CB* 3128-82
1983-02-20 发布
1984-01-01 实施
全国船舶标准化技术委员会批准
全国船舶标准化技术委员会专业标准
水 文 绞 车
CB* 3128—32
组别:22
本标准适用于海洋调查船和其他舰船上作收,放水文测量仪器用的电动和电动液压驱动的水文绞车
(以下简称绞车)O
本标准不包括对绞车原动机的要求。
1定义
1.1最大拉力
绞车绳上负荷及全长钢丝绳自重之和.
绞车在收绳过程中卷筒上的拉力与卷筒卷绕半径乘积的最大值.
1.3最大绳速
当钢丝绳卷绕至卷筒最外层时,原动机以最高转速收绳能达到的最大线速度.
1.4最小绳速
当钢丝绳卷绕至卷筒最外层时,达到的最小收绳线速度。
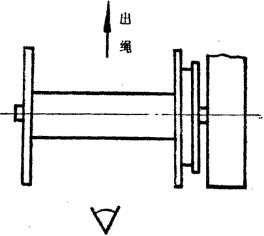
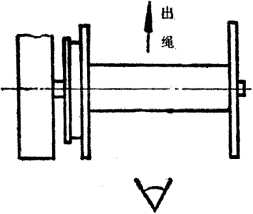
1.5右机及左机
一台绞车,当观察者位于控制器J边,视线与钢丝绳岀绳方向一致,驱动装置在卷筒右边时称为右 机绞车,驱动装置在卷筒左边时称为左机绞车(见下图).
右机绞车 左机绞车
全国船舶标准化技术委员会1983-02-20发布
1984-01-01 实施
2绞车基本参数按下表。
|
序 |
公称规格 |
钢丝绳规格 |
绳 上 |
绳 |
速 | |
|
号 |
直 径 mm |
长 度 In |
负 荷 kN (tf) |
最小绳速 in/s |
最大绳速 i∏∕s | |
|
1 |
500 |
4.4 |
500 |
________ 3 (0.3) |
≤0.25 |
0.75 |
|
2 |
1200 |
4.4 |
1200 |
3 (0.3) |
≤0.25 |
—……...... 0.75 |
|
3 |
3000 |
4.4 |
3000 |
3 (0.3) |
≤0.25 |
~'一,^ 1.65 ............——............ 2.50 |
|
4 |
6000 |
4.4 |
6000 |
2 (0.2) |
≤0.25 |
1.65 |
|
2,50 | ||||||
|
5 |
IIOOO |
4〜6.2 |
IIOOo |
2 (0.2) |
≤0.25 |
1.65 3.00 |
注:①绳上负荷为绳端负荷与绳上所有悬挂仪器重量之和。
② IkNQO.ltf。
3标记示例
容纳钢丝绳长度为50Qm的水文绞车:
4技术要求
4.1强度要求
a. 在绞车承受卷筒最大力矩或最大拉力时,各传动零件的应力不得超过材料屈服强度的 45%.
b. 当钢丝绳达到破断拉力时,在绞车零件中所引起的应力不得超过材料屈服强度的90%。
4.2卷筒设计
a. 卷筒直径不得小于选用钢丝绳直径的16倍.
b. 卷筒侧板轮缘必须超出最外层钢丝绳的高度,其值应不小于钢丝绳直径的2.5倍。
4.3钢丝绳选用
4.4离合器
电动驱动绞车应备有卷筒能脱开驱动机构的离合器;电动液压驱动的绞车,是否备有离合器按使用 单位的要求而定。
4.5卷筒制动器
a. 卷筒应备有制动器,当卷筒与驱动机构脱离时,其制动力矩应制住卷筒最大力矩。
b. 卷筒制动器制动力矩至少为1.5倍卷筒最大力矩。
c. 当制动器的制动力矩为卷筒最大力矩的125%时,手轮操纵力不应超过0.16kN (16kgf) O
4.6排缆装置
a. 绞车应备有排缆装置,排缆装置应能手动调整。调整手轮力应不大于0.16kN.
b. 绞车安装布置时,排缆出绳偏角不得超过10度。
4.7导向滑轮
绞车上如备有导向滑轮,滑轮直径不小于钢丝绳直径的12倍.
4-8计数器
绞车应备有测量钢丝绳收放长度的计数器,计数指示仪表应装在便于操作人员观看的明显位置.并 具有复•零”机构和满足防水要求,其读数误差不大于5%.
a. 绞车应备有可调速的控制器。
b. 控制器的手轮或手柄顺时针方向转动时,或控制器的操纵杆拉向操纵者方向时,绞车收绳,反 之,绞车放绳.
c. 所有控制手轮、手柄或操纵杆均应安装在便于操作的位置,并对其用途、操作方法作清楚的、 永久的标记.
a. 绞车各个润滑表面应保证船舶在任何方向倾斜不超过15。时均能得到良好润滑.
b. 绞车各个润滑加油点均应便于接近检查及加注滑油或油脂。油箱和齿轮箱应设置观察孔或油位 测量计。
a. 制造厂必须按符合本标准要求的施工图纸进行制造,
b. 主要外购配套件均应符合相应的标准或技术要求,并附有合格证或证明书.
c. 电气设备应符合有关规范标准及船用技术要求.
4.12安全保护
a. 电动液压驱动的绞车须设有防止系统压力过载的安全阀,并应设有当系统失压时能防止仪器下 落失控的安全装置。
b. 绞车整机装配后,凡开式齿轮、链轮及高速运转件均须加装安全保护罩壳.
c. 钢丝绳应涂油保养。
4.13防蚀涂料
a. 绞车减速器、油箱内表面应涂以耐油涂料,
b. 为了适应于船舶工作条件,绞车制造过程中应仔细清理零件非配合内外表面,并涂以抗蚀涂 料.安装后进行第二次外表面涂装。
5型式试验
工厂首制样机应以整机(包括原动机、卷筒、控制器等)进行下列项目的工厂台架试验.
5.1空车试验
绞车在高速档收、放各15分钟,中速档和低速档收、放各5分钟。
5.2负荷试验
以卷筒上各卷绕层理论计算拉力进行连续分级加载收绳试验一次.
注,理论计算拉力系指绞车绳上负荷加上放出钢丝绳重量。
5.3超负荷试验
以125%卷筒最大力矩进行吊重块试验,并重复二次。
5.4卷筒制动器试验
在进行5.3试验时,当重物吊离地面0.2米时停车,卷筒制动器制牢,脱开卷筒离合器,加载至 1∙5倍卷筒最大力矩,停留2分钟。
5-5型式试验时检查和记录下列项目:
a.绞车运转必须平稳,不应有不正常的振动和响声.
b∙绞车机械各个部分不得有任何变形、断裂、咬伤、卡扎等现象。
c∙减速齿轮箱不得有漏油、渗油现象。
d∙轴承、减速齿轮箱、液压系统油温应正常,不得超过允许值.
®.油压。
g. 电气设备的安全可靠性.
h. 离合器及制动器应灵活可靠。
i. 排缆装置运转应正常。
j. 计数器准确程度.
k. 最小及最大收、放绳速度.
l. 控制设备逻辑功能应正常,工作应安全可靠.
m. 滤油器清洁程度.
n∙刹车带的衬带接触情况.
6出厂试验
绞车制造厂对出厂的每台绞车必须按下述要求进行试验。
6.1空车试验
按5.1条进行。
6.2负荷试验
以50%, 100%. 125%额定拉力,吊重块试验,各重复试验二次。
6.3卷筒制动器试验
按5.4条进行。
6.4试验时,检查和记录下列项目:
a. 有无异常噪音;
b. 密封情况;
c. 油压;
d∙功率消耗;
e.离合器、制动器灵活可靠性;
f∙排绳装置运转情况;
g∙计数器准确程度;
h. 收、放绳速度;
i. 制动器刹车带的衬带接触情况;
j. 控制设备可靠性.
7船上试验
a. 检查绞车整机安装的完整性,整机安装应牢固无松动.
b. 对液压系统,应检查滤油器的清洁性.
c. 检查油箱、减速器及所有润滑点的滑油及润滑脂的数量和牌号。
绞车在各档速度下以收、放绳方向连续运转5分钟.
由用船部门安排,设计单位和制造厂参加,按实船工况进行试验。
按5.5条要求进行。
8在符合保管和使用要求的条件下,从到货日期起,在18个月内(其中使用期不超过12个月),产品 因制造质量不良而发生的损坏与故障,制造厂应免费修理。
9制造厂交货时,供应范围如下:
a. 供应整机产品及备件和专用工具,
b. 使用说明书一份.
c. 总图、分总图,安装底座图各一份。
d. 装箱清单和合格证(包括外购件的合格证)各一份。
10每台绞车应在明显处装订铭牌,铭牌应包含绞车有关参数,其内容如下:
绞车重量,kg;
j. 出厂编号;
k. 出厂日期;
l. 检验钢印.
11绞车包装前外表应油漆和油封,敞口油孔应密封或加盖。
12绞车可以整装,也可以分装,但在包装箱内一定要固定,非对称机器的包装箱外部应有重心或吊运 要求的标志.
包装箱应内衬油毡,结构应紧固.
13绞车应贮藏在不漏雨的室内或专门的包装箱内,不得露天长期存放。
本标准由704研究所归口并负责起草。 本标准主要起草人钱金龙.
5
标准分享网WWW. bzfxw. Com免费下载