
ICS 75.200 E 98

GB/T 28055—2011
TeChniCaI Standard for hot IaPPing and PIUgging on steel PiPeIine
2011-12-30 发布
2012-07-01 实施

中华人民共和国国家质量监督检验检疫总局分布 中国国家标准化管理委员会发布
附录C (资料性附录)管道调査表........................................................................... •••••
附录E (规范性附录)开孔、封堵、卜.塞堵、取塞堵尺寸记录和计算要求
-XXl, —X—
刖 日
本标准按照GB/T 1. 1—2009给出的规则起草。
本标准由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出。
本标准由全国锅炉压力容器标准化技术委员会压力管道分技术委员会(SΛC∕TC 262/SC 3)归口。
本标准起草单位:中国石油天然气管道局、中国石油天然气管道局维抢修分公司、国家质量监督检 验检疫总局特种设备安全监察局。
本标准主要起草人:曹崇珍、刘格非、贾志方、李文东、续理、修长征、郝新伟、王鑫、时春城、肖兴江、 徐海波、季峰、陶伟莉、武英杰、张艺新、那晶、赵燕、董浩。
1范围
本标准规定了管道带压开孔、封堵作业的技术要求。
本标准适用于钢质油气输送管道带压开孔作业及塞式、折賛式、简式、囊式等封堵作业(其他介质参 照执行)。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
JB/T 4736补强圈
SY/T 4103钢质管道焊接及验收
SY 6444石油工程建设施工安全规定
SY 6516石油工业电焊焊接作业安全规程
API 2201石油及石化行业开孔操作规范
3术语和定义
下列术语和定义适用于本文件。
3. 1
带压开孔hot-tapping
在管道密闭状态下,以机械切削方式在管道上加工出圆形孔的一种作业。
3.2 .
开孔机 tapping machine
在管道密闭状态下,以机械切削方式在管道上加工出圆形孔的一种设备。
3.3
封堵头 PIUgging head
由机械转动部分和密封部件组成、用于阻止管道内介质流动的装置。
3.4
封堵器 PIUgging InaChine
在密闭状态下,能够将封堵头送入管道中的设备。
3.5
封堵 plugging
从开孔处将封堵头送入管道并密封管道,从而阻止管道内介质流动的一种作业。
3.6
对开三通 L-O-R SPlit fitting
用于管道开孔、封堵作业,法兰部位带有塞堵和卡环机构的全包围式特制三通。分为封堵三通和旁 通三通。
3.7
对开四通 L-O-R SPlit 4-way fitting
用于管道筒式封堵作业,法兰部位带有塞堵和卡环机构、下护板带有突出密封腔体的全包围式特制 四通。
3.8
塞堵 plug
置于对开三通(对开四通)的法兰孔内,带有。型密封圈、单向阀和卡环槽的圆柱形的装置。
3.9
卡环机构 ring Segment
置于对开三通(对开四通)的法兰内,,用外固鸞闘塞袖她匏机构O
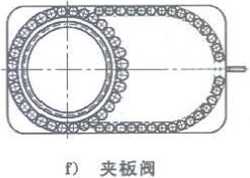
夹板阀 SandWiChVal 夢 ■、•、
在开孔、封堵作业由布*U歸(对开四通)连接开孔及封堵赢鮑诲械卩。
3. 11
开孔结合器
容纳开孔刀
3. 12 J
封堵结合4
容纳封町
3. 13
简刀cl
一端带冃
3, 14
鞍形板
用筒刀切
3. 15
中心钻 PiIOt^dII C
用于定位、导向铝靈I稜惭J板爲
3. 16
刀具结合器CUtter holder
将开孔机和刀具联接起来的翱1%
3. 17
塞堵结合器 PlUg holder
将开孔机和塞堵联接起来的部件。
3. 18
防胀圈 restraining device
预先焊接在开孔部位管道上,防止鞍形板变形的部件。
3. 19
内旁通 internal bypass
置于夹板阀内,用于连接阀板上下连通的可控通道。
3. 20
隔离囊(墙)isolating bag (WalI)
在常压状态下,用于隔离油气,保证安全作业的皮囊(墙)。
4 一般规定
4. 1从事钢质管道带压封堵作业的单位应获得特种设备安全监督管理部门颁发的作业许可证。
4. 2参与封堵设备操作的人员应经过专业培训,并持证上岗。
4.3封堵管件应具有材质单、质量保证书、检验报告、产品合格证、标识。
4.4作业前,应编制施工组织设计或技术方案及质量、安全、健康和环境作业指导书,并报业主审批。
4.5开孔封堵设备满足管道开孔、封堵作业要求。
5封堵工艺
5. 1不停输封堵工艺
在管道上带压焊接旁通三通并开旁通孔,建立旁通管路,达到不停输封堵的目的。一般不停输封堵 施工宜釆用此种工艺,参见附录Ae
5.2停輸封堵工艺
对于允许停输的管道,若能够在规定停输时间内完成维修改造工作,宜采用停输封堵工艺,否则应 采用不停输工艺。囊式封堵是停输封堵工艺的一个特例,参见附录BO
6封堵压力分类
6. 1按封堵头可承受的压力分为低压封堵、中压封堵、高压封堵和超高压封堵。
6.2低压封堵指管道压力小于等于0.5 Mpa的封堵作业。
6. 3中压封堵指管道压力大于0.5 MPa小于等于2. 5 MPa的封堵作业。
6.4高压封堵指管道压力大于2.5 MPa小于等于5. 0 MPa的封堵作业。
6.5超髙压封堵指管道压力大于5. OMPa的封堵作业。
7封堵头分类及选用原则
7. 1封堵头分为塞式封堵头、折亶封堵头、简式封堵头和囊式封堵头。
7.2根据封堵压力的分类,选择适用的设备和封堵头。
8管道施焊圧力要求
管道允许带压施焊的压力计算如下:
式中:
P 管道允许带压施焊的压力,单位为兆帕(MPa);
1——管材的最小屈服极限,単位为兆帕(MPa);
t 焊接处管道实际壁厚,单位为毫米(mm);
C——因焊接引起的壁厚修正最,参见表1,单位为毫米(mm) I
D--管道外径,单位为毫米(Inm) J
F——安全系数,参见表2。
表1推荐修正畳
|
焊条直径∕mm |
<2.0 |
2.5 |
3.2 |
4.0 |
|
C |
1.4 |
1.6 |
2.0 |
2.8 |
表2推荐安全系数
|
t∣ mm |
r≥12.7 |
8. 7≤z< 12.7 |
6. 4<Y 8. 7 |
Y6.4 |
|
F |
0. 72 |
_- |
0.55 |
0.4 |
9封堵作业准备
9. 1管道调査与改 对封堵作业唠4 送介质参数、管魏角
填写管道调査
9.2材料的4
9. 2. 1对提4
9.2.2钢管4
症的锈蚀和4
9.2.3应检』
9.2.4密封*
和运行温度的
9.2.5检査筒;)
9.3
9.4
9.5
堵位置准确
壁厚负偏
和封堵头用密封材捞应滿足管道介质
寸,并检查简刀和中心钻的刀齿是否完好
量具、仪表遂
施工前所有机
模拟试验
根据管道参数、介质劉电亨待
焊接工艺及评定
根据管道材料、运行参数以
或校准,并在有效期限内 顔调试运转正常。
作业单位无类似作业经
9.6
9.6. 1
9.6. 2按焊接工艺指导书施焊后进行工艺评走,攫皆轄⅛⅛厩工艺评定编制焊接工艺规程。
编制焊接工苦
9.6.3按照焊接工艺规程进行带压管道焊接。
9.7施工现场确定原则
施工现场应有足够的作业场地和操作空间,道路畅通。
9.8作业坑的要求
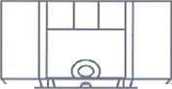
9.8. 1作业坑分为封堵作业坑和动火作业坑,封堵作业坑和动火作业坑之间宜设隔墙,作业坑形式见 图1.
9. 8.2作业坑两侧应设有方便上下的安全通道;作业坑土质不稳定时,应有预防作业坑塌方的措施;地 下水位较高的地段,应采取降水措施。
9. 8.3设备应摆放在距离作业坑Im范围外。

图1封堵作业坑示意图
9.9作业平台的搭建
9. 9. 1在地上管道施工,对开三通(对开四通)的法兰端面髙于地面1.3 Tn时,应搭建作业平台。
9. 9. 2在埋地管道施工,对开三通(对开四通)的法兰端面高于作业坑底1.3 m时,应搭建作业平台。
9. 9. 3作业平台应搭建牢固,有足够的操作空间,有护栏和上下行梯。
10封堵作业
10. 1开孑L、封堵作业点的选取
10. 1. 1开孔、封堵作业点应选择在直管段上。开孔部位尽量避开管道焊缝,无法避开时,对开孔刀切 削部位的焊道宜适量打磨.中心钻不应落在焊缝上。
10. 1. 2开孔封堵部位的管道圆度误差不得超过管外径的1%。
10. 1. 3测量施焊部位管道壁厚,满足施焊最小壁厚要求。
10.2封堵管件的组对与焊接
10. 2. 1管道介质流速要求
封堵管件焊接时,管道内液体流速不应大于5 m∕s,气体流速不应大于IO m∕s0
10.2.2 管件组对
对开三通(对开四通)法兰沿管道轴线方向的两端到管顶的距离差小于1 mm,对开三通(对开四 通)法兰轴线与其所在位置管道轴线间距不应大于1.5 ∏ιmβ
10.2.3焊接要求
按焊接工艺规程施焊。
10.2.4管道螺旋焊缝和对接焊缝的处理
宜对焊接三通部位的管道螺旋焊缝和对接焊缝进行适量打磨。
10. 2.5焊工数量
10. 2. 5. 1对护板长度大于或等于750 mm的对开三通(对开四通)进行纵向对接焊缝的焊接时,每道 焊缝应至少由两名焊工同时施焊。
10. 2.5.2在管道外径大于或等于¢325 mm的管道上进行对开三通(对开四通)环向填角焊缝的焊接 时,每道焊缝应至少两名焊工同时施焊,且两电弧间应相距至少50 mm。
10. 2.6对开三通(对开四通)焊接顺序
10. 2. 6. 1应先同时焊接两侧对接焊缝,再焊接环焊缝。
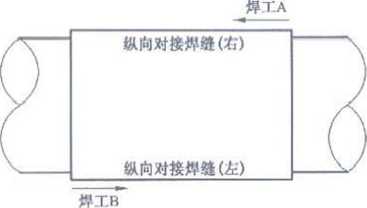
10.2.6.2由一名焊工焊接每道纵向对接焊缝时,应按图2a)所示焊接顺序同时焊接。
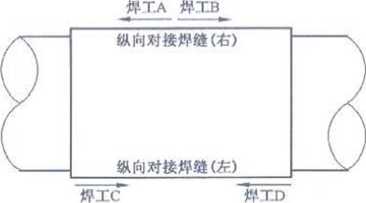
10. 2. 6. 3由两名焊工焊接每道纵向对接焊缝时,应按图2b)所示焊接顺序同时焊接《
10. 2.6.4对开三通(对开四通)的两道环向填角焊缝的焊接,应先焊接完成一侧环向填角焊缝后,再焊 接另一侧环向填角焊缝。当两名焊工同时焊接一道环向填角焊缝时,应按图3所示焊接顺序同时焊接。
a)两名焊工同时焊接
b)四名焊工同时焊接
图2纵向对接焊缝焊接顺序
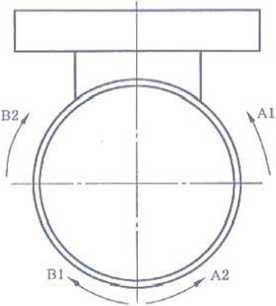
图3环向填角焊缝焊接顺序
10.2.7纵向对接焊缝的焊接
对开三通(对开四通)纵向対接焊缝宜加垫板,垫板长度等于护板长度,寛度为对接焊缝宽度的2~ 3倍,垫板布置见图4。
管壁
垫板
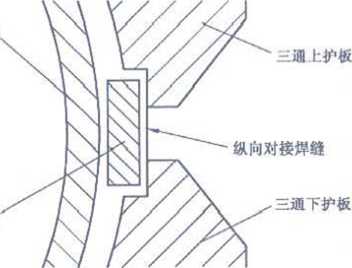
图4垫板布置示意图
10.2.8环向填角焊缝的焊接
10. 2. 8. 1对开三通(对开四通)护板与管道的环向填角焊缝的焊接宜采用多道堆焊形式,见图5.
图5环向填角焊缝堆焊焊接形式示意图
10.2. 8. 2对开三通(对开四通)护板厚度小于或等于1. 4倍管壁厚度时,填角焊缝的焊脚髙度和宽度 应与护板厚度一致,见图60
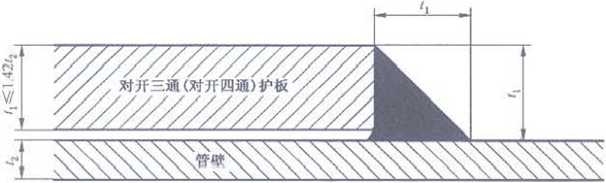
图6环向填角焊缝焊角尺寸(护板厚度小于或等于1.4倍管壁厚度)
10. 2. 8. 3対开三通(対开四通)护板厚度大于1. 4倍管壁厚度时,填角焊缝的焊脚高度和宽度应等于 1.4倍管壁1 學度,见图7。
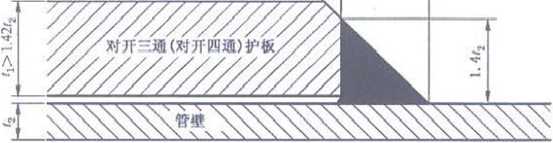
图7环向填角焊缝焊角尺寸(护板厚度大于1.4倍管壁厚度)
10.2.9开孔短节焊接
10. 2. 9. 1应按焊接工艺规程施焊。
10.2.9.2补强圈的尺寸应执行JB/T 4736规定,并进行计算和校核。
10. 2. 9. 3带补强圈开孔短节的焊道顺序见图8,焊接顺序见图9。
10. 2. 9. 4不带补强圈的开孔短节焊接顺序见图IOo

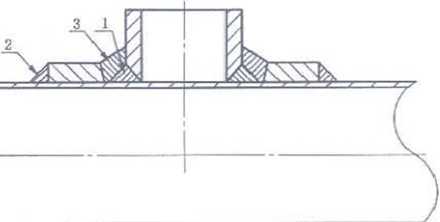
图8带补强圈开孔短节的焊道顺序
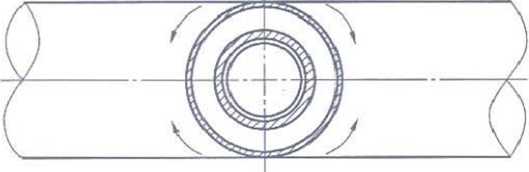
图9带补强圈开孔短节的焊接顺序
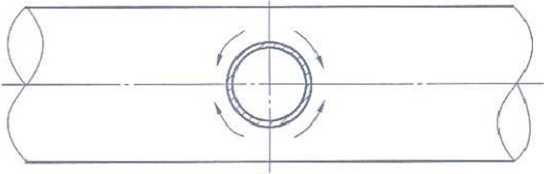
图10不带补强圈开孔短节的焊接顺序
10.2. 10焊接质量检验
宜有焊接记录,参见附录Do焊缝检验的方法可釆用渗透探伤、磁粉探伤或超声波探伤或两种方法 的组合。焊接接头的检验、缺陷的清除和返修应执行SY/T 4103的规定。
10.2. 11开孔孔径大于DN 500,宜加防胀圈。
10.3安装要求
10.3. 1刀具的安装
中心钻提取鞍形板装置应工作可靠。刀具结合器与开孔机主轴之间的锥度联接不应有任何松动。 测量筒刀与开孔结合器内孔的同轴度,控制在Imm以内。
10. 3.2封堵头的安装
10. 3.2. 1塞式封堵头的安装:压板螺栓应均匀紧固,封堵皮碗不应重复使用。
10. 3. 2. 2筒式封堵头的安装:橡胶密封件应粘接牢固,调整杆应转动灵活,橡胶密封件不应重复使用。
10. 3. 2.3折叠式封堵头的安装:应对折叠板拉杆进行调节,封堵皮碗压板螺栓应均匀紧固,封堵皮碗 不应重复使用。
10. 3.2.4囊式封堵头的安装:检查挡板的灵活性,密封囊应完好并不应重复使用。
10. 3.3夹板阀的安装
10. 3. 3. 1夹板阀应在关闭状态下吊装。
10. 3.3.2内旁通应关闭。
10.3.3.3应測最夹板阀内孔与对开三通(对开四通)法兰内孔的同轴度,同轴度误差不应超过1 τnm0
10. 3. 4开孔机与开孔结合器、封堵器与封堵结合器应竖宜安装和拆卸。
10. 3.5旁通管路的要求
10. 3. 5. 1根据管道工艺条件要求,确定旁通管路的材质及管径。
10. 3. 5. 2旁通管路的焊接应有焊接工艺规程,应对焊縫进行无损检测O
10. 3.5. 3应在旁通管路高点安装排气阀,低点安装排污阀,并在适当位置安装压力表。
10. 3.5.4旁通管路应支撑固定,保障管线平稳运行。
10. 3.6塞堵的安装
10. 3. 6.1调整塞堵结合器内中心顶杆的伸出长度。
10. 3. 6.2应检查塞堵的方向,确保鞍形板的方向与管道方向一致。塞堵安装完成后,开孔机主轴应全 部收回。
10.3.6.3开孔时切下的鞍形板应随塞堵装回管道。鞍形板装回管道前应清边,清边后鞍形板外径宜 比开孔孔径小15 mm~30 mmO
10.3.7尺寸测量
相关设备组装完成后,应测量并记录设备的安装尺寸,计算开孔、封堵、下塞堵的操作尺寸,采用塞 式封堵头方法的尺寸测量见附录Ee
10.4开孔作业
10. 4. 1 试验压力
10.4. 1. 1开孔前应对焊接到管道上的管件和组装到管道上的阀门、开孔机等部件进行整体试压,试验 压力宜等于管道运行压力,最髙不应超过管道运行压力的1∙1倍,并填写开孔作业检查表,见附录F。
10.4. 1.2关闭夹板阀,卸去开孔结合器的压力,验证夹板阀的密封性,若密封良好,进行下道作业;若 泄漏,应进行检修更换。
10.4.2开孔
10.4.2. 1开孔前,应打开开孔结合器上的排气阀,当排气完毕后关闭排气阀,然后开孔。
10.4.2.2开孔时,当开孔机切削到预定尺寸后,停机,然后以手动操作开孔机使开孔刀前进5 mm~ 10 mm,确认孔完全被开透,方可上提刀具。
10. 4.2.3开孔完成后将刀退出,关闭夹板阀,卸放压力。然后排出开孔结合器内的介质,拆卸开孔机。 具体内容执行API 2201规定。
10.5旁通管路投用
旁通管路安装完成后,用运行管道内介质导通旁通管路。
10.6封堵作业
10. 6. 1封堵作业期间不应清管、调整管道运行参数。
10. 6.2液体管道带压封堵时的介质流速不应大于2. 5 m∕s,气体管道带压封堵时的介质流速不应大 于 5 m∕sβ
10. 6.3封堵设备吊装到夹板阀上之前,确认封堵头的封堵方向为被封堵管段。
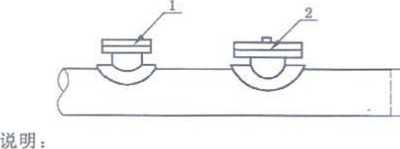
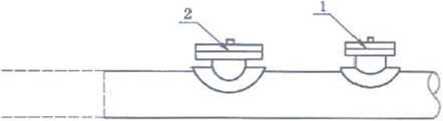
10. 6.4下封堵时应先下下游封堵头,后下上游封堵头。
10. 6.5封堵效果的验证
打开平衡孔降压,压力降为零,观察5 min,若封堵隔离段管道压力没有回升,则封堵成功,并填写 封堵作业检査表,见附录G。
10.7介质排放
10.7. 1应采用防爆设备排放管道介质。
10.7.2应对封堵隔离段进行惰性气体的置换。
10.8 断管作业
10.8. 1应采用机械方法断管。
10.8.2断华
10.9管道世
10.9. 1 按#
10.9.2焊嗟
10. 10封堵
10. 10. 1 封
10. 10.2 应
10. 11解除
10. 11.1对 头,后提
下游封堵头。I
10. 11.2 囊鈿
10. 12拆除旁'
10. 12. 1
10. 12.2
10. 12.3
对管道整飛 对管道備? 对长距离矗:,
齿应先提
囊,后提
的订燃气体的旁通管路,宜将旁通管路内的介质敢必
拆除,宜采用机械方法断管。如釆用氧诙J切
f驴油鎌车中。 為气置换。
应采取安全保护
措施。 /
10. 13 下塞堵作业
io. 13.1下塞堵作业期间管道运行参胸扁®
10. 13.2应在开孔机和夹板阀的上阀板上安装压力表,并进行压力监控。
10. 13.3操作过程中,应先用夹板阀的内旁通平衡压力,再打开外平衡管路阀门。
10. 13.4塞堵到位后,伸出卡环并确认卡环圈数。
10. 13.5确认塞堵安装完毕后,应先脱离主轴,并将主轴上提25 mm,之后验证塞堵密封效果。
10. 14取塞堵作业
10. 14. 1首先应取压力平衡孔的塞堵,然后安装压力表,确认管道运行参数。
10. 14.2取塞堵时开孔机上宜安装助力器。
10. 15安装盲板
10. 15. 1安装前,应对盲板的密封面、密封垫片进行外观检査,不应有缺陷。
IO- 15.2螺栓应对称紧固。
10. 16防腐及地貌恢复
10. 16. 1三通等管件应按原管道防腐等级进行防腐。
10. 16.2对于埋地管道,待防腐层固化后按规定再进行土方回填,并做好地貌的恢复。地貌恢复后,应 在地面上埋设标志桩。
11健康、安全、环境
11.1作业前应进行风险识别、评
11.2健康监护
11.2. 1
11.2.2
11.2.3
11.2.4
应急预案
所有施工人员, 直接从事 施工人 施工必
、伊征工作业人员应定期进行职业病检査 黑稚理条件应满足工作性质要求。 店安全、卫生,并应做好地方病的防治工作。
11.3安全&
11.3. 1 施 j
11.3. 1. 1 J
勺安全
IE人员应配戴防静电劳动防护用品; 呼吸器官有害的作亜升境里,施7:人J 眼睛、皮肤有害的作业环境里,施工
!裁防翰具等如动防护' 芷配戴窿护:眼镜、面罩、「
等劳动防护
11.3
1L3
11.3
11.3
11.3
11.3
11.3
11.3
11.3
11.3
1
1
1
2
2
2
2
2
3
3
'W季 _
却5⅜及険内容执行SY 6444规定。
施
开挖楸坪女应根据土质情况决定边坡坡度,必要时,釆取防:
:施工赢廖禽
施工现场i翱贋 施工现场用&舄
施工作业的安全
雷雨天不应进行露天封堵作亚:
1
2 3
4
防要求配置消防设施和消防器具,保勤 X戒区,并在明显位置设置安全攝顷?
11.3. 3.2
每个流程切换前,应先进行置换。置换设备应具有防爆功能。
11.3.3.3
动火和断管作业不应同时进行O
11.3.3.4
断管前应将断管位置两侧管道作好接地。
11.3. 3.5
11.3. 3. 6
现场动火作业前应进行可燃气体检测,动火全过程应有专人监护。
现场吊装作业、焊接作业、高空作业应执行SY 6516规定。
11.3.3.7对接焊缝、环焊缝可燃气体管道的封堵作业宜安装隔离囊,隔离囊距离焊接部位应至少1 m
以上。
11.4环境保护
11.4. 1封堵作业过程中产生的管道介质应按业主的要求进行处理。
11.4.2对液体输送管道,在施工作业中宜在断管底部安放集液箱。
11.4.3对可燃气体输送管道,在施工作业中宜对旁通管路内介质进行放燃。
11.4.4施工作业完成后,应清理施工作业现场,将废弃物进行分类处理。
12竣工技术资料
竣工后,提供以下竣工技术资料:
a) 开工报告,
b) 主要材料证书;
C) 施工记录表;
d) 管件焊接记录;
e) 焊接探伤报告;
f) 隐蔽工程验收记录;
g) 竣工图;
h) 施工总结;
i) 竣工验收证书。
附录 A
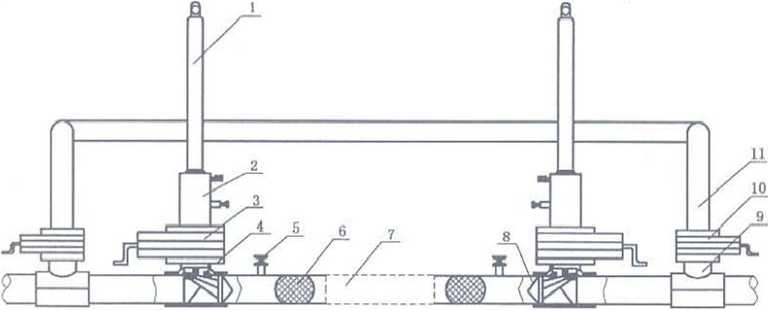
(资料性附录) 管道不停输机械封堵作业工艺
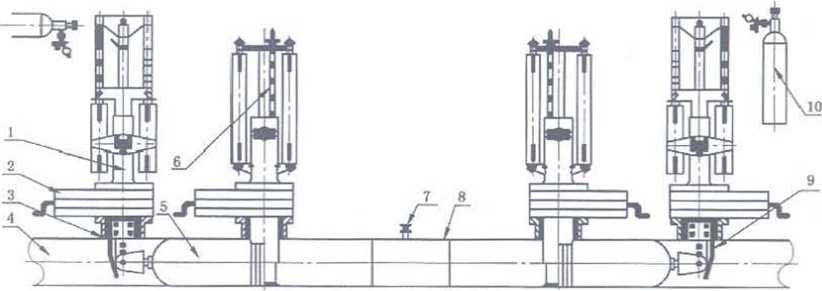
A. 1工艺流程见图A.1。
|
说明: | |||||
|
1—— |
-封堵器; |
5— |
一压力平衡短节; |
9 — |
一旁通三通; |
|
2—— |
-封堵结合器; |
6— |
—隔离囊(墙); |
10— |
--旁通夹板阀 |
|
3—— |
-封堵夹板阀; |
7— |
一维修改造管段; |
II- |
旁通管路。 |
|
4—— |
-封堵三通; |
8— |
一封堵头; | ||
图A. 1管道不停输机械封堵工艺示意图
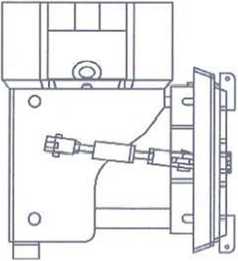
A.2部件参考图见图A.2∙
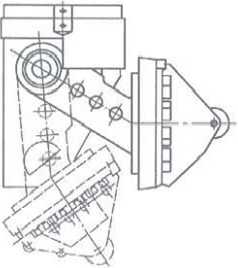
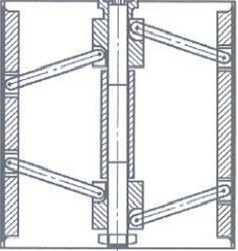
a)塞式封堵头
b)折聲封堵头
C)简式封堵头
图A.2主要封堵部件示意图
d)开孔结合器(封堵结合器)


A.3竣工图见图A.3o

说明:
1— 旁通三通;
2— —封堵三通;
3— —压力平衡短节;
4— 抢修、维修、改造管段•
图A.3抢修、维修、改造竣工图
附录B
(资料性附录)
管道囊式封堵作业工艺
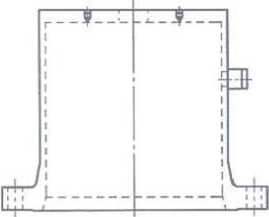
B. 1工艺流程见图B. Ie
说明:
1— —送取囊装置;
2— —夹板阀;
3 --法兰短节总成;
4 --介质;
5— —密封囊;
6— 档板装置;
7— 排油短节;
8— —维修改造管段;
9--压力管道;
10--氮气瓶。
图B. 1囊式封堵状态示意图
B.2竣工图见图B. 2。
1—送取囊装置用法兰短节F
2——挡板装置用法兰短节.
图B.2抢修、维修、改造竣工图
附录C
(资料性附录) 管道调查表
表C.1给出了管线调查阶段应填写参数。
表C. 1管道调査表
建设单位名称: 年 月 日
|
施工要求、目的: | ||||||||||
|
作业地点描述(作业点位置、地形地貌、水文、道路及周边环境 | ||||||||||
|
管道参数 | ||||||||||
|
管道外径 |
管道壁厚 |
管道类型(螺旋直缝无缝) | ||||||||
|
管道材质 |
设计压力 |
管道建设日期 | ||||||||
|
管道运行参数 | ||||||||||
|
输送介质 |
运行压力 |
运行温度 |
流 量 | |||||||
|
介质流速穏定性 |
施工季节允许停输时间 | |||||||||
|
介质参数 | ||||||||||
|
凝固点 |
黏度 |
沸点 | ||||||||
|
露点 |
介质组成成分 |
化学特性 | ||||||||
|
爆炸下限 |
爆炸上限 |
对人伤害程度 | ||||||||
|
管道清管情况 | ||||||||||
|
是否定期清管 |
清管器形式 |
清管周期 | ||||||||
|
管道开孔、封堵作业情况 | ||||||||||
|
是否进行过管道开孔、封堵作业 |
施工时间 | |||||||||
|
开孔、封堵作业有无异常: | ||||||||||
|
联系方式 | ||||||||||
|
联系人 |
联系电话 | |||||||||
|
传真 |
| |||||||||
|
通讯地址: |
邮政编号: | |||||||||
|
填写人(签字): 单位盖章: | ||||||||||
附录D
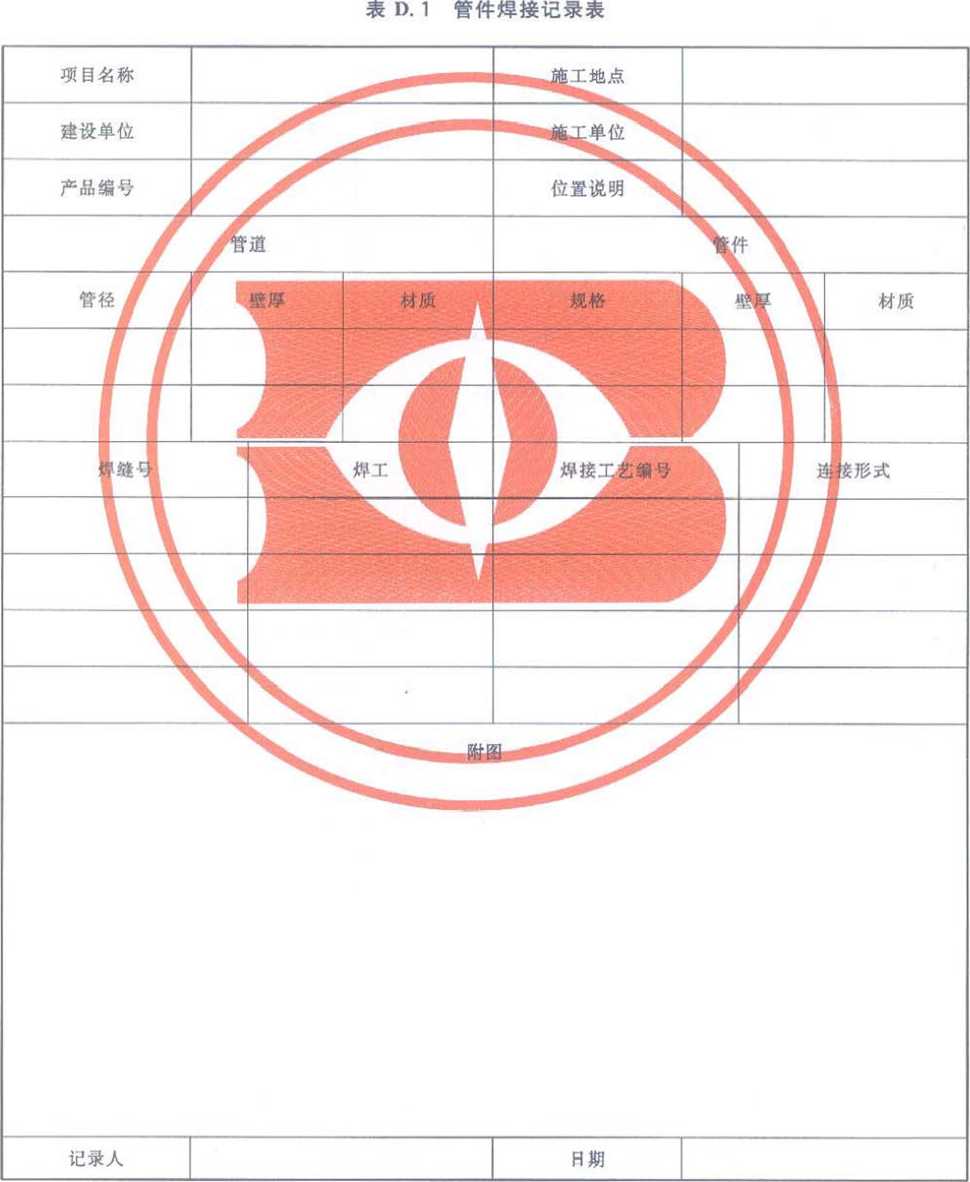
(资料性附录) 管件焊接记录
表D.1给出了管件焊接时应记录的各种参数。
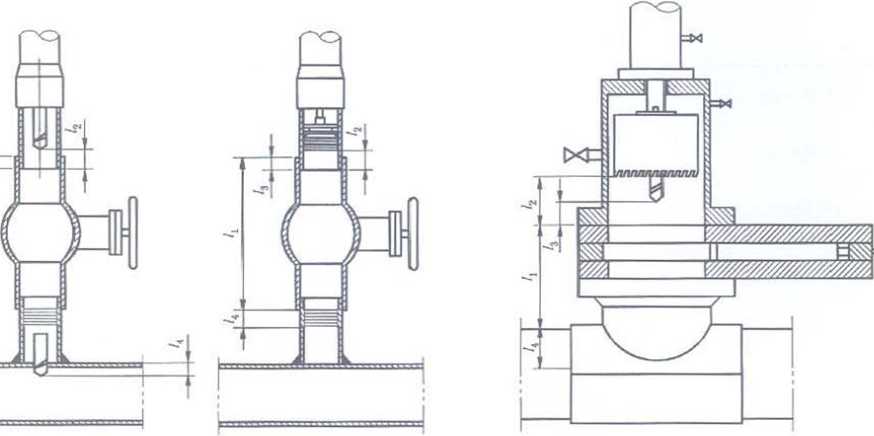
附录 E
(规范性附录)
开孔、封堵、下塞堵、取塞堵尺寸记录和计算要求
开孔 —游
开孔(压力平衡)—游 下塞堵(压力平衡)—游
|
名称 代号 |
尺寸∕mm |
|
Z1 | |
|
IZ | |
|
6 | |
|
总尺寸 | |
|
总尺寸=,】+厶一4+ Λ | |
|
名称 代号 |
尺寸∕mm |
|
Zl | |
|
Ii | |
|
Za |
- |
|
/< | |
|
第一尺寸 | |
|
总尺寸 | |
|
第一尺寸=A ÷。一 Z3 | |
|
总尺寸=第一尺寸+ h | |
|
名称 代号 |
尺寸∕mm | |
|
封堵孔 |
旁通孔 | |
|
Zi | ||
|
h | ||
|
Z3 | ||
|
Λ | ||
|
第一尺寸 | ||
|
总尺寸 | ||
第一尺寸=Z.+Z5
总尺寸=第一尺寸+Zj-⅛+ I, (Λ为鞍形板切割尺寸)
图E. 1开孔、下塞堵(压力平衡孔)尺寸记录和计算要求
记录和
尺勺-I-ZZ+Z3
下封堵
|
名称Γ 代号I |
尺寸 | |
|
Zzr |
— |
ZZZZ |
|
\ |
I ― | |
|
ZZzJ |
-- | |
|
总尺寸 | ||
|
总尺寸=,】 | ||
下塞堵
|
:称 |
H |
Lmm | |
|
E |
旁通孔 | ||
|
Zl |
ΣJ |
o | |
|
Z2 |
刀 | ||
|
______ %」 |
JLL | ||
|
总尺寸丄 |
tr |
二 | |
取塞堵(压力平衡) —游
|
名称 代号 |
尺寸∕mm |
|
Λ | |
|
Z2 | |
|
⅛ | |
|
Λ | |
|
h | |
|
第一尺寸 | |
|
总尺寸 | |
|
第一尺寸= 4+4 一厶 | |
|
总尺寸=第一尺寸+丄+厶 | |
图E.3取塞堵尺寸记录和计算要求
附录F (资料性附录)
开孔作业检验
表F. 1给出了开孔作业时应检査的各种参数。
表F. 1开孔作业检验表
|
项目名称 |
施工地点 | ||||||||
|
建设单位 |
施工单位 | ||||||||
|
开孔位置说明 |
开孔机型号/设备编号 | ||||||||
|
管道规格 |
运行参数 | ||||||||
|
管径 |
材质 |
壁厚 |
介质 |
压力 |
温度 | ||||
|
开孔参数 | |||||||||
|
刀具规格 |
第一尺寸 |
开透尺寸 |
开孔机转速 | ||||||
|
开始时间 |
终止时间 | ||||||||
|
有无异常情况及原因分析和处理办法 | |||||||||
|
记录人 |
日期 | ||||||||
附录G
(资料性附录) 封堵作业检验表
表G.1给出了封堵作业时应检查的各种参数。
表G. 1封堵作业检验表
|
项目名称 |
施工地点 | |||||||
|
建设单位 |
施工单位 | |||||||
|
封堵位置说明 |
封堵器型号/设备编号 | |||||||
|
管道規格 |
运行参数 | |||||||
|
管径 |
材质 |
壁厚 |
介质 |
压力 |
温度 | |||
|
封堵参数 | ||||||||
|
封堵头规格 |
到位尺寸 |
开始时间 |
终止时间 | |||||
|
封堵效果说明 | ||||||||
|
有无异常情况及原因分析和处理办法 | ||||||||
|
记录人 日期 | ||||||||
LLOZlgln08cxl
中华人民共和国
国家标准
钢质管道带压封堵技术规范
GB/T 28055- 2011
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(IOooI3) 北京市西城区三里河北街16号(100045)
网址 WWW. spc. net. Cn
总编室:(010)64275323 发行中心:(010)51780235
读者服务部s(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销 开本880X1230 1/16 印张1.75 字数45千字
2012年5月第一版2012年5月第一次印刷
II
*
书号:155066 • 1-44510 定价 27.00 元
如有印装差错由本社发行中心调换 版权专有侵权必究
举报电话 ≡(010)68510107