质量和移动距离等=
6.2.6工艺文件(例如工艺卡或工艺过程卡)中除注明一般工艺过程外,还应包括有关安全内容,如每 小时产量(或班产量)、作业要点、采用的保护装置或措施等,
6.3沖模设计
6.3. 1设计冲模时,应按照6.2的要求,同时在冲摸结构和强度上避免和减少对操作者可能产生伤害 的因素。
6.3.2冲模中相对运动的零部件(如压料板,弹簧、汽缸活塞、废斜切断刀等),在压力机上无防护單(或 不便使用防护罩)的情况下,应设防护装置。
6. 3. 3手工上,下料时,冲模上、下料部位应尽可能开设避免压手的让位摺.
6.3,4冲模中的可动零部件,如压料圈,打料装置、斜楔滑块等,要有行程限位装置,防止工作时弹出或 被其他零件带出,大型冲裁模具压料板要同时设有彳亍程限位和安全限位装置.
6.3.5冲模各部件应有防止松动和脱落的安全措施。
6.3.6冲模下模在工作时应保证良好的视野,不应有突出物遮挡下模工作表面和工件。
6.3.7质量超过ISkg时的冲模,应设有合适的起吊孔、吊环(钩)或吊耳。当需要上、下模合为一体 时,应有连接件。
6.3.8模具总图上应标注质量;包括上模质量、下模质量和总质量。标识模具质量的文字要铸〈或刻) 在模具明显部位,并用不同于模具基色的醒目颜色标识.
7设备、机械化装置和安全装置
7. 1 一般要求
7. 1. 1工厂釆用的生产设备、沖模和机械化装置(包括自动化装置)应互相匹配、协调,在生产过程中应 有机地融为一体,不应构成危险或不安全因素。
7. 1.2选择生产设备冲模和机械化装置时,应首先考虑安全,并应符合GB ] 3887—2008第5章和第6章 规定。
7.2设备
7,2. 1工厂使用的压力机,应符⅛GB 5083 JB 3350JB3915和GB 17120的规定,其中,有关电气设 备应符合GTVT 25295的规定,并应有完整的设备说明书•压力机的噪声限值应符合GB 24388、 GB 24389和相关行业的规定。
7. 2. 2 压力机的安装和验收应符合GB 50231的规定。
7. 2. 3 弟切长度为2 000 mm以上(含2 OOOmm)的翦板机和工作台宽度为2 DOO mm以上(含2 OOOmnl) ⅛ 板料折弯圧力机,在每个立柱上应装设紧急升关装置.
7.2.4卯板机应在压料器前面装设防护隔栏.防护隔栏应符合GB 6077的规定.
7,2.5联合冲翦机各剪切位置都应装有防护罩或隔桃,防护装置应符合JB 9960—1999附录代和附录B 的规也
7. 2.6鳄式剪切机的可动部分应装防护罩,
7.2.7装没各种防护罩或隔栏的压力机,须能防止人体或人体某•部分进入危险区。防护罩应符合 GB/T 8136的规定。
7.3机械化装置
7.3.1工厂采用的机械化装置应视为机械設备的一部分或全部。本身不应出现夹紧点,也不应与压力 机和冲模出现夹紧点.
7- 3.2机械化装置的传动部分和运转零部件,在可能危及人身安全的地方,应设置防护隔栏.
7,3.3机械化装置的设计和制造,除符合一般机械和传送设备的规定外,应符合下列各项要求:
a) 潦色应协调、和谐,并与压力机和冲模的顔色有所区别,并符合GB 2893的规定!
b) 在安装、使用、拆卸和维修时,不应构成伤害人身的因素;
C)机械化装置本身运转及与工件撞击时,均不应产生强噪声,
d)可単独运转,必要时也能与压力机联动或互锁。
7,3.4与压力机配套使用的机械手、机器人,应在其工作范围外缘设置防护隔栏。
7,5安全装置
7.5.1工厂应在压力机危险区内,为操作者选择、提供并强制使用安全装置“安全装置包括安全保护 装置(如各种防护罩、防护隔栏等)与安全控制装置(如双手控制装置、光控式保护装置等)两大类,当压 力机操作危险区的开口尺寸小于等于6 mm时,则不在此限。
7.5.3安全保护装置除应符合JB 3350各项规定外,还应满足下列各项要求i
a) 安全保护装置不应与压力机指块或其他运动部件之间岀现夹紧点i
b) 应用紧固装置紧固于压力机适当位置上。紧固装置应可靠,只有使用专用工具和在足够外力 的作用下,方能拆卸}
C)有足够的强度3
d) 便于检賽和維修;
e) 有良好的可见度.
7.5.3防护罩和防护隔栏,应用透明材料制成。当用金属材料制造时应具有垂直透明孔,如來用铁丝 编织网或拉伸网特,透明孔不应采用菱形斜孔■,
7.5.4防护罩和防护隔栏在压力机上的安装位置应满足图2所示的尺寸要求。例如'安全保护装置的 开口尺寸A是阳mm,保护装置则应安装在距离危险区域⅛⅛B>190 mm〜3孙τπm的地方.保护装置 的开口尺寸愈大,保护装置离危险区域线的距离愈远.只有在十分必要时,才允许用试验的办法确定保 护装置的安装尺寸,
単位为竈米


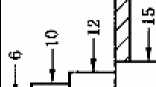
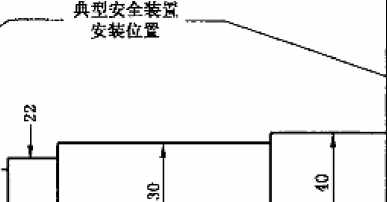
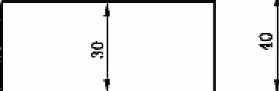

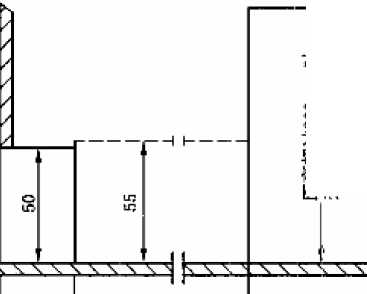
EEetn-枳*M □⅛ .⅛i
BHr- ^ T -∣- -I- --^^ʃ ,T--------fcTd---fcT"---
6 40 6。凶 140 IfiE l⅛O 320 400 450 的U
图2防护罩或防护隔栏的安装位置
7-5.5安全控制装置本身虽并不直接对人身进行保护,但应能对操作者实现间接保护。当操作者的手 或身体其他部分误入操作危險区时,安全控制装置即对压力机制动器进行控制,使滑块停止运行.
7.5. 6安全装置和其他答顼要求应符合GB 4584、GB 5091 ,GB 5092和JB 3350的规定.
8安全操作
8. 1压力机操作'匸、冲模安装调整工以及压力机的维修人员,在进入车间.匸作前4 4不应饮酒’
8.2生产工人和辅助工人工作前应按规定穿好戴好工作服、工作鞋和工作帽(包括安全帽〉"女工的发 辫不应露于工作帽之外.
8.3不应穿凉鞋、拖鞋或赤脚进入车间。工作时不应穿高跟鞋.
8.4设备运转时,操作者不应与他人直接或间接闲谈,不应拨打或接听移动电活.
8.5釣切工、冲压工和其他有关工人,工作时应戴好防护手套。
8.6 工作时严禁吸烟.
8.7工作前成仔细检查工位是否布置妥当,工作区域有于异物,设备和工装的状况等,在确认无误后方
可工作或启动设备=
8. S 一台设备有多人操作时,应使用多人操作按钮进冇丁作.
8.9小型压力机手工生产使用脚踏开关时,严禁手伸入冲模内放置或取出工件1在冲模内取放工件应
10
使用辅助工具,大中型压力机手工生产时要使用双手按钮,机床滑块上行到上死点时,手进入冲模内放 置或取也工件.
8-10工作前应将设备空运转1 HUll〜3 mine严禁操作有故障的设备,
8. 11冲模安装调整、设备检修,以及需要停机排除各种故障时,应使用安全栓‘并在设备起动开关旁挂 示警告牌.警告牌的色调、字体应鹿目易见。必要时应有人监护开美,
8. 12工厂应按照本标准和GB 13887—2008第S章和第11章要求结合本企业具体情况,为车间各工 种制定安全操作網则,工人应严格遵守工厂制定的安全操作细则,
9安全管理、教育和検査
9.1安全标志、侑号
9. 1. 1车间答区域〔空间)、部门和设番,凡可能危及人身安全时应于醒目处设标志牌。标志牌成平整 清楚,其图形符号、大小、比例和颜色应符合GB 2SS4的规定。在有可能引起火灾之处,应设置弗防安 全标志,标志应符合GB 13495规定,
9. 1.2大型压力机的检修平台须用标牌注明允许的最大承域质量CkPX
9. 1.3不安全或禁止使用偷压力机(包括检修、安装和正在调整冲模的压力机),应在启动装置附近挂 示标牌,并用薜目字体标注“危险,禁止启动”等字样,标牌的颜色应与设备基本色调有显著区别。
凱1.4对多人操作的设备、与辅助工人相关的设备以及经常有人穿行的传送设备,当每天工作开始、换 班启动以及停机后重新启动时,应有发灯光和音响信号进行提懈,保证所有相关人员的安全’
9. 1-5依据冲模的技术安全状态,按照GB 2893的规定,在上、下模座正面和背面疵涂以安全色以示 区別。.安全摸具为绿色,一般模具为黄色,应使用手动送料的模具为蓝色,危险模具为红色。不同涂色 的模具在使用中应采取的防护措施和允许的行程操作规范如表2所列.
聚2冲模涂色、相应的含臾和防护措施以及充许的行程操作规范
|
涂色标志 |
________相应含―护措施 _ |
允许的的程操作规范 |
|
龈色 |
'~"安全状态 有保护装覺或双手无进入操作危险区的可能 |
连缜冇程 ____单次行程_ |
|
蓝色 |
指令,皮采用手工•貝 |
单次行程 连缜行程 |
|
黄色和驗色 |
注意,有防护裝理 |
单次行程 鹿城行程 |
|
黄色 |
警告,有防护装置 |
单次行程 |
|
红色 |
危険,.无防护装置且不能使用手工具 |
禁止使用 |
9.1.6在可能危及人身安全的地方,应设防护栏杆,禁止跨越。防护栏杆(包括大型压力机的防护栏 杆)和起重机吊钩的滑轮架,应按GB 2393规定,廉以间隔条纹标志。
9.2安全运行
9. 2. 1禁止非机电维护人员在大型压力机运转时登上机梯并在机器平台上停留ff
9.2.2操作工人应经常注意设备的工作状态,发现异常声音和振动,应及时停机检查。
9-2.3在对机器进行擦洗、注油、检査和修理过程屮,发现可能导致人身事故的危险时,工厂应追令停 机进行检査并排除故障.若检修,应在机器运转时进行,应对危险场所采取有效的保护措施。停止运转
11 的机器广锁g装置并"W动W的标牌
9.2.4压力机操作工应在上、下午各有一次IOmin〜20 min的工间休息时间,夜班工作时,也应安排 相应的工同休息时间.工间休息时,工厂应强制停止机器转动。
9. 2. 5冲压工每班连续工作不应超& h,
9.3动力管制
9.3.1机器运转中,不应中断电力和压缩空气的供应.
9.3.2车间供他昭压的波勃范围应在额定值的土 1。%以内,
9.3.3供给压力机的压縮空气压力,不应小于最低的额定值。
9.3.4膨胀介质应使用空气或惰性气体,
S.3.5动能在输送管践中不应漏损。
9.4捡查和修理
3.4.1除经常性检査(日检、周检、月检)外,工厂应对使用中的段备〔包括其安全装置)、模具每隔半年 或一年进行一次定期的全面检査.对压力机应着重检査下列部位:
心曲轴、飞轮及其他传动装置;
b)离台器、制动器及其控制系统,
C)行程停止装置和紧急停止装置;
d) 滑块连杆、平衡釘和与滑块有关的部件}
e) 电磁阀、压力调节阙和其他气、液系统’
D 限位开关、继屯器和其他电控系统;
矽气液装置(气液垫、气液平衝装置);
h)滑块防护机构i
L)快速夹紧机构i
卩油压机油虹与滑块连接螺栓等;
k)安全装置.
9,4,2定期检查应有记录,检査记录至少保存二年.记录中应包括下列内容:
⅛)捡査时间(年、月、日);
S检查地点;
C)检查方法:
d) 检査靖果;
e) 检查者姓名f
D根据检査结果而采取的维修措施和内容等.
9.4.3经过检査的压力机,应在明显处设置铭牌,标明检査日期。
9. 4-4压力机的定期检查,须由专门检查人员担任.
9. 4.5工厂对定期楡查中发现的异常情况应采取修理或其他必嬖的措施,并保存修理或处理记录。
9.5安全教育和培训
9. 5. 1工厂应对新工人进行〔与操作有关的〉卩生和安全教育=工厂应编制新工人安全教育大纲“ 9.5.2没有操作合格亜的工人不能单独操作压力机,只能在专门技术熟练工的指导下,从事辅助工作。 9.5.3工厂应对新神压工进行为期3〜6个月的培训.
9M.4当操作者改变作业内容时,重新进行培训.
12
9.5.5工厂应对压力机操作者每年至少组织一次安全培训,考核操作者对压力机安全操作知识理解和 掌握程度,培训合格的操作者,应进行登记并发证,
工厂(车间〉管理人员和其他有关人员,同样应受安全操作知识和实际操作技能的培训*
9.5.6工厂对进入沖压车间的参烈者、实习学生以及为外厂培训的工人(包括冲模安装和调整工)应按 9.5.1和9.5,3有关规定,分别指定专人对其进行安全教育或培训.
9.6青工和女工
9.6.1工厂不应招收18周岁以下人员操作和学习操作压力机或从事辅助工作■也不应让其从事和学 习冲模和刀片的安装和调整工作,
9.6.2工厂不应安排女工从事8 mm以上(含8 mm)厚度的钢板冲压和J⅛切工作.
9.6.3工厂不应安排怀孕三个月的女工从事冲压工及其辅助工作。
9.7工桢或班长
9,7, 1工厂应从经过冲压技术专门培训的熟练操作工人和从事本专业两年以上的技术人员中选拔工 长或班长,
9.7.2工长成班长应对操作机器和劳动组织负责,并对各项工作任务提出正确的要求.
9.7.3工厂应赋予冲压工长或班长下列职权:
a)检査压力机及其安全装置;
珀在确定压力机和安全装置出现异常情况时,立即釆取必要的措施孑
C)直接指挥冲模的安装、拆卸和调整工作.
安⅛⅛⅛机构
9.8.1工厂应设置冲压车间安全检査机构.
安全检査机构由专职安全检査人员和兼职安全检査人员组成。压力机操作人数在M人〜30。人 之间的车间应设专职安全校査员1名-300 ʌ以上的应设专职安全检査员2名.兼职安全检査员,其人 数应与车间规模相适应,一般可按表3规定.
表3车间兼职安全校査人员配备规定
|
________________车间规模 |
应配备的兼眺安全检査员人数 | |
|
分类 |
指廊 | |
|
压力机操作人数 |
≤50 >50-100 >100-200 >200—300 >300 | |
|
压力机数蜻/台 |
≤20 >20-50 >100 | |
|
冲模数■/套 |
≤200 >200 | |
9.8.2工厂应让车间的安全检査机构行使下列职权:
q 检査和督促本标准和GB 12801的实施情况f
b)制止達反卫生和安全规定恼操作’
C)提出安全生产奖惩办法}
d) 按GB/T 6441规定参与事故调查,提出分析处理报告和意见,
e) 向国家有关机构报告重大事故的责任者;
O组织安全宜碍、教育和培训并提供资料、信息,
g) 对工艺设备及其工艺装备逬行安全验收;
h) 对车间厂房及其公用设施进行检査等,
9.8.3车间安全检査人员应经专门培训。
参考文献
[1] [2] [ŋ
[4]
[5] ⑹ Γ71
[8]
[9] 口矿 LiiZ
[13J LiCl 口5] [16] m [18j D9j [203 「幻1 「22〕 [制 Γ24∏
[25]
[26]
[27] L28J
GB 3096声环境质量标准
GB/T 3222.1声学 环境噪声的描述、测量与评价 GB/T 3222.2声学环境噪声的描述、测量与评价 GB 3869体力劳动强度分级
GB/T 4205人机界面标志标识的基本和安全规则 GB 4387工业企业厂内铁路、道路运输安全规程 GB/ T 5697人类工效学臨明术语 GB/T 5699采光测量宙法 GB/T ES700照明测最方法
GByTlOOOO中国成年人人体尺寸 GB 10070城市区域环境振动标准 GB/T IOO71
第]部分:基本参景与评价方法 第2部分:环境噪声级测定
操作规蛔
城市区域环境振动测覺方法
GB/T 12384人类H效学视觉信息作业基本术语 GB/T 12985
GB 23821机械安全防止上下肢触及危险区的安全距离 GBJ 122工业企业噪声测量舰范 JBJlS机械工业环境保护设计规范
JBJlS机械工业职业安全卫生设计规范
JivT 3240锻压机械操作指示形象化符号 JB 9957 JB 99&8 JB 9969 JB 9970 JB 9971 JB 9972 JB 9973 JB 9974 JB 9975 JB 9976 JB 9977
在产品设计中破用人体尺寸百分位数的通则
液压机噪声限值
开式压力机噪声限值
棒料剪断机、鳄鱼式翦断机、剪板机噪声限值
冲型乾切机、联合冲乾机噪声限值
弯管机、三辑卷板机噪声限值
滚丝机、卷簧机、制钉机噪声限值
空气锤噪声限值
闭式压力机噪声限值
自动撤锻机、自动切边机、自动搓丝机、自动弯曲机噪声限值
板料折弯机、折边机噪声限值
双盘摩擦压力机噪声限值
中华人民共和国
国家标准
冲压车间安全生产通则
GB 8176 2012
*
中国标谁出版社出版发行 北京市朝阳区和平里西街甲2号(IOOOI3) 北京市西城区三里河北街16号(100045)
网址 WWW. spc. net. cn.
总编室/50)64275323 发行中心 J(OIO)51780235 读者服务部JO10)ti85養946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
*
开本880X1230 1/16 印张1.25 字数30千字 2013年4月第一•版2。13年4月第一次印刷
*
书号:IssD66 ` 1-45974 定价 21,03 元
如有印装差错由本社发行中心调换 版权专有侵权必究
GB ð176-2012
挙报电话,(010)68510107
打印日期;20技年4月2■!日F009