A.2.3趁涂膜未完全胶化之前,用一把通用小刀或刮刀在膜上将涂膜划分为10条带状,如图A. 2 所示。
ICS 75.200 E 98
GB/T 23257—2009
POlyethyIene COating for buried SteeI PiPeIine
2009-03-16 发布
2009-10-01 实施
前言........................................................................................................................nɪ
本标准的附录A、附录B、附录C、附录D、附录E、附录F、附录G、附录H、附录I、附录J、附录K、附 录L、附录M和附录N为规范性附录。
本标准由中国石油天然气集团公司提出。
本标准由全国石油天然气标准化技术委员会归口。
本标准负责起草单位:中国石油集团工程技术研究院。
本标准主要起草人:张其滨、刘金霞、赫连建峰。
Dl
埋地钢质管道聚乙烯防腐层
1范围
本标准规定了埋地钢质管道挤压聚乙烯防腐层的最低技术要求。本标准适用于埋地钢质管道挤压 聚乙烯防腐层的设计、生产以及施工验收。跨越管道挤压聚乙烯防腐层可参照执行。
挤压聚乙烯防腐层可分为长期工作最高温度不超过50 P的常温型(N)和长期工作最高温度不超 过70笆的高温型(H)两类。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1040. 2塑料 拉伸性能的测定 第2部分:模塑和挤塑塑料的试验条件
GB/T 1408. 1绝缘材料电气强度试验方法 第1部分:工频下试验
GB/T 1410固体绝缘材料体积电阻率和表面电阻率试验方法
GB/T 1633热塑性塑料维卡软化温度(VST)的测定
GB/T 1842塑料聚乙烯环境应力开裂试验方法
GB/T 2792压敏胶粘带180°剥离强度测定方法
GB/T 3682热塑性塑料熔体质量流动速率和熔体体积流动速率的测定
GB/T 4507沥青软化点测定法(环球法)
GB/T 4472化工产品密度、相对密度测定通则
GB/T 5470塑料冲击法脆化温度的测定 - -
GB 6514涂装作业安全规程涂漆工艺安全及其通风净化
GB/T 6554电气绝缘用树脂基反应复合物 第2部分:试验方法 电气用涂敷粉末方法
GB/T 7124胶粘剂拉伸剪切强度测定(刚性材料对刚性材料)
GB 7692涂装作业安全规程涂漆前处理工艺安全及其通风净化
GB/T 8923涂装前钢材表面锈蚀等级和除锈等级
GB/T 13021聚乙烯管材和管件炭黑含量的测定(热失重法)
GB/T 18570. 3涂覆涂料前钢管表面处理 表面清洁度评定试验 第3部分:涂覆涂料前钢材表 面的灰尘评定(压敏粘带法)
GB/T 18570. 9涂覆涂料前钢管表面处理 表面清洁度的评定试验 第9部分:水溶性盐的现场 电导率测定法
GB 50369油气长输管道工程施工及验收规范
GBJ 87工业企业噪声控制设计规范
GBZ 1工业企业设计卫生标准
HG/T 2751-1996未增塑乙酸纤维素含水量的测定 3防腐层结构
3. 1挤压聚乙烯防腐层分二层结构和三层结构两种。二层结构的底层为胶粘剂层,外层为聚乙烯层 三层结构的底层通常为环氧粉末涂层,中间层为胶粘剂层,外层为聚乙烯层。
3.2防腐层的最小厚度应符合表1的规定。焊缝部位的防腐层厚度不应小于表1规定值的70%。要 求防腐层机械强度高的地区,应使用加强级。
表1防腐层的厚度
|
钢管公称直径 DN |
环氧涂层17卩m |
胶粘剂层//ɪm |
防腐层最小厚度∕mm | |
|
普通级(G) |
加强级(S) | |||
|
DN≤100 |
≥120 |
≥170 |
1.8 |
2.5 |
|
100<DN≤250 |
2. 0 |
2.7 | ||
|
250VDNV500 |
2.2 |
2.9 | ||
|
500≤DN<800 |
2.5 |
3.2 | ||
|
DN2800 |
3.0 |
3.7 | ||
|
a不适用于二层结构聚乙烯防腐层。_____________________________________ | ||||
4材料
4. 1钢管
4.1.1钢管应符合现行有关钢管标准或订货技术条件的规定,并有出厂合格证。钢管焊缝的余高不应 超过2.5 mm,且焊缝应平滑过渡。
4. 1.2涂敷厂应对钢管逐根进行外观检查。外观质量应符合现行有关标准或订货技术条件的规定,不 合格的钢管不能涂敷防腐层。
4.2防腐层材料
4.2. 1 一般规定
4.2. 1. 1防腐层各种原材料均应有出厂质量证明书及检验报告、使用说明书、安全数据单表、出厂合格 证、生产日期及寿效朝。-环氧蘇涂料供应商成搪供产品的热特性曲线等资料「 -J
4.2. 1.2防腐层的各种原材料均应包装完好,并按厂家说明书的要求存放。
4.2. 1.3对每种牌(型)号的环氧粉末涂料、胶粘剂以及聚乙烯专用料,在使用前均应由通过国家计量 认证的检验机构,按4. 2规定的相应性能项目进行检测。性能应达到规定的要求。
4. 2.2环氧粉末涂料
环氧粉末涂料及其涂层的性能应符合表2和表3的规定。涂敷厂对每一生产批(不超过20 t)环氧 粉末涂料均应按表2和表3(不包括第3项)的规定进行质量复检。
表2环氧粉末的性能指标
|
项 目 |
性能指标 |
试验方法 |
|
粒径分布/% |
150卩m筛上粉末≤3.0 250卩m筛上粉末≤0.2 |
GB/T 6554 |
|
挥发份/% |
≤0. 6 |
GB/T 6554 |
|
密度/(g∕cm3) |
1.3-1. 5 |
GB/T 4472 |
|
胶化时间(200 P)∕s |
≥12且符合厂家给定值的±20% |
GB/T 6554 |
|
固化时间(200 ∏)∕min |
≤3 |
附录A |
|
薛性:∆H∕(J∕g) 热特性:τδ2∕c |
≥45 ≥95 |
附录B |
表3熔结环氧涂层的性能指标
|
项 目 |
性能指标 |
试验方法 |
|
附着力/级 |
≤2 |
附录C |
|
阴极剥离(65 P,48 h)∕mm |
≤8 |
附录D |
|
阴极剥离(65 ,C,30 d)∕mm |
≤15 |
附录D |
|
抗弯曲(一20 P,2.5°) |
无裂纹 |
附录E |
|
注:实验室喷涂试件的涂层厚度应为300 ∕χm〜400 μmo | ||
4.2.3胶粘剂
胶粘剂的性能应符合表4的规定。涂敷厂对每一生产批(不超过30 t)胶粘剂均应按照表4的规定 进行质量复检。
表4胶粘剂的性能指标
|
项 目 |
性能指标 |
试验方法 |
|
密度/(g∕cm3) |
0.920 〜0.950 |
GB/T 4472 |
|
熔体流动速率(190 C ,2. 16 kg)/ (g∕10 min) |
≥0. 7 |
GB/T 3682 |
|
维卡软化点/C |
≥90 |
GB/T 1633 |
|
脆化温度/P |
≤-50 |
GB/T 5470 |
|
氧化诱导期(200 Γ)∕min |
≥10 |
附录F |
|
含水率/% |
≤0.1 |
HG/T 2751—1996 |
|
拉伸强度/MPa |
≥17 |
GB/T 1040. 2 |
|
断裂伸长率/% |
≥600 |
GB/T 1040. 2 |
4.2.4聚乙烯
聚乙烯专用料及其压制片材的性能应符合表5和表6的规定。涂敷厂对每一生产批(不超过 500 t)聚乙烯专用料,至少应对表5规定的第1、2、3、4、5项和表6规定的第1、2、3项性能进行质量复 验,对其他性能指标有怀疑时亦可进行复验。
表5聚乙烯专用料的性能指标
|
项 目 |
性能指标 |
试验方法 |
|
密度/(g/cm,) |
0.940 〜0.960 |
GB/T 4472 |
|
熔体流动速率(190 r ,2.16 kg)/ (g/ɪθ min) |
≥0.15 |
GB/T 3682 |
|
碳黑含量/% |
≥2.0 |
GB/T 13021 |
|
含水率/% |
≤0. 1 |
HG/T 2751—1996 |
|
氧化诱导期(220 βC)∕min |
≥30 |
附录F |
|
耐热老化(Iot) P,2 400 h 或 100 βC,4 800 h)∕⅜β |
≤35 |
GB/T 3682 |
|
a耐热老化指标为试验前与试验后的熔体流动速率偏差;二;'咤 常温型,试验条件为100 P、2 400 h;高温型,试验条件为100 P、4 800 h°_________________________ | ||
表6聚乙烯专用料的压制片材性能指标
|
项 目 |
性能指标 |
试验方法 |
|
拉伸强度/MPa |
≥20 |
GB/T 1040. 2 |
|
断裂伸长率/% |
≥600 |
GB/T 1040. 2 |
|
维卡软化点/P |
≥110 |
GB/T 1633 |
|
脆化温度/C |
≤ — 65 |
GB/T 5470 |
|
电气强度/(MV∕m) |
≥25 |
GB/T 1408.1 |
|
体积电阻率/(∩∙ m) |
≥l×10u |
GB/T 1410 |
|
耐环境应力开裂(F50)∕h |
≥1 000 |
GB/T 1842 |
|
压痕硬度∕mm (23 CC) (50 C或 70 C)Il |
≤0.2 ≤0. 3 |
附录G |
|
耐化学介质腐蚀(浸泡7d)∕%b 10⅝HCl 10% NaOH 10 % NaCl |
≥85 ≥85 ≥85 |
附录H |
|
耐紫外光老化(336 h)∕⅜b |
≥80 |
附录I |
|
a常温型,试验条件为50 eC ;高温型,试验条件为70 C O b耐化学介质腐蚀及耐紫外光老化指标为试验后的拉伸强度和断裂伸长率的保持率。____________ | ||
4.3防腐层材料适用性试验
4.3. 1涂敷厂应对所选定的防腐层材料在涂敷生产线上进行防腐层材料适用性试验,并对防腐层性能 进行检测。当防腐层材料生产厂家或牌(型)号或钢管规格改变时,应重新进行适用性试验。适用性试 验合格后,涂敷厂应按照适用性试验确定的工艺参数进行防腐层涂敷生产。
4.3.2聚乙烯层及防腐层性能应符合表7和表8的规定。
4. 3. 2. 1按确定的工艺参数涂敷聚乙烯层(不含胶和环氧粉末涂层)进行性能检测,结果应符合表7的 规定。
表7聚乙烯层的性能指标
|
项 目 |
性能指标 |
试验方法 | |
|
拉伸强度 |
轴向/MPa |
≥20 |
GB/T 1040.2 |
|
周向/MPa |
≥20 |
GB/T 1040. 2 | |
|
偏差,/% |
≤15 | ||
|
断裂伸长率/% |
≥600 |
GB/T 1040. 2 | |
|
压痕硬度∕mm (23 OC) (50 P或 70 C)b |
≤0.2 ≤0.3 |
附矗 | |
|
取环境应力开裂(Fso)∕h |
≥1 000 |
GB/T 1842 | |
|
a偏差为轴向和周向拉伸强度的差值与两者中较低者之比。 b常温型,试验条件为50 C;高温型,试验条件为70 T∖________________________________ | |||
4. 3. 2. 2从防腐管或在同一工艺条件下涂敷的试验管段上截取试件对防腐层整体性能进行检测,结果 应符合表8的规定。
表8防腐层的性能指标
|
项 目 |
性能指标 |
试验方法 | |
|
二层 |
三层 | ||
|
剥离强度/(N∕cm) (20 qC±10 flC) (50 P±5 P) |
≥70 ≥35 |
≥100(内聚破坏) 270(内聚破坏) | |
|
阴极剥离(65 P,48 h)∕mm |
≤15 |
≤6 |
附录D |
|
阴极剥离(最高使用温度,30 d)∕mm |
≤25 |
≤15 |
附录D |
|
环氧粉末固化度:固化百分率/% 环氧粉末固化度:玻璃化温度变化值I I/P |
— |
≥95 ≤5 |
附录B |
|
冲击强度/ (J∕mm) |
≥8 |
附录K | |
|
抗弯曲(一30 P,2.5°) |
聚乙烯无开裂 |
附录E | |
5防腐层涂敷
5. 1钢管表面处理
5. 1. 1在防腐层涂敷前,先清除钢管表面的油脂和污垢等附着物,并对钢管预热后进行抛(喷)射除锈。 在进行抛(喷)射除锈前,钢管表面温度应不低于露点温度以上3笆。除锈质量应达到GB/T 8923中规 定的Sa2.5级要求,锚纹深度达到50 μm~90 μmo钢管表面的焊渣、毛刺等应清除干净。
5. 1.2应将钢管表面附着的灰尘及磨料清扫干净。钢管表面的灰尘度应不低于GB/T 18570. 3规定 的2级。
5. 1.3抛(喷)射除锈后的钢管应按GB/T 18570. 9规定的方法或其他适宜的方法检测钢管表面的盐 份含量,钢管表面的盐分不应超过20 mg∕m2 O
5. 1.4钢管表面处理后应防止钢管表面受潮、生锈或二次污染。表面处理后的钢管应在4 h内进行涂 敷,超过4 h或当岀现返锈或表面污染时,应重新进行表面处理。
5.2在开始生产时,先用试验管段在生产线上分别依次调节预热温度及防腐层各层厚度,各项参数达 到要求后方可开始生产。
5. 3应用无污染的热源对钢管加热至合适的涂敷温度,最高加热温度应不明显影响钢管的力学性能。
5.4环氧粉末应均匀涂敷在钢管表面。回收环氧粉末的使用及其添加比例应按表2和表3规定的性 能进行检验后确认。
5.5胶粘剂涂敷应在环氧粉末胶化过程中进行。
5.6采用侧向缠绕工艺时,应确保搭接部分的聚乙烯及焊缝两侧的聚乙烯完全辐压密实,并防止压伤 聚乙烯层表面。
5. 7聚乙烯层包覆后应用水冷却至钢管温度不高于60 P ,并确保熔结环氧涂层固化完全。
5.8防腐层涂敷完成后,应除去管端部位的防腐层。管端预留长度宜为IOOmm〜15Omm,且聚乙烯 层端面应形成不大于30°的倒角;聚乙烯层端部外可保留不超过20 mm的环氧粉末涂层。应防止防腐 管端部防腐层剥离或翘起。
6质量检验
6. 1表面处理质量检验要求如下:
a)表面处理后的钢管应逐根进行表面除锈等级检验,用GB/T 8923中相应的照片或标准板进行 目视比较,表面除锈质量应达到Sa2. 5级的要求;表面锚纹深度应每班至少测量两次,每次测 量两根钢管,宜采用粗糙度测量仪或锚纹深度测试纸测量,锚纹深度应达到50 μm~90 Mm;表 面处理前的钢管表面温度应进行监测,钢管表面温度应不低于露点温度以上3 °C ;
b)钢管表面灰尘度应每班至少检测两次,每次检测两根钢管。按照GB/T 18570. 3规定的方法 进行表面灰尘度评定,表面灰尘度应不低于2级;
C)对每批进厂的钢管在表面处理后应至少抽测2根钢管表面的盐分。按照GB/T 18570. 9规定 的方法或其他适宜的方法进行钢管表面盐分的测定,钢管表面的盐分应不超过20 mg∕m2;
6. 2应对涂敷过程中的钢管加热温度进行连续监测,钢管的加热温度等工艺参数应符合确定的参数。
6.3防腐层外观应逐根目测检查。聚乙烯层表面应平滑,无暗泡、无麻点、无皱折、无裂纹,色泽应均 匀。防腐管端应无翘边。
6.4防腐层的漏点应采用在线电火花检漏仪进行连续检查,检漏电压为25 kV,无漏点为合格。单管 有两个或两个以下漏点时,可按第8章的规定进行修补;单管有两个以上漏点或单个漏点沿轴向尺寸大 于300 mm时,该防腐管为不合格。
6.5连续生产的钢管防腐层厚度至少应检测第1.5 JO根,之后每10根至少测一根。宜采用磁性测厚 仪或电子测厚仪测量钢管3个截面圆周方向均匀分布的4点的防腐层厚度,同时应检测焊缝处的防腐 层厚度,结果应符合3. 2的规定。
6.6防腐层的粘结力按附录J的方法通过测定剥离强度进行检验。每班至少在两个温度条件下各抽 测一次,结果应符合表8的规定。
6.7每班至少应测量一次三层结构防腐管的环氧粉末涂层厚度及固化度,结果应分别符合表1和表8 的规定。
6.8每连续生产的第10 km,20 km,30 km的防腐管均应按附录D的方法进行一次48 h的阴极剥离 试验,之后每50 km进行一次阴极剥离试验,结果应符合表8的规定。如不合格,应加倍检验。加倍检 验全部合格时,该批防腐管为合格;否则,该批防腐管为不合格。
6. 9每连续生产50 km防腐管应截取聚乙烯层样品,按GB/T 1040. 2检验其拉伸强度和断裂伸长率, 结果应符合表7的规定。若不合格,可再截取一次样品,若仍不合格,则该批防腐管为不合格品。
7标志、堆放和搬运
7. 1检验合格的防腐管应在距管端约400 mm处标有产品标志,并随带产品合格证。产品标志应包 括:钢管规格、钢管编号、防腐层结构、防腐层类型、防腐等级、执行标准、制造厂名(代号)、生产日期等。 产品合格证应包括:生产厂及厂址、产品名称、产品规格,防腐层结构、防腐层类型、防腐层等级、防腐层 厚度及检验员编号等。
7.2挤压聚乙烯防腐管的吊装,应采用尼龙吊带或其他不损坏防腐层的吊具。
7.3堆放时,防腐管底部应采用两道(或以上)支垫垫起,支垫间距为4 m~8 m,支垫最小宽度为 IOO mm,防腐管离地面不应少于IOO mm,支垫与防腐管之间以及防腐管相互之间应垫上柔性隔离物。 运输时,宜使用尼龙带等捆绑固定,装车过程中应避免硬物混入管垛。
7.4挤压聚乙烯防腐管的允许堆放层数应符合表9的规定。
表9挤压聚乙烯防腐管的允许堆放层数
|
公称直径DN |
DNV200 |
200MDNV300 |
300WDNV400 |
400≤DNr<600 |
60。VDNV800 |
DN2800 |
|
堆放层数 |
≤10 |
≤8 |
≤6 |
≤5 |
≤4 |
≤3 |
7. 5挤压聚乙烯防腐管露天存放时间不宜超过6个月,若需存放6个月以上时,应用不透明的遮盖物 对防腐管加以保护。
8补口及补伤
8. 1补口材料
8. 1. 1三层结构防腐管的补口宜釆用环氧底漆/辐射交联聚乙烯热收缩带(套)三层结构;特殊情况下, 经设计和用户确认,也可采用辐射交联聚乙烯热收缩带(套)。采用环氧底漆/辐射交联聚乙烯热收缩带 (套)三层结构补口时,应使用热收缩带(套)厂家配套提供或指定的无溶剂环氧树脂底漆。管径DN大 于200 mm时宜采用热收缩带补口。
8. 1.2辐射交联聚乙烯热收缩带(套)应按管径选用配套的规格,产品的基材边缘应平直,表面应平整、 清洁、无气泡、裂口及分解变色。热收缩带(套)产品的厚度应符合表io的规定。热收缩带的周向收缩 率应不小于15%;热收缩套的周向收缩率不小于50%。其性能应符合表11和表12的规定。
8. 1. 3对每一牌号的热收缩带(套)及其配套环氧底漆,使用前且每年至少应按表10、表11表12规定 的项目进行一次全面检验。使用过程中,每批(不超过5 000个)到货,应按照表10、表11规定(表11中 第7项除外),对热收缩带(套)的基材、胶以及底漆的性能进行复检,性能应达到规定的要求。
表10热收缩带(套)的厚度 单位为毫米
|
______适用管径______ |
基 材 |
胶 层 |
|
≤400 |
≥1.2 |
≥1.0 |
|
>400 |
≥1.5 |
表11热收缩带(套)的性能指标
|
___________项 目 |
性能指标 |
试验方法 |
|
基材性能** | ||
|
拉伸强度/MPa |
≥17 |
GB/T 1040. 2 |
|
断裂伸长率/% |
≥400 |
GB/T 1040. 2 |
|
维卡软化点/P ~ |
---- *- ≥90'^ |
GB/T 1633 |
|
脆化温度/P |
≤-65 |
GB/T 5470 |
|
电气强度/(MV∕m) |
≥25 |
GB/T 1408.1 |
|
体积电阻率/(Ω∙m) |
≥l×1013 |
GB/T 1410 |
|
耐环境应力开裂(F50)∕h |
≥1 000 |
GB/T 1842 |
|
耐化学介质腐蚀(浸泡7d)∕%b 10% HCl 10 % NaOH 10⅝NaCl |
≥85 ≥85 ≥85 |
附录H |
|
耐热老化(150 X:,21 d) 拉伸强度/MPa 断裂伸长率/%___________ |
≥14 ≥300 |
GB/T 1040. 2 |
|
热冲击(225 Γ,4 h) |
无裂纹、无流淌、无垂滴 |
附录L |
|
胶层性能 | ||
|
胶软化点(环球法)∕C 最高设计温度为50P时 最高设计温度为70P时 |
≥90 一一 ≥110 |
GB/T 4507 |
|
搭接剪切强度(23 P)/MPa |
「 ≥1.0 |
GB/T 7124d |
表11 (续)
|
项 目 |
性能指标 |
试验方法 |
|
搭接剪切强度(50 eC或70 P)C/MPa |
20.05 |
GB/T 7124d |
|
脆化温度/P |
≤-15 |
附录M |
|
剥离强度/(N∕cm) 收缩带(套)/钢(23 P) (50 笆或 70 P)*1 收缩带(套)/环氧底漆钢(23 P) (50 C或 70 Dc 收缩带(套)/聚乙烯层(23 P) (so *c或 70 r)C |
内聚破坏 ≥70 ≥10 ≥70 ≥10 ≥70 ≥10 |
GB/T 2792 |
|
底漆性能 ________________________ | ||
|
剪切强度/MPa |
KO |
GB 7124e |
|
阴极剥离(65 *C,48 h)∕mm |
≤10 |
附录D |
|
a除热冲击外,基材性能需经过200 *C±5 tC ,5 min,自由收缩后进行测定。 b耐化学介质腐蚀指标为试验后的拉伸强度和断裂伸长率的保持率。 C最高设计温度为50 (C时,试验条件为50 P ;最高设计温度为70 P时,试验条件为70 d拉伸速度为10 mm∕πIinO e拉伸速度为2 mm/minO | ||
表12热收缩带(套)安装系统的性能指标
|
项 目 |
性能指标 |
试验方法 |
|
一抗冲击强度/J . |
______ ≥15 |
.附录K |
|
阴极剥离(最高使用温度,30 d)∕mm |
≤25 |
附录D |
|
耐热水浸泡(最高使用温度,120 d) |
无鼓泡、无剥离,膜下无水 |
附录N |
8.2补口施工
8.2. 1补口施工人员应经过防腐施工培训并取得合格证。正式开始施工前,材料生产厂应派专人现场 指导。
8.2. 2当存在下列情况之一,且无有效防护措施时,不应进行露天补口施工:
a) 雨天、雪天、风沙天;
b) 风力达到5级以上;
C)相对湿度大于85%。
8.2.3应对焊口进行清理,环向焊缝及其附近的毛刺、焊渣、飞濺物、焊瘤等应清理干净。补口处的污 物、油和杂质应清理干净;防腐层端部有翘边、生锈、开裂等缺陷时,应进行修理,直至防腐层与钢管完全 粘附处。
8.2.4在进行表面喷砂除銹前,应将补口部位的钢管预热至露点以上至少5笆的温度。
8.2.5补口部位的表面除锈等级应达到GB/T 8923规定的Sa2. 5级。如不釆用底漆,经设计选定,也 可用电动工具除锈处理至St3级。除锈后应清除表面灰尘。
8.2.6表面处理与补口施工间隔时间不宜超过2 h,表面返锈时,应重新进行表面处理。
8.2.7补口搭接部位的聚乙烯层应打磨至表面粗糙,粗糙程度应符合热收缩带(套)使用说明书的 要求。
8.2.8宜用火焰加热器对补口部位进行预热,按热收缩带(套)产品说明书的要求控制预热温度。加热 后应采用接触式测温仪或经接触式测温仪比对校准的红外线测温仪测温,至少测量补口部位表面周向 均匀分布4个点的温度,结果均应符合产品说明书的要求。
8.2.9若采用环氧树脂底漆,应按照产品使用说明书的要求调配底漆并均匀涂刷,底漆的湿膜厚度应 不小于120 μmo
8.2.10热收缩带(套)的安装应符合产品说明书的要求。安装过程中,宜控制火焰强度,缓慢加热,但 不应对收缩带上任意一点长时间烘烤。收缩过程中用指压法检査胶的流动性,手指压痕应自动消失。
8.2. 11收缩后,热收缩带(套)与聚乙烯层搭接宽度应不小于100 mm;采用热收缩带时,应采用固定 片固定,周向搭接宽度应不小于80 mmo
8.2.12定向钻穿越管道的防腐层补口的前端应进行保护。
8.3补口质量检验
补口质量应检验外观、漏点及粘结力等三项内容,检测宜在补口安装24 h后进行:
a) 补口的外观应逐个目测检查,热收缩带(套)表面应平整、无皱折、无气泡、无空鼓、无烧焦炭化 等现象;热收缩带(套)周向应有胶粘剂均匀溢出。固定片与热收缩带搭接部位的滑移量不应 大于5 mm;
b) 每一个补口均应用电火花检漏仪进行漏点检查。检漏电压为15kV°若有漏点,应重新补口 并检漏,直至合格;
C)补口后热收缩带(套)的粘结力按附录J规定的方法进行检测。检测时的管体温度宜为 10 P〜35笆,如现场温度过低,可将防腐层加热至检测温度后进行测试。对钢管和聚乙烯防 腐层的剥离强度都应不小于50 N/cm;对三层结构补口,剥离面的底漆应完整附着在钢管表 面。每100个补口至少抽测一个口,如不合格,应加倍抽测。若加倍抽测仍有一个不合格,则 该段管线的补口应全部返修。
8.4补伤
8.4.1对小于或等于30 mm的损伤,宜采用辐射交联聚乙烯补伤片修补。补伤片的性能应达到对热 收缩带(套)的规定,补伤片对聚乙烯的剥离强度应不低于50 N∕cmo -
8.4.2修补时,应先除去损伤部位的污物,并将该处的聚乙烯层打毛。然后将损伤部位的聚乙烯层修 切圆滑,边缘应形成钝角,在孔内填满与补伤片配套的胶粘剂,然后贴上补伤片。补伤片的大小应保证 其边缘距聚乙烯层的孔洞边缘不小于100 mm。贴补时应边加热边用辐子滚压或戴耐热手套用手挤 压,排出空气,直至补伤片四周胶粘剂均匀溢出。
8. 4. 3对大于30 mm的损伤,应按照8. 4. 2的规定贴补伤片,然后在修补处包覆一条热收缩带,包覆 宽度应比补伤片的两边至少各大50 mm。
8. 4.4对于直径不超过10 mm的漏点或损伤深度不超过管体防腐层厚度50%的损伤,在预制厂内可 用与管体防腐层配套的聚乙烯粉末或热熔修补棒修补。
8.4.5补伤质量应检验外观、漏点及粘结力等三项内容:
a) 补伤后的外观应逐个检查,表面应平整、无皱折、无气泡、无烧焦碳化等现象;补伤片四周应粘 结密封良好。不合格的应重补;
b) 每一个补伤处均应用电火花检漏仪进行漏点检查,检漏电压为15kV°若不合格,应重新修补 并检漏,直至合格;
C)采用补伤片补伤的粘结力按附录J规定的方法进行检验,管体温度为10 P〜35 P时的剥离 强度应不低于50 N∕cmo
8.4.6涂敷厂生产过程的补伤,每班(不超过8 h)应抽测一处补伤的粘结力,如不合格,加倍抽查。如 加倍抽查仍有一个不合格,该班的补伤全部返工;
8.4.7现场施工过程的补伤,每50个补伤处抽査一处,如不合格,应加倍抽查。如加倍抽查仍有一个 不合格,则该段管线的补伤应全部返修。
9下沟回填
9. 1防腐管下沟前,应用电火花检漏仪对管线全部进行检漏,检漏电压为15 kVo如有漏点应进行修 补至合格,并填写记录。
9.2挤压聚乙烯防腐管的下沟回填应符合GB 50369的规定。
9.3管道回填后,应全线进行地面检漏,发现漏点应进行开挖修补并做好记录。
10安全、卫生和环境保护
10. 1涂敷生产的安全、环保应符合GB 7692的要求。
10.2钢质管道除锈、涂敷生产过程中,各种设备产生的噪声,应符合GBJ 87的有关规定。
10. 3钢质管道除锈、涂敷生产过程中,空气中粉尘含量不得超过GBZ 1的规定。
10.4钢质管道除锈、涂敷生产过程中,空气中有害物质浓度不得超过GB 6514标准的规定。
10.5涂敷区电气设备应符合国家有关爆炸危险场所电气设备的安全规定,电气设施应整体防爆,操作 部分应设触电保护器。
10.6钢质管道除锈、涂敷生产过程中,所有机械设施的转动和运动部位应设置保护。
10. 7防腐管的运输和施工过程中的安全、卫生和环境保护应符合GB 50369等标准的规定。
11竣工文件
竣工文件应包括:
a) 防腐层原材料、防腐管的出厂合格证及质量检验报告;
b) 补口材料出厂合格证及质量检验报告;
C)补口、补伤施工记录及检验报告;
d)建设单位所需的其他有关资料。
附录A
(规范性附录)
环氧粉末的固化时间试验方法
A. 1设备
本试验需要的设备应符合下列要求:
a) 电热板,温度精度为±3P;
b) 金属板,尺寸为 150 mmX150 mm×25 mm;
C)接触式温度计;
d) 计时器;
e) 拉延板(形状见图A.1);
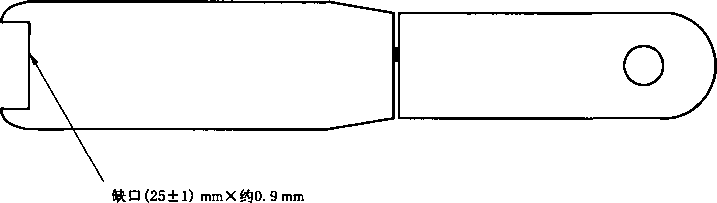
― 图A. 1 ...拉延板
f) 镶子(小钳子);
g) 刮刀;
h) 通用小刀;
i) 差示扫描量热仪(DSC)O
A.2试验步骤
A.2. 1加热金属板并保持温度在200 oC±3P°
A. 2. 2在金属板上用拉延板把环氧粉末迅速铺开,涂敷成一层薄膜,使膜厚在300 μm~400 μm之间, 当金属板上的粉末开始熔化时,立即起动计时器开始计时。
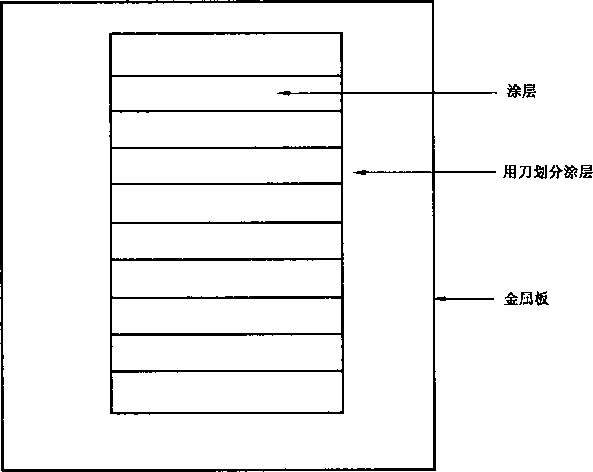
A.2.3趁涂膜未完全胶化之前,用一把通用小刀或刮刀在膜上将涂膜划分为10条带状,如图A. 2 所示。
图A. 2涂层平板划线
A. 2.4经过30 s±3 S以后,用通用小刀取下第1条涂膜带,并立即淬入冷水中。
A.2.5每经过30 s±3 s,重复一次A.2.4中的操作。注意应按从最初拉延开始的先后顺序取下、淬冷 并按顺序摆放。
A. 2. 6使用一台“差示扫描量热仪”(DSe),按附录B的要求,测定(玻璃化温度的变化值)或转化 百分率G
A.2.7绘出时间对或时间对转化百分率的曲线。
A.3试验结果
对应 m 为2 P的时间或对应99%转化百分率的时间(s)。
附录B
(规范性附录)
环氧粉末及其防腐层的热特性试验方法
B. 1范围
本试验适用于测定环氧粉末及其防腐层的玻璃化转变温度(Tli)和反应热(AH)以及防腐层的固化 百分率(C)。
B.2设备
本试验需要的设备应符合如下规定:
a) 带制冷设备的差示扫描量热仪(DSC仪);
b) 分析天平,精确到0.1 mg;
C)试样密封器;
d)带盖铝制试样皿。
B.3试验步骤
B. 3. 1取IO mg±l mg的环氧粉末或防腐层作试样,放入预先称好的试样皿中,盖上盖子密封试样并 称量,试样的质量精确到0. 1 mgo
B.3.2将试样和参照物放入差示扫描量热仪的以干燥情性气体保护的测量池中。
B.3.3对环氧粉末试样,按下列程序完成其热扫描:
B. 3. 3. 1以20 0C∕min的速率对试样加热,从25笆士 5笆加热到70 °C ±5 然后将试样急冷到 25 P±5 S
B. 3. 3.2以20 P/min的速率对同一试样加热,从25笆士5 IC加热到285 0士10笆,然后将试样急冷 到 25 T±5 Γo
B. 3. 3. 3以20笆∕min的速率对试样加热,从25 P ±5 OC加热到150笆±10笆。
B.3.4对防腐层试样,按下列程序完成其热扫描:
B. 3. 4. 1以20笆∕min的速率对试样加热,从25 °C±5笆加热到110 P±5笆,在110 °C时保持
1.5 min,然后将试样急冷到25笆士5 P ;
B. 3. 4.2以20 P/min的速率对同一试样加热,从25笆±5 OC加热到285 P ±10 P ,然后将试样急冷 到 25 笆士5 qCo
B. 3. 4. 3以20 P/min的速率对试样加热,从25 "C±5 P加热到150 C±10笔。
B.4试验结果
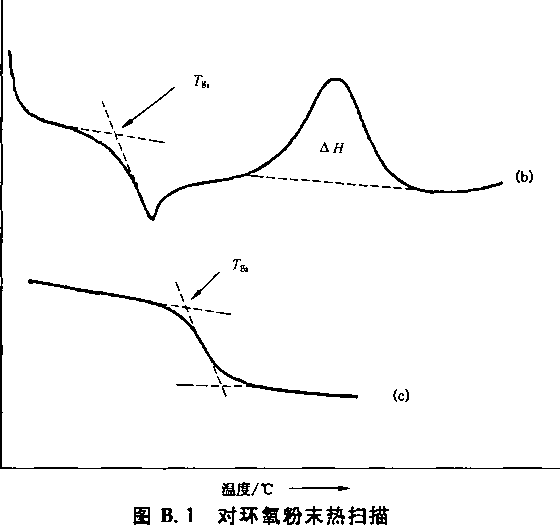
B. 4. 1对应于B. 3.3中B.3. 3. 2,B.3. 3. 3与B. 3.4中B. 3. 4. 2、B. 3. 4. 3所得的每J个热扫描线,确 定其相应的Te值,分别为Tgl禹.τg3,τβ4 ,这些值是在低温端的外推基线与曲线转折点处的切线交 点上。此外,还要确定相应的反应放热量(见图B. 1和图B,2)o
+热流量
+热流量
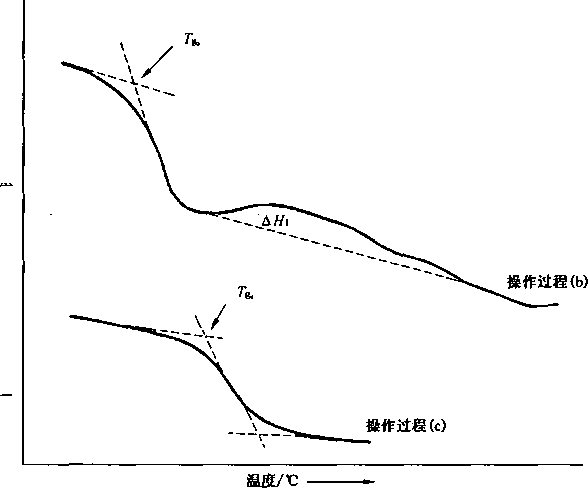
图B. 2对涂层热扫描
B. 4.2对于防腐层,用式(B. 1)计算出K值的变化:
∆Tg = Tgi - Ts3 ..............................(B.1 )
式中:
∆Tg——Tg值的变化,单位为摄氏度(笆);
Tg3——由B.3.4.2热扫描得到的TlS值,单位为摄氏度(笆);
Tet——由B. 3.4.3热扫描得到的L值,单位为摄氏度(PK
B.4.3对于防腐层,用式(B. 2)计算出固化百分率:
C= XlOO ¼ ..............................(B.2)
式中:
C——固化百分率;
△H——由B. 3. 3. 2热扫描得到的反应放热量,单位为焦耳每克(J∕g);
∆H1——由B. 3.4. 2热扫描得到的反应放热量,单位为焦耳每克(J∕g)。
附录C (规范性附录) 防腐层的附着力测定方法
C. 1仪器设备
本试验仪器设备应符合如下规定:
a) 烘箱或耐腐蚀的水浴,精度范围士3 P;
b) 耐热容器;
C)温度计;
d)通用小刀。
C.2试件
试件尺寸约为IOO mmXlOO mm×6 mm,每组试件3件。
C.3试验步骤
C.3. 1将试件放入耐热容器内,加入足够的水,使试件充分淹没,加热至75笆±3 恒温48 h,取出 试件。
C.3.2当试件仍温热时,立即用小刀在涂层上划一约30 mm×15 mm的长方形,划透防腐层至基材, 在1 h内将试件冷却至室温后,从长方形的任一角将刀尖插入防腐层下面,以水平推力撬剥涂层,连续 推进刀尖至长方形内防腐层全部撬离或显出明显的抗撬性能为止。
C.4结果评定
|
按下列分级标准评定防腐层的附着力等级: -■ | ||
|
a) |
1级一 |
—涂层明显的不能撬剥; |
|
b) |
2级一 |
一被撬剥的涂层小于或等于50% ; |
|
C) |
3级一 |
一被撬剥的涂层大于50%,但涂层对水平力表现出明显的抗撬剥性: |
|
d) |
4级一 |
一涂层很容易被撬剥成条状或大块碎屑; |
|
e) |
5级一 |
一涂层成一整片被剥离下来。 |
以三个试件中级别最低的,作为该组试件的附着力级别。
附录D (规范性附录) 防腐层阴极剥离试验方法
D. 1设备和材料
主要仪器设备和材料如下:
a) 可调直流稳压电源:O V~6 V;
b) 恒温装置:温控范围室温至IOO X:,温控精度士3 P;
C)磁性测厚仪:量程0. 01 mm〜5 mm,在1 mm以下的分度值为1 Un1;在1 mm以上的分度值为 0. 01 mɪn;
d) 电火花检漏仪:量程0〜30 kV;
e) 游标卡尺:量程0~200 mm,精度0. 02 mm;
f) 塑料圆筒(75 mm;
g) 氯化钠:化学纯。
D.2试件制备
D.2. 1规格和数量如下:
a) 实验室制备的平板试件尺寸为15OmmxI50 mmX6 mm;
b) 管段加工成的试件尺寸为150 mm×150 mmX管壁厚,其中两个150 mm分别为沿管子轴向 和圆周方向的切割宽度。热收缩带(套)补口试件可采用管状试件;
C)每组试件应不少于两个。 _
D. 2. 2按所检验防腐层兩涂敷要亲制备防腐层试件。单层环氧粉亲防商层、启漆函瓯应禾小于 200 μmo
D.3试验步骤
D.3. 1用电火花检漏仪对试件进行针孔检查,试件为单层环氧粉末或热收缩带(套)底漆时,检漏电压 为1 OOO V;试件为聚乙烯三层结构时,检漏电压为25 kV;试件为热收缩带(套)防腐层时,检漏电压为 15 kV0无针孔的试件才可用于试验。
D.3.2在试件中部钻一个试验孔,钻透防腐层,露出基材。试件为单层环氧粉末或热收缩带(套)底漆 时,试验孔直径为3.2 mm;试件为聚乙烯防腐层或热收缩带(套)防腐层时,试验孔直径为6. 4 mmO D.3.3用密封胶将预制好的塑料圆筒与试件同心粘结,形成以试件为底的试验槽,槽内加入浓度为 3%(m∕m)的氯化钠溶液,至槽高的4/5处,试验过程添加蒸馋水保持液位。
D.3.4将试件与直流稳压电源的负极相连接;将辅助电极插入溶液,并与直流稳压电源的正极连接 (如图D. Do
D.3.5对试件施加-1.5 V的电压(相对于甘汞电极)。控制试验温度为规定的温度。
D. 3.6试验周期结束,取下试件并冷却至室温,冷却时间不少于1 h,用小刀以试验孔为中心沿360°圆 周的八个等分,向外划割涂层,要划透防腐层,露出基材,划割距离至少为20 mm(如图D.2)α
D. 3. 7用小刀从试验孔处插入防腐层下面,以水平力沿划割线橇剥涂层,直至涂层表现出明显的抗撬 剥性为止。
D.4试验结果
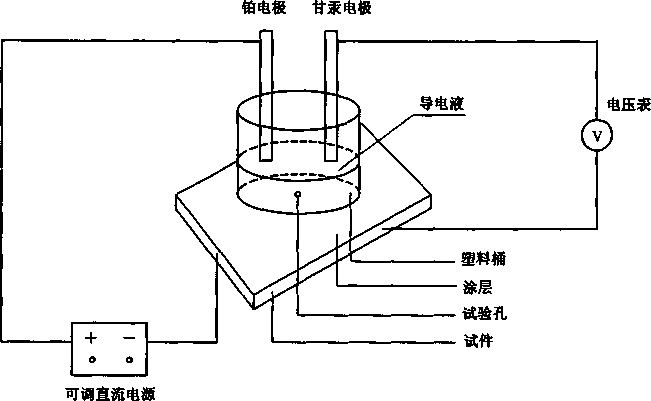
图D. 1防腐层阴级剥离试验示意图
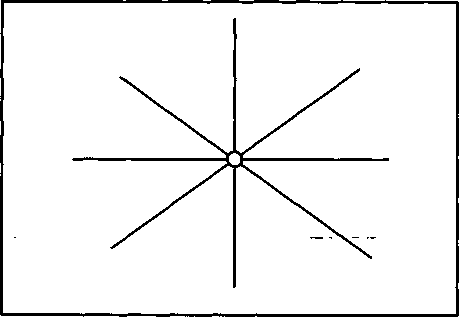
图D.2在试件上划透涂层的放射线
从试验孔边缘开始,测量每条划割线的剥离距离,并求出其平均值,即为该试件的阴极剥离距离。
用两个平行试验试件阴极剥离距离的算术平均值表示,精确至0.1 mm。
附录E
(规范性附录)
防腐层抗弯曲试验方法
E. 1仪器设备
仪器设备如下:
a) 弯曲试验机:主要由压力机及弯曲角为2. 5。的弯曲模具(包括凸模和凹模)组成。其中凸模的 曲率半径按式(E.1)确定:
R = 22. 43, ..............................( E. 1 )
式中:
R——凸模半径,单位为毫米(mm);
t--试件厚度,单位为毫米(mm) O
b) 低温箱:最低温度为一40笆,控温精度±3P。
E.2试件
实验室喷涂粉末防腐层试件尺寸为2OOmmX 25mm×6mmo从试验管段或实际防腐管上截取试 件,并加工成25mm×200mm×管壁厚,其中20Omm为沿管子轴向切割长度,试件边缘应光滑无缺陷。 每组试件不少于3个。
E.3试验步骤
E. 3. 1将试件放入低温箱,冷却至规定的试验温度并保持Ih以上。
E.3.2把试件放到弯曲试验机上进行弯曲试验,每个试件的弯曲试验应在30 S内完成。
E.3.3将弯曲后的试件在室温下放置2 K以上,用目测法检查防腐层。 '' ^
E.4结果评定
对于环氧涂层,当3个试件的涂层均无裂纹时,该样品的弯曲性能为合格。
对于聚乙烯防腐层,当3个试件聚乙烯均无开裂时,该样品的弯曲性能为合格。
附录F
(规范性附录) 氧化诱导期测定方法
F. 1仪器设备
仪器设备如下:
a) 差示扫描量热仪(DSC):能记录热流或温差随时间的变化曲线。精度0.1 min;
b) 自动气体开关:能在1 min内迅速切换高纯氮气和氧气,并能控制气体流量;
C)电子天平:精度O. 1 mgo
F.2试验步骤
F. 2. 1将聚乙烯或胶粘剂压制成约250 μm的试片。
F. 2.2切取5 mg〜10 mg样片,准确称量后放入DSC仪配套的无盖铝制増垠中。
F. 2.3将盛样増埸和参比増垠放入DSC仪的测量池中。
F. 2.4按下列设定进行DSC扫描:
a) 室温,通氮气5 min,氮气流量设定为50 mL±5 mL;
b) 以20笆∕min的速率对测量池加热,从室温加热到指定的测量氧化诱导期温度。加热过程中 持续通氮气,流量为50 mL±5 mL;
C)温度达到指定温度后,恒温,同时继续通氮气5 min;
d) 将气体切换到氧气,流量设定为50 mL±5 mL,切换的瞬间为氧化诱导期测定的开始时间;
e) 在流量为50 mL±5 mL的氧气环境下,恒温至出现快速放热曲线后至少2 mini
f) 测量结束,将气体切换到氮气,冷却测量池到室温。
F.3试验结果
扫描曲线的Y轴为热流,X轴为时间。
延长基线,与氧化反应放热曲线相交,交点对应的时间即为指定温度下的氧化诱导期,如图F. 1 所示。
图F. 1氧化诱导期的确定
附录G
(规范性附录)
聚乙烯压痕硬度测定方法
G. 1仪器
测试仪器如下:
a) 压痕仪:压头为底部直径1. 8 mm或截面积2. 5 mmz的金属棒,加载后向下的总应力为
10 MPa,刻度指示器的读数精度为O. Ol mm;
b) 恒温装置:控温精度为±2 °C。
G.2试验步骤
将试件置于测定温度下Ih后,将压头(不带附加荷载)缓慢且小心降落在试件上,在5 S之内将刻 度指示器设置零位值。然后将附加荷载施加在压头上,24 h后读取刻度指示器的指示值,该值即为试 件的压痕深度。
G.3试验结果
以3个试件的压痕深度平均值表示该样品的压痕硬度,单位为mmO
附录H
(规范性附录)
聚乙烯耐化学介质腐蚀试验方法
H. 1仪器设备及材料
仪器设备及材料如下:
a) 万能试验机或拉力试验机;
b) 恒温水浴,精度士2 P;
C)天平,精度O. Ol g;
d)化学试剂,化学纯。
H.2溶液及试件的制备
H.2. 1盐酸溶液(10%)的配制:将相对密度为1.19的浓盐酸239 mL(283 g)加入764 mL蒸储水中。
H.2.2氢氧化钠溶液(10%)的配制:将111 g氢氧化钠溶解于988 mL蒸馋水中。
H.2.3氯化钠溶液(10%)的配制:将107 g氯化钠溶解于964 mL蒸馋水中。
H. 2.4试件制备:按GB/T 1040. 2的规定制备拉伸试件并进行外观检查;至少应准备4组试件,每组 不少于5个试件。
H.3试验步骤
H. 3. 1先按GB/T 1040. 2的规定测定样品的初始拉伸强度和断裂伸长率;
H. 3. 2釆用恒温水浴调节腐蚀溶液的温度至23 P ±2 °C ;在3种溶液中分别浸入1组试件,试件表面 不应有气泡或露出液面,各试件间及试件与容器壁间应不相互接触。
H.3.3每天晃动一次容器;浸泡7 d后从腐蚀溶液中取出试件,用水冲洗试件表面,然后用滤纸吸干水 分,检査试件外观是否有变化。
H. 3. 4将浸泡后的3组试件按GB/T 1040. 2的规定测定拉伸强度和断裂伸长率。
H.4结果计算:
耐化学介质腐蚀7 d后的性能保持率按式(H. 1)计算:
C = b/a × 100% ..............................( H. 1 )
式中:
C——性能保持率,以%表示;
α——浸泡前的拉伸强度或断裂伸长率;
b——浸泡后的拉伸强度或断裂伸长率。
附录I
(规范性附录)
聚乙烯耐紫外光老化试验方法
I. 1仪器设备
仪器设备如下:
a) 试验箱:由8根荧光紫外灯管、加热槽、试样架、及控制和记录操作时间与温度的系统所构成, 能进行荧光紫外和冷凝循环;
b) 灯管:采用光谱能量分布在(28O~35O)nm的波长范围,最大强度的波长为340 nm的灯管;
C)万能试验机或拉力试验机。
1.2试验
1.2. 1试样应按GB/T 1040. 2的要求制作。
1.2. 2 试验条件采用60笆、8 h荧光紫外照射与50 P、4 h冷凝暴露交替循环。辐照度
0. 89 W/(In2 ∙ nm)。
1.2.3 试验时间:336 ho
I. 2.4测试:试验后按GB/T 1040.2测试拉伸强度和断裂伸长率。
1.3试验结果
光老化后的性能保持率按式(I. 1)计算:
C = b∕a×100% ..............................( 1.1 )
式中: _ _____ _______ _____
C——性能保蒔率,以%柬示" i
a--试验前的拉伸强度或断裂伸长率;
b——试验后的拉伸强度或断裂伸长率。
附录J
(规范性附录) 防腐层剥离强度测定方法
J. 1试验仪器
仪器如下:
a) 测力计:最小刻度IO N;
b) 钢板尺:最小刻度为Imm;
C)裁刀;可以划透防腐层;
d)表面温度计:精度为
J.2试验步骤
J.2. 1先将防腐层沿环向划开宽度约为20 mm、长IOCm左右的长条,划开时应划透防腐层,并撬起一 端。用测力计以10 mm/min的速率垂直钢管表面匀速拉起防腐层,记录测力计稳定数值。如图J. 1 所示。
J-2.2 50 P±5P的粘结力,可在防腐层涂敷后的冷却过程中测定,也可将防腐层加热后测定。测定 时,应釆用表面温度计监测防腐层的表面温度,剥离试验应在45 C〜55 P之间进行并完成。
J.2.3补口处的剥离强度测试,应在补口完成24 h后进行。
J.3试验结果
将测定时记录的力值除以防腐层的剥离宽度,即为剥离强度,单位为N/cm。
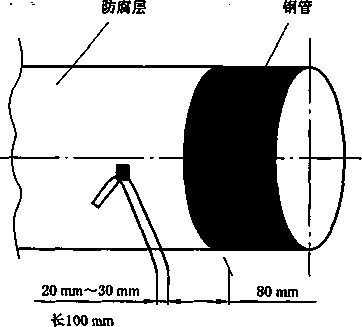
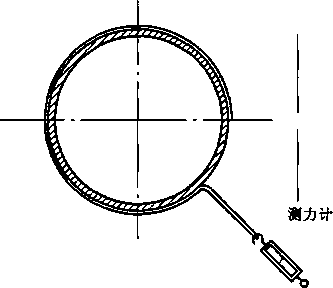
图J. 1剥离强度测定示意图
附录K
(规范性附录)
防腐层冲击强度试验方法
K. 1仪器设备
仪器设备如下:
a) 冲击试验机;
b) 冲击锤垂直导向管:直径48 mm,长1 20Omnι,标尺分度值5 mm0管内应光滑,保证冲击锤 自由下落;
C)冲击锤:质量2 000 g±2 g或3 000 g±2 g,冲头直径为25 mm;
d) 电火花检漏仪:检漏电压直流25 kV;
e) 磁性测厚仪:测量范围20 μm~5 mm0
K.2试验步骤
K. 2.1从防腐管或补口处截取试件,补口防腐层也可按实际操作方法制作,试件的尺寸约为 350 mm×170 mmX管壁厚,其中350 mm沿管子轴向的切割长度。试件应不少于2个,用25 kV(补口 防腐层用15 kV)的直流电压进行电火花检漏无漏点的试件才能使用。
K. 2. 2用磁性测厚仪或电子测厚仪测量防腐层厚度,在每个试件上距各边缘的距离大于38 mm的范 围内均匀测量四点,用1组试件所测各点厚度的平均值代表该样品的防腐层厚度(以mm计)。
K.2.3在冲击试验机上用预定的冲击能对试件表面进行冲击,冲击点可以任意选择,但离试件边缘的 距离不应小于30 mm,相邻冲击点之间的距离不应小于30 mmo
K.2.4防腐层冲击试验的环境温度应为20笆±5 °C。 _
K. 2. 5用同组试件冲击10次I然后用K. 2.1规定的直流电压对试作进行通。 -'
K.3试验结果
对io个冲击点进行检漏没有发现漏点时,表明该组试件的冲击强度大于预定的冲击能。
附录L
(规范性附录)
热收缩带(套)耐热冲击试验方法
L. 1仪器设备
电热鼓风干燥箱:室温至300 X:,精度士2
L.2试件制备
从热收缩带(套)上切割试件,尺寸为300 mmX25 mm,其中300 mm为收缩方向,试件数量每组 3件。
L.3试验步骤
L.3. 1将切好的试件悬挂于恒温225 OC的电热鼓风干燥箱中4 h,试样不能接触干燥箱箱壁,也不能 互相接触。
L. 3.2 4 h后取出试件,冷却至室温。观察试件是否有流淌、裂纹或垂滴。如有要求,用25 mm轴棒, 将试件弯曲360°,观察试件是否有裂纹。
L.3.3以3个试件均无流淌、无裂纹、无垂滴为合格。
附录M
(规范性附录)
热嬪胶的脆化温度测定方法
M. 1仪器设备
仪器设备如下:
a) 低温箱:精度±3C;
b) 不锈钢轴棒:©25 mm。
M.2试件制备
从热收缩带(套)样品上截取3个试件,试件长300 mm,宽25 mm。
M. 3试验步骤
M. 3. 1将试件及轴棒放入恒定温度的低温箱,冷却4 h。
M.3.2在10 s+ 2 s内,将试件沿轴棒弯曲360°。
M. 3.3从低温箱中取出试件进行目测检查。
M.4结果评定
以不出现裂纹的最低温度为试样的脆化温度。
附录N (规范性附录) 防腐层耐热水浸泡试验方法
N. 1仪器设备
仪器设备如下:
a) 电热鼓风干燥箱或能恒温的试验槽:温度控制精度士2
b) 试验槽:尺寸 400 mmX220 mmX400 mm0
N. 2试件制备
按照热收缩带(套)的安装要求,将热收缩带(套)安装在夕89 mm〜夕114 mm管径范围的聚乙烯防 腐管段上,制成模拟补口试件。管段长约30Omm,热收缩带(套)的边缘距管段端部应有Iomm左右的 距离。对钢管内壁和端部的裸露表面,涂刷防腐涂料进行防腐保护。
N.3试验步骤
将盛水的试验槽放入电热鼓风干燥箱,将温度调至规定的试验温度,恒温。将试件放入试验槽中, 加水至完全浸没试件。
试验过程中应补充水,保持试件完全浸没水中。
N.4试验结果
规定的试验周期结束后,取出时间,观察防腐层,无鼓泡、无剥离、膜下无水为合格。
28