ICS 9L220
P 97

GB 15831—2006
代替 GB 15831—1995
Steel tube SCaffOld COUPlerS
2006-09-12 发布
2007-03-01 实施.
本标准第5章中5.1〜5.5、5.7、5.8.1、5.8.2是强制性条款,其余是推荐性条款。
本标准参考了国际标准ISO 4054-1980«钢管脚手架、对接销和底板要求及检验程序》。
本标准代替GB 15831—1995«钢管脚手架扣件》,与GB 15831—1995相比主要修改如下:
——5.4将扭转刚度旋转角修改为扭转刚度试验位移值的要求。
——5. 6增加了对扣件用脚手架钢管公称外径、壁厚的允许偏差及力学性能的要求。
——5. 7增加了对钾钉及旋转扣件中心钾钉尺寸的要求。
——5.8取消了外观检验的部分要求。
——5.8. 11增加了在产品铸件上铸岀生产年号的要求。
——第6章增加了对扣件用螺栓、钢管试验方法的要求。
本标准由中华人民共和国建设部提出。 '
本标准由建设部建筑工程标准技术归口单位中国建筑科学研究院归口。
本标准负责起草单位:中国建筑科学研究院建筑机械化研究分院。
本标准参加起草单位:云南省云海玛钢有限公司、孟村回族自治县机械厂、北京圆三角玛钢厂。
本标准主要起草人:王峰、李桂华、王悦儒、赵长生、孟晓东、廉成湖。
本标准首次发布日期1995年12月。
钢管脚手架扣件
■ ∙ . ∙J t * <• • •
— r \
••• • <•••
[范 IS^ - ∙ E
• • :
本标准规定了钢管脚手架扣件分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存。
本标准适用于建筑工程中钢管公称外径为48. 3 mm的脚手架、井架、模板支撑等使用的由可锻铸 铁或铸钢制造的扣件,也适用于市政、水利、化工、冶金、煤炭和船舶等工程中使用的扣件。公称外径为 51 mm的钢管脚手架扣件及在用的扣件也可参照本标准执行。
2规范性引用文件 ∙ X
% *f∙,
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 95 平垫圈 C 级 (GB/T 95—2002,EQV ISO 7091:2000)
GB/T 196 普通螺纹 基本尺寸(GB/T 196—2003,ISO 724: 1993,MOD) I
GB/T 228 金属材料 室温拉伸试验方法(GB/T 228—2002,EQV ISO 6892:1998)
GB/T 700碳素结构钢
GB/T 867半圆头钾钉 '
GB/T 2828.1计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划 (GB/T 2828. 1—2003,ISO 2859-1 : 1999,IDT)
GB/T 3091 低压流体输送用焊接钢管(GB/T 3091—2001 ,NEQ ISO 559:1991)
GB/T 3098.1 紧固件机械性能 螺栓、螺钉和螺柱(GB/T 3098.1—2000,IDT ISO 898-1: 1999) .
GB/T 3098.2 紧固件机械性能 螺母 粗牙螺纹(GB/T 3098. 2—2000,IDT ISO 898-2: 1999)
GB/T 9440 可锻铸铁件(GB/T 9440—1988,NEQ ISO 5922:1981)
GB/T 11352 一般工程用铸造碳钢件(GB/T 11352—1989,NEQ ISO 3755:1975)
3.1术语和定义
3.1.1
钢管脚手架扣件 SteeI tube SCaffOId COUPlerS
. 用可锻铸铁或铸钢制造的用于固定脚手架、井架等支撑辰系的连接部件,简称扣件。
直角扣件 right angle coupler
旋转扣件 SWiVel COUPIer
、 连接两根对接钢管的扣件。
3∙ 1.5
底座 base-plate
用于承受脚手架立柱荷载的可锻铸铁件或铸钢件。
3.2符号
扭转刚度试验的位移值;
P:荷载;
△:抗拉试验的位移值;
△“横管的位移值;
△2:竖管上扣件盖板的位移值。
4分类
主参数 /
扣件主参数为钢管疗,单位:mm。
旋转扣件、对接扣件和底座
扣件型
见图
扣件
C)对接扣件
d)底座
图1扣件型式示意图
4.3代号
扣件代号:GK:钢管脚手架扣件;
型式代号直角;U:旋转;D:对接;DZ:底座;
变型更新代号:A、B、C……分别为第1次更新、第2次更新、第3次更新・・・・・・。
4.4扣件型号
扣件型号由扣件代号、型式代号、主参数、变型更新代号以及所执行标准的代号组成。型号说明 如下:
[Il Il Il I GB 15831—2006
-------变型更新代号:用A、艮C……表示
----------主参数:脚手架钢管外径,单位:mm
--------------型式代号直角;U:旋转;D:对接;DZ:底座
a) 脚手架钢管外径为48. 3 mm,第1次变型更新的直角扣件。
b) 脚手架钢管外径为48.3mm,第1次变型更新的底座。 、芯 心、二 标记为:GKDZ48 A GB 15831—2006
5. 2扣件铸件的材料应采用GB/T 9440中所规定的力学性能不低于KTH 330-08牌号的可锻铸铁或 GB/T 11352 中 ZG 230—450 铸钢。
5.3扣件在主要部位不得有缩松、夹渣、气孔等铸造缺陷。扣件应严格整形,与钢管的贴和面应紧密接 触,应保证扣件抗滑、抗拉性能。
5.4扣件与底座的力学性能应符合表1的要求。 vζ n
表1扣件力学性能
|
性能名称 |
扣件型式 |
性 能 要 求 |
|
抗滑 |
直角 |
P= 7. O kN 时,∆ι≤7. OO mm;P= 10. O kN 时 *Δ2≤0. 50 mm |
|
旋转 |
P=I, O kN 时,≤7. OO mm; P= 10. O kN 时♦ ∆g≤0. 50 mm . | |
|
抗破坏 |
直角 |
P=25.0 kN时,各部位不应破坏 |
|
旋转 |
P=I7.0 kN时,各部位不应破坏 | |
|
扭转刚度 |
直角 |
扭力矩为900 N ∙ m时√≤70.0 mm |
|
抗拉 |
对接 |
P=4.0 kN 时,aV2. 0Omm |
|
抗压 |
底座 |
P = 50.0 kN时,各部位不应破坏 |
5.5扣件(除底座外)应经过65N∙m扭力矩试压,扣件各部位不应有裂纹。
5.6扣件用脚手架钢管应釆用GB/T 3091中公称外径为48. 3 mm的普通钢管,其公称外径、壁厚的
允许偏差及力学性能应符合GB/T 3091的规定。
5.7
扣件用T型螺栓、螺母、垫

、伽钉采用的材料应符合GB/T 700的有关规定。螺栓与螺母连接的
螺纹均应符合GB/T 196的规定,垫圈的厚度应符合GB/T 95的规定,例钉应符合GB/T 867的规定。 T型螺栓M12,其总长应为(72士0.5) mm,螺母对边宽应为(22 + 0.5) mm,厚度应为(14±0.5) mm;W 钉直径应为(8±0∙5) mm,钾接头应大于制孔直径1 mm;旋转扣件中心钾钉直径应为(14±0.5) mmO 5.8外观和附件质量要求
5. 8. 1扣件各部位不应有裂纹。
5.8.2 盖板与座的张开距离不得小于50 mm;当钢管公称外径为51 mm时,不得小于55 mrrIo / 5.8.3扣件表面大于10 mm2的砂眼不应超过3处,且累计面积不应大于50 mm2 o
5. 8.4扣件表面粘砂面积累计不应大于15OnIm2o
5. 8. 5 错箱不应大于1 mmO -、义"
5. 8.6扣件表面凸(或凹)的高(或深)值不应大于1mm。
5. 8. 7扣件与钢管接触部位不应有氧化皮,其他部位氧化皮面积累计不应大于150 mm2 O
5. 8.8伽接处应牢固,不应有裂纹。
5. 8.9 T型螺栓和螺母应符合GB/T 3098. 1、GB/T 3098. 2的规定。
5. 8. 10活动部位应灵活转动,旋转扣件两旋转面间隙应小于1 mmO
5. 8. 11产品的型号、商标、生产年号应在醒目处铸出,字迹、图案应清晰完整。
5. 8. 12扣件表面应进行防锈处理(不应采用沥青漆),油漆应均匀美观,不应有堆漆或露铁。
6试验方法
6. 1试验条件及方法
6. 1. 1试验应釆用GB∕T3^ 红丹漆,并应在油漆干燥呼⅛? 6.1.2试验所用的液
应为±2%,定力式扭力/蒲褚
6. 1.3
6. 1.4
6. 1.5
6. 1.6
6. 1.7
试验用扣件, 试验时,在 扣件试验日y 扣件进行, 试验中总出
公拿權为48. 3 mm、壁厚方蛀 mm 蹩管,其外表面应均匀涂覆
公% 做一次试验,扣件应移动'专固
例试验机和百分表的精度应为±1%∖⅛转冈诙试验装置用的碇精度
应为在5%,环规、:
型螺栓、螺母、垫圈应是未
6.2直角扣件力
6.2. 1抗滑性能
扣件在做抗?I
位移值和d(
濯直角扣
Ei螺栓的扭 食试验时, 包括预加不
试验
验时
横管;
竖管;
扣件。
、旋转扣件的
矩应为40 N 荷速度暖控制在300
!用过的合格品 与座之间的开
应向上
400 ^7s
于横
速增加的荷载P
达到规定值时,测量
在预加荷载P为LokN时,将位移测量仪表调整到零点。当P增加至7. 0 kN时,记下值;当 P增加至10.0 kN时,记下Δ2值。
扣件的两个圆弧面均应进行试验。
6.2.2抗破坏性能试验
抗滑性能试验后,未损坏的扣件可用作抗破坏性能试验。此时,应在扣件下部附加一个防滑支承垫 (见图3)。当P为25.0kN时,扣件各部位不得破坏。
试验只做一个圆弧面。
单位为毫米
1— 钢管』C/)
2— 竖管;J
3— 支承4 H
4— —扣件Jd
示意
6.2.3扭转刚K
扣件安装* 载P,在无荷载考
试验
(相垂直dtt∙
⅜ 1 000
处测量横管
> mm以上,在距中心 六见图4)o
000 IIm处的横管上加荷
单位为毫米
000
1——横管;
2— 竖管;
3— —扣件。
图4扣件扭转刚度性能试验示意图
在预加荷载P为20 N时,将测量仪表调整到零点。第一级加荷80 N,然后以每100 N为一级加 荷,直加到900 No在每级荷载下应立即记录测读值fo ∙ ∙
试验方法应符合本标准6.2.1的规定,预加荷载F应为0.2 kN。当P增加至7.0 kN时,记下△】 值;当P增加至10. 0 kN时,记下Δ2值。
试验只做_个圆弧面。
6. 3.2抗破坏性能试验 Wew*応•
在抗滑性能试验后,进行抗破坏性能试验。当P为17. 0 kN时,扣件各部位不得破坏。
6.4对接扣件抗拉性能试验
扣件承受等速增加的轴向拉力,

量位移值△(见图5)。当预加荷载P为LOkN时,将位移测量
仪表调整到零点,然后继续加荷。当P增加至4.0 kN时,记下△值。
5 单位为毫米
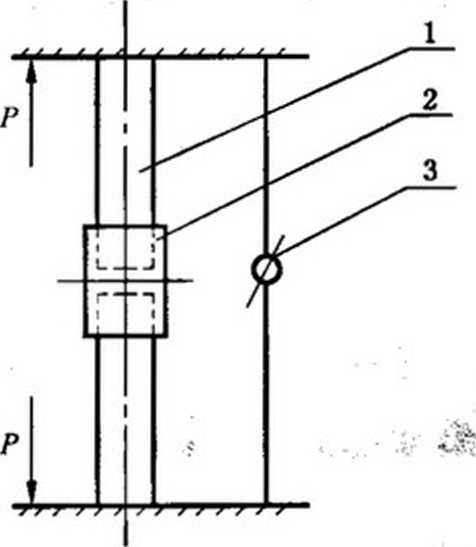
1— —钢管;
2— —扣件;
3— —量具。
S 5扣件抗拉性能试验示意图
6.5底座抗压性能试验
以LokN/s的速度均匀加荷。当P为50. 0 kN时,底座不得破坏(见图β)o
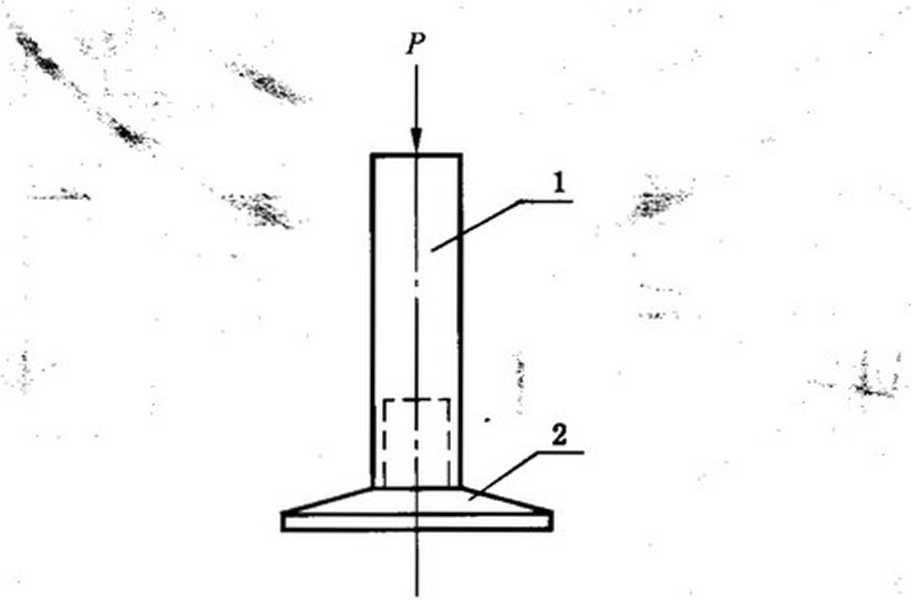

钢管,
底座。
图6底座抗压性能试验示意图
6.6 T型螺栓实物拉力试验
T型螺栓实物拉力试验方法应符合GB/T 3098. 1的规定。
6.7钢管力学性能试验
6. 7. 1钢管的拉伸试验方法应符合GB/T 228和GB/T 3091的规定。
6.7.2钢管试样应符合GB/T 228的规定。
6.8扣件铸件材料力学性能试验 6.8. 1可锻铸铁力学性能试验方法应符合GB/T 9440的规定。
6.8.2铸钢力学性能试验方法应符 ABTTII352 7检验规则
7. 1检验分类
扣件的检验分为
型式检验
7.2出厂检验
7.2. 1出厂检验
验部门按出厂检验要求进行检
发产品出厂合格证后
方准出厂。
7.2.2出厂检
应符合表
7.3. 1凡属
a)新产
正式
C)正常
危之一时应进行型 产品转厂生产的方 ,如结构、梯 ,累计30扇件或卫
三产3个月时
昂性能时
产品每期傳产后,恢复生产时;
出厂检验结果与上次型式检验有较大差异时;
国家质
进行型式检验
当型式检验
构提出
\产品应停止验收、停止
由厂方采取有
效措施
式检验合格后才能恢
复验收。
7.3.2 型式检验项
规定
|
序号 |
检验 |
% 检验方法 |
f型式检验 |
岀厂检验 | ||
|
1 |
外观 |
直观法 |
5.3 |
√ |
√ | |
|
2 |
直角扣件力学性能 |
6.2 一 |
5.4 |
√ |
√ | |
|
3 |
旋转扣件力学性能 |
6. 3 |
5.4 |
√ |
√ | |
|
4 |
对接扣件抗拉性能 |
6.4 |
5.4 |
√ |
√ | |
|
5 |
底座抗压 |
6.5 |
5.4 |
√ |
,√ | |
|
6 |
扣件铸件材料力学性能 |
6.8 |
5.2 |
■ |
√ | |
7.4抽样方法
7.4. 1按GB/T 2828. 1中规定的正常检验二次抽样方案进行抽样(见表3)o
表3正常检验二次抽样方案
|
项目类别 |
检验项目 |
检査水平 |
AQL |
批量范围 |
样本 |
样本大小 |
AC |
Re | |
|
主要项目 |
抗滑性能 抗破坏性能 扭转刚度性能 抗拉性能 抗压性能 |
S-4 |
4 |
281〜500 |
第一 第二 |
8 |
8 |
0 1 |
2 2 |
|
501〜1 200 |
第一 第二 |
13 |
13 |
0 3 |
3 4 | ||||
|
1 201 〜10 000 |
第一 第二 |
20 |
20 |
1 4 |
3 5 | ||||
|
. 一般项目 |
外观? ⅝ Wy £ 勇 / |
S-4 I IJI |
t∙. 10 |
281〜500 |
第一 第二 |
8 |
8 |
1 4 |
3 5 |
|
501 — 1 200 |
第一 第二 |
13 |
13 |
2 6 |
5 7 | ||||
|
1 201 〜10 000 |
第一 第二 |
20 |
20 |
3 9 |
6 10 | ||||
7.4.2被检产品釆用随机抽样。
7.4.3抽样的批量范围
每批扣件必须大于280件。当批量超过IO OOO件,超过部分应作另一批抽样。 ,
7.5判定方法
7.5. 1单件直角扣件、旋转扣件和对接扣件应符合本标准5. 1-5. 5.5. 8. 1和5. 8.2的要求,以及
5. 8. 3〜5. 8. 12中不少于七项要求,外观和附件质量为合格;底座应符合本标准5. 1-5.4和5.8. 1的 要求,以及5. 8. 3〜5. 8. 7、5.8.11和5. 8.12中不少于四项要求,外观质量为合格。
.
7. 5.2批量产品按表3进行判定。
7. 5.3产品的力学性能、外观和附件质量均合格,才能称为合格。
7.6经检验不予验收的产品,属外观、附件等一般项目的,允许生产厂返工,复检合格可提交验收。
8标志、包装、运输和贮存
8. 1 标志



8. 1. 1产品上应铸出:
b) 商标; …… n
C)产品型号。
8.1.2产品标志应设置在产品合格证上,应标明
C)产品型号3
, V・
e) 生产日期;
f) 检验员印记。
8.2包装
扣件应分类包装,捆扎要牢固,每袋(箱)重量不超过30 kg,每包应有产品合格证,包装上应标明:
a) 生产厂名;
b) 许可证号标记和编号;
C)产品型号; "'
d)数量。
8.3运输
根据用户要求可釆取各种运输方法。
8.4贮存
产品存放应防锈、防潮。
9