ICS 53.020.99
J 80
备案号:21786—2007
JB/T 7334—2007
代替 JB/T 7334—1994
Chain hoists
2007-10-08 发布
2008-03-01 实施
中华人民共和国国家发展和改革委员会 发布
本标准代替JBrr 7334—1994《手拉葫芦》。
本标准与JBrr 7334—1994相比,主要变化如下:
—增加了产品规格,Z级从原来的0.5t〜32t扩展到0.5t-40t, Q级由原来的0.5t〜3.2t扩展到 0.5t~10t;
——取消了原标准中的产品标记规定;
—^订整机效率为按一台手拉葫芦机体的起重链条行数划分;
——^订了连续动作的起升高度和连续动作次数;
—增加了重驼法测定整机效率;
——增加了起升高度和手拉链条长度的规定;
——增加了液压或其他可以产生试验载荷的加载方法。
本标准由中国机械工业联合会提出。
本标准由全国起重机械标准化技术委员会(SACfrC 227)归口。
本标准负责修订单位:杭州武林机器有限公司、杭州现代起重机械制造厂。
本标准参加修订单位:浙江双鸟机械有限公司、南阳市起重机械厂。
本标准主要起草人:黄振远、王海勇、胡为民、朱蓉仙、楼国刚。
本标准所代替标准的历次版本发布情况:
——JB 560.1—1983, ZB J80 014—1989, JB/T 7334—1994;
——JB 560.2—1983, ZB J80 014—1989, JBfr 7334—1994;
——JB 560.3—1983, ZB J80 014—1989, JB/T 7334—1994o
手拉葫芦
1范围
本标准规定了手拉葫芦的工作级别、基本参数、技术要求、试验方法、检验规则以及标志和包装。
本标准适用于一般用途的渐开线直齿圆柱齿轮传动的手拉葫芦,其他结构型式的手拉葫芦可参照使 用。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GBΛΓ 13384机电产品包装通用技术条件
GB∕Γ 20946 起重用短环链 验收总则(GB/T 20946—2007, ISO 1834: 1999, IDT)
GBfT 20947 起重用短环链T级(T, DAr和DT型)高精度葫芦链(GB仃20947—2007, ISO 3077: 2001, IDT)
JB∕Γ 4207.1手动起重设备用吊钩
JBfT 4207.2手动起重设备用吊钩闭锁装置
3工作级别
手拉葫芦工作级别,按其使用工况分为:
a) Z级——重载,频繁使用;
b) Q级——轻载,不经常使用。
4基本参数
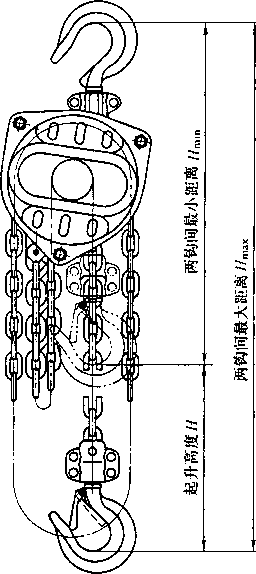
手拉葫芦基本参数应符合表1的规定,产品结构参见示意图1。
表1
|
额定起重量 t |
工作级别 |
标准起升 高度 m |
两钩间最小距离反盅 (不大于) mm |
标准手拉 链条长度 m |
i i (不大于) kg ______ | ||
|
Z级 |
Q级 |
Z级 |
Q级 | ||||
|
0.5 - |
级级 Z Q |
2.5 |
330 - |
350 ~ |
2.5 |
Ii - |
14 ~ |
|
] _ |
360 一 |
400 — |
14 一 |
17 - | |||
|
1.6 - |
430 一 |
460 一 |
19 - |
23 | |||
|
2 — |
500 一 |
530 一 |
25 一 |
30 | |||
|
2.5 一 |
530 一 |
600 — |
33 一 |
37 - | |||
|
3.2 一 |
3 |
580 |
700 ~~ |
3 |
38 |
45 一 | |
|
5 — |
700 - |
850 一 |
5Q 一 |
70 | |||
|
8 — |
850 — |
]θoo — |
70 T |
90 | |||
|
10 一 |
950 一 |
1200 一 |
95 |
_ 130 一 | |||
|
16 一 |
1200 一 |
— |
150 一 |
— | |||
|
20 一 |
Z级 |
1350 一 |
— |
250 一 |
一 | ||
|
32 |
1600 |
— |
400 ^~ |
一 | |||
|
40 一 |
2000 - |
— |
550 一 |
— | |||
注1:起升高度H是指下吊钩下极限工作位置与上极限工作位置之间的距离;
注2:两钩间最小距离Hrain是指下吊钩上升至上极限工作位置时,上、下吊钩钩腔内缘的距离;
注3:两钩间最大距离HnIaX是指下吊钩下降至下极限工作位置时,上、下吊钩钩腔内缘的距离;
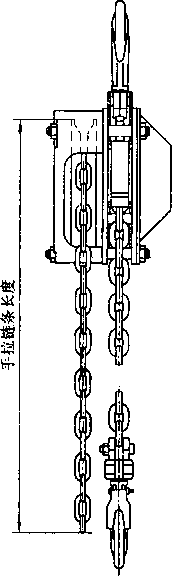
注4:手拉链条长度是指手链轮外圆上顶点到手拉链条下垂点的距离。
图1
5技术要求 5.1性能 5.1.1无载动作
手拉葫芦在无载状态下,拉动手拉链条,各机构运转应灵活,不应有卡阻或时松时紧的现象。
5.1.2动载性能
手拉葫芦做动载性能试验时,应按表2给出的试验载荷加载,并按表3给出的试验起升高度起升和 下降各一次,应符合下列各项要求:
a) 起重链条与起重链轮、游轮,手拉链条与手链轮啮合良好;
b) 齿轮副运转平稳,无异常现象;
C)起升、下降过程中起重链条无扭结现象;
d) 起升时手拉力无明显变化;
e) 制动器动作可靠。
|
额定起重量 t |
0.5 |
1 |
1.6 |
2 |
2.5 |
3.2 |
5 |
8 |
10 |
16 |
20 |
32 |
40 |
|
试验载荷 kN |
6.3 |
12.5 |
20 |
25 |
32 |
40 |
63 |
100 |
125 |
200 |
250 |
400 |
500 |
|
起重链条行数 |
1 |
2 |
3 |
4 |
5 |
6 |
8 |
|
~~试验起升矗 mm |
500 |
250 |
170 |
130 |
100 |
85 |
65 |
|
注: 起重链条行数是指一台机体上的起重链条行数。 _____________ | |||||||
5.1.3制动性能
手拉葫芦按表4给出的试验载荷加载分别试验,把重物下降相当于起重链轮转一周以上的高度,然 后静置Ih,重物不应自行下降。
|
额定起重量 t |
0.5 |
1 |
1.6 |
2 |
2.5 |
3.2 |
5 |
8 |
10 |
16 |
20 |
32 |
40 | |
|
试验载荷 kN |
1次 |
1.25 |
2.5 |
4 |
5 |
6.3 |
8 |
12.5 |
20 |
25 |
40 |
50 |
80 |
100 |
|
2次 |
5 |
10 |
16 |
20 |
25 |
32 |
50 |
80 |
100 |
160 |
200 |
320 |
400 | |
|
3次 |
6.3 |
12.5 |
20 |
25 |
32 |
40 |
63 |
100 |
125 |
200 |
250 |
400 |
500 | |
5.1.4整机效率
手拉葫芦在起升额定载荷状态下,整机效率由式(1)求得,其计算值应符合表5的规定。
式中:
η--整机效率,%;
Qe——额定载荷(额定起重量时的作用力),单位为kN;
DW——起重链轮节圆直径,单位为mm;
n——整机起重链条行数;
Dh一^链轮节圆直径,单位为mm;
i——齿轮总减速比;
Fh一均手拉力,单位为kN。
|
起重链条行数 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |
|
效率(不小于) (%) |
Z级 |
75 |
72 |
69 |
67 |
64 |
62 |
59 |
57 |
|
Q级 |
60 |
56 |
53 |
50 |
48 |
— | |||
注:起重链条行数是指一台机体上的起重链条行数。
5.1.5连续动作性能
手拉葫芦按表2给出的试验载荷加载,试验的起升高度为30OmIn,连续起升下降至表6给出的连 续动作次数(起升、下降一个往复循环为一次),试验后的手拉葫芦各部位不应有异常现象并应符合5.1.2 和5.1.3的要求。
|
起重链条行数 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 | |
|
连续动作次数 |
Z级 |
1000 |
500 |
330 |
250 |
200 |
170 |
140 |
125 |
|
Q级 |
500 |
250 |
170 |
125 |
100 |
— | |||
注:起重链条行数是指一台机体上的起重链条行数。
5.1.6整机限位强度
手拉葫芦空载且尾环限制装置处于工作状态下,在手拉链条的下降侧施加2.5倍额定手拉力时,整 机应能可靠地承受住、不应有破损现象。
注:额定手拉力是指起升额定起重量所需的手拉力公称值。
5.1.7静载性能
手拉葫芦整机应能可靠地支持住4倍额定起重量的静拉伸载荷。
5.1.8起升高度
手拉葫芦起升高度不应小于样本、说明书、铭牌规定的值。起升高度一般不大于12m,否则应与制 造厂协商。
5.2主要零部件
5.2.1吊钩
吊钩应符合JBZT 4207.1规定,应能在水平面上作360°的回转,下吊钩应装设符合JBZT 4207.2规 定的钩口闭锁装置。在型式试验时应进行吊钩钩口变形试验和超负荷试验。
5.2.2起重链条
起重链条应符合GBH 20946和GBZT 20947的规定,其等级与手拉葫芦工作级别关系应符合表7 给出的规定。在型式试验时应测定破断力、总极限伸长率和N环节距偏差,应进行起重链条链环的弯曲 试验。
表7
|
手拉葫芦工作级别 |
起重链条等级(不低于) |
|
_____________Za____________ |
T |
|
____________Qa____________ |
M |
5.2.3手拉链条
手拉链条长度按图1和表1给出的规定应等于手拉葫芦的起升高度。机械性能应符合表8给出的规 定。手拉链条的连接环允许不焊接,但在1.2kN拉力下不允许有影响使用的变形。
表8
|
公称直径 mm |
极限工作载荷 kN |
破断载荷(不小于) kN |
|
4 |
1.25 |
5 |
|
5 |
2 |
8 |
|
6 |
2.8 |
11 |
5.2.4尾环限制装置
手拉葫芦应装设尾环限制装置,并应符合5.1.6的要求。
5.2.5导链和挡链装置
手拉葫芦应配置合适的导链和挡链装置,对链条和链轮正确啮合起辅助作用,而且在手拉葫芦随意 放置和晃动时,链条不应从链轮环槽中脱落。
5.2.6滚动轴承
Z级手拉葫芦的起重链轮及游轮应装设合适的滚动轴承。
5.2.7制动器
制动器是由摩擦片、棘爪和棘轮组成的机械式制动器,当停止拉动手拉链条时,应能立即制动,并 能可靠地支持住吊挂的载荷。摩擦片不应含有石棉成分。
5.2.8护罩
制动器、齿轮副都应装设合适的护罩以防尘土。
5.3外观
5.3.1手拉葫芦各部分应制造良好,不应有影响使用和外观的伤痕、毛刺等缺陷。
5.3.2手拉葫芦的外露表面应进行防锈处理,涂层应均匀,色泽应一致,不应有锈蚀现象。
6试验方法
6.1无载动作试验
将手拉葫芦悬挂在支架上,在无载状态下用手动方法往复拉动手拉链条,使下吊钩上升和下降各一 次,试验起升高度按表3给出的规定。
6.2动载性能试验
将手拉葫芦安装在试验台上,按表2给出的试验载荷加载,用手动或其他类似手动的机械方法驱动, 手拉链条的线速度为20m∕m⅛,按表3给出的试验高度起升与下降各一次。在下降过程应停顿一次检查 制动器工作情况。
6.3制动性能试验
将手拉葫芦安装在试验台上,吊挂表4给出的三种不同的试验载荷分别依次进行试验。试验时把载 荷提升30Omm,再用手动的方法使载荷下降相当于起重链轮转动一周的高度然后静止Ih,以手感和目 测检查制动器的制动性能。
6.4整机效率测定
6.4.1电测法测定
采用电测法测定时,首先应对手拉葫芦拉力电测设备进行标定,然后在被测手拉葫芦上吊挂额定起 重量的载荷。在起升运转中测得起重链轮转过一个平环槽一个立环槽过程中手拉力的平均值Fh,起重 链轮的转角用手拉链条的环数来换算。以电测法做为仲裁依据。
6.4.2重鸵法测定
釆用重碇法测定时,首先在被测手拉葫芦上吊挂额定起重量的载荷并提升30Omm,然后调整起重 链轮的位置使其处于起重链条对它施加最大扭矩的位置,用手拉紧下降侧的手拉链条,在提升侧的手拉 链条上吊挂试验砥码和附加硃码,附加祛码为试验砥码的50%,试验瑟码吊挂在靠近手链轮处,附加 缺码吊挂在距行程限位面200Inm处,然后瞬间松手,两硃码同时下降,当附加缺码到位停止后,试验 破码匀速下降至最低处,此时试验砥码的重量即为平均手拉力Fw在起重链轮处于起重链条对它施加 最小扭矩位置再重复以上试验测得平均手拉力Fh2o对FhI和曲取平均值即得平均手拉力Fho 6.4.3双机体手拉葫芦平均手拉力砰测定
双机体手拉葫芦平均手拉力Fh测定应按6.4.1或6.4.2的规定在两台机体上同时进行,在重碇法测 定时两台机体上吊挂的试验破码和附加硃码应分别相等。
6.4.4整机效率计算
釆用电测法或重碇法测定手拉葫芦平均手拉力此,然后按5丄4的式(1)计算整机效率。
6.5连续动作性能试验
将手拉葫芦安装在试验台上,按表2给岀的试验载荷加载,试验的起升高度为30Omm,用手动或 其他类似手动的机械方法驱动,手拉链条的线速度为20m∕m⅛,连续升降至表6给出的连续动作次数, 试验中载荷不应着地,起重链条和齿轮允许加油润滑,允许强制冷却。
6.6整机限位强度试验
在手拉葫芦无载状态下,首先将起重链条下降至极限位置,使尾环限制装置处于工作状态,然后在 手拉链条的下降侧缓慢地吊挂等于2.5倍额定手拉力的载荷,并保持IminO试验中可釆用适当的方法 减少因偏重造成的手拉葫芦偏转而影响试验。或者在下吊钩上吊挂额定起重量并将起重链条下降至被限 位置,使尾环限制装置处于工作状态,再在手拉链条的下降侧缓慢地吊挂等于1.5倍额定手拉力的载荷, 并保持Imir1。以第一种方法做为仲裁依据。
6.7静载性能试验
用夹具把手拉葫芦装夹在万能材料试验机上,与吊钩连接处的夹具直径约为钩腔直径的1/3。如受 试验机行程限制,允许拆去上、下吊钩分别进行试验。装夹手拉葫芦时应使起重链轮处于起重链条对它 施加最大扭矩的位置。试验中缓慢均匀地加载直至达到5丄7要求的值,并保持ImiM
6.8起重链条破断力和总极限伸长率的测定
按照GBrr 20946和GB/T 20947的规定测定起重链条破断力和总极限伸长率。
6.9起重链条N环节距偏差的测定
在万能材料试验机上把随机取样适当环数的起重链条试样装入夹具,并施加链条验证力5%的拉力 把链段拉紧,如图2所示,对匕外、2%及2⅛测量三次取其平均值。然后按式(2)、式(3)计算乙和 ΔL0
L=L 外一 2织+2姻...................................................(2)
2
L=L-NP......................................................... (3)
式中:
L—实测N环节距总长度,单位为mm;
P一单环节距公称值,单位为mm;
ΔL--Ar环节距偏差,单位为mm;
N一检测的链环数,其值等于2倍起重链轮槽数加1。
2丈 2払
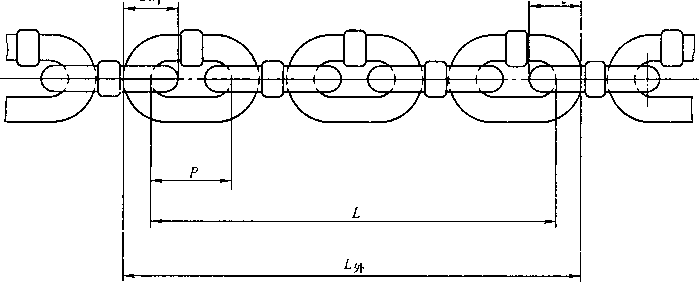
图2
6.10起重链条链环弯曲试验
按照GBfr 20946和GBrr 20947的规定对起重链条的链环进行弯曲试验。
6.11吊钩钩口变形试验和超负荷试验
按照JBfT 4207.1的规定进行吊钩钩口变形试验和超负荷试验。
6.12两钩间最小距离和起升高度的测定
在试验台上以适当载荷对手拉葫芦加载使起重链条张紧,将下吊钩起升至上极限工作位置,测量 上、下吊钩钩腔内缘的两钩间最小距离Hrain°
接着把下吊钩降至下极限工作位置,测量上、下吊钩钩腔内缘的两钩间最大距离HmaX (见图1)。 起升高度由式(4)得出:
H=HraaX- Hmin...................................................(4)
6.13试验载荷
试验载荷可釆用重物直接加载方法,也可釆用液压或其他可以产生试验载荷的加载方法。当采用液 压或其他可以产生试验载荷的加载方法时,其试验载荷的允许偏差为0〜+ 10%。
7检验规则
7.1出厂检验
7.1.1岀厂检验项目由表9给出。
表9
|
序 号 |
检验项目 |
要 求 |
试验方法 |
|
1 |
外观 |
5.3 |
目测 |
|
2 |
____无载动作____ |
5.1.1 |
6.1 |
|
3 |
动载性能 |
5.1.2 |
6.2 |
|
7.1.2每台手拉葫芦应由制造厂出厂检验合格,扌 |
F签发产品合格证后才准许出厂。 | ||
7.2型式检验
7.2.1有下列情况之一时,应进行型式检验:
a) 老产品转厂生产或新产品的试制定型鉴定;
b) 产品的结构、材料、工艺有重大改变,可能影响性能;
C)正常生产每年应不少于一次;
d) 停产一年以上,恢复生产;
e) 出厂检验结果与上次型式检验有较大差异;
f) 国家质量监督机构提出进行型式检验要求。
7.2.2型式检验项目由表10给出。
表10
|
序 号 |
检验项目 |
要 求 |
试验方法 |
|
1 |
外观 |
5.3 |
目测 |
|
2 |
无载动作 — |
5.1.1 |
6.1 |
|
3 |
—动载性能 一 |
5.1.2 |
6.2 |
|
4 |
制动性能 |
5.1.3 |
6.3 |
|
5 |
整机效率 |
5.1.4 |
6.4 |
|
6 |
连续动作性能 一 |
5.1.5 |
6.5 |
|
7 |
整机限位强度- ~~ |
5.1.6 |
6.6 |
|
8 |
―静载性能 — |
5.1.7 |
6.7 |
|
9 |
起重链条破断力和总极限伸长率 |
5.2.2 |
6.8 |
|
10 |
起重链条N环节距偏差 |
5.2.2 |
6.9 |
|
11 |
起重链条链环弯曲检验 |
5.2.2 |
6.10 |
|
12 |
吊钩钩口变形和超负荷检验 |
5.2.1 |
6J1 |
|
13 |
两钩间最小距离和起升高度 |
表1和5.1.8 |
6.12 |
8标志、包装
8.1标志
每台手拉葫芦应在明显的位置上装设不易消失的产品铭牌,铭牌应标明:
a) 产品名称;
b) 产品型号;
C)商标;
d) 产品额定起重量、起升高度和工作级别;
e) 制造日期或编号(生产批号);
f) 制造厂名称。
8.2包装
手拉葫芦出厂时,应按GBfr 13384要求进行妥善的包装,并符合有关运输要求。
8.3随行文件
出厂产品应附有下列随行文件:
a) 产品合格证;
b) 产品使用说明书。
9质量保证期
制造厂应保证所供应的产品在用户妥善保管和合理安装、正确使用的条件下,自使用之日起12个月 内,但不超过自发货之日起18个月内能正常工作。
8