ICS 53. 020. 30
J 80
GB/T 20947—2007/1SO 3077:2001
起重用短环链
T级(T、DAT和DT型)高精度葫芦链
Short-Iink Chain for Iifting PUrPOSeS— Grade T(types T9DAT and DT) 9fine-tolerance hoist Chaill
(ISO 3077 ≡2001,1DT)
2007-06-25 发布
2007-11-01 实施
中华人民共和国国家质量监督检验检疫总局卷布 中国国家标准化管理委员会发布
GB/T 20947—2007/ISO 3077:2001
本标准等同釆用国际标准ISO 3077:2001«起重用短环链 T级(T、DAT和DT型)高精度葫芦 链》(英文版)。
本标准等同翻译ISO 3077:2OOlO
为了便于使用,本标准做了下列编辑性修改:
一—“本国际标准”一词改为“本标准”;
——用小数点".”代替作为小数点的逗号“,”;
——删除国际标准前言;
——对ISO 3077:2001中引用的其他国际标准,有被釆用为我国标准的,用我国标准代替相应的国 际标准,未被采用为我国标准的直接引用国际标准。
本标准的附录A、附录B为规范性附录,附录C为资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国起重机械标准化技术委员会(SAC/TC 227)归口 O
本标准负责起草单位:杭州武林机器有限公司、杭州现代起重机械制造厂。
本标准参加起草单位:浙江双鸟机械有限公司、南阳市起重机械厂、浙江安吉长虹制链有限公司。
本标准主要起草人:吴杰、周国良、陈绍荣、楼建忠。
本标准为首次制定。
起重用短环链
T级(T、DAT和DT型)高精度葫芦链
1范围
本标准规定了手动葫芦或动力驱动环链葫芦用T级(TʌDAT和DT型)高精度葫芦链的要求"。
本标准适用于名义尺寸范围为3 Inm〜22 mm的圆钢电焊短环链,其热处理和试验按GB/T 20946 规定的验收总则。
注:DAT或DT型以外的T型链条,不仅可用于环链葫芦,也可用于其他起重设备。手动葫芦专用的TH和VH 级链条将在其他标准中规定。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 20946 起重用短环链 验收总则(GB/T 20946—2007 , ISO 1834 : 1999,1DT)
GB/T 4340. 1金属维氏硬度试验 第1部分:试验方法(GB/T 4340. 1—1999,eqv ISO 6507-1: 1997)
GB/T 16825. 1—2002静力单轴试验机的检验 第1部分:拉力和(或)压力试验机测力系统的检 验与校准(ISc) 7500-1:1999,1DT)
ISO 643钢铁素体或奥氏体晶粒度显微金相测定法
ISO 4301-1起重机和起重机械 分级 第1部分:总则
ISO 4965轴向负荷疲劳试验机动态力校准应变标距法
3 术语和定义
GB/T 20946确立的以及下列术语和定义适用于本标准。
3. 1
计量长度 gauge Iength
规定环数的链条节距长度。
4验收总则
链条应完全符合GB/T 20946及本标准的要求。
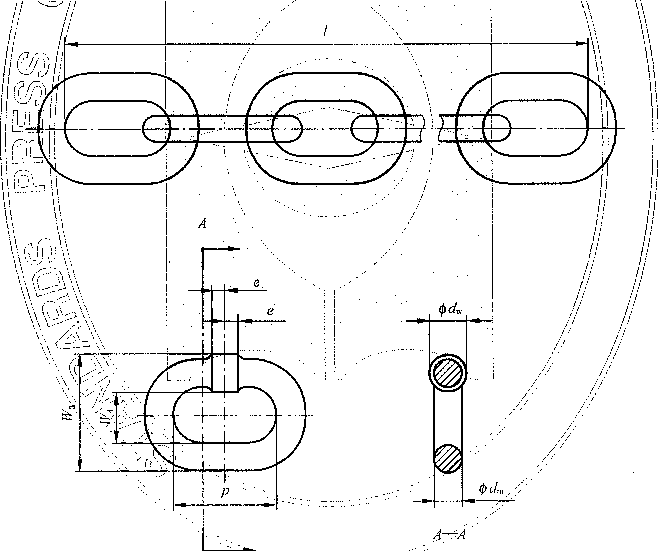
5 尺寸(见图1)
5. 1名义尺寸(4)
优选的名义尺寸见表1。采用其他名义尺寸时,按照附录A中提供的尺寸和公差要求进行计算。
5.2材料直径和公差
材料直径的定义和测定方法按照GB/T 20946,而公差则按附录A提供的计算原理进行计算。
优选的名义尺寸的材料直径公差应按表1规定。所有其他名义尺寸的材料直径公差应遵照A. 1
D DT和DAT型链条的表面硬度比芯部硬度更高,可提供更高的耐磨性,且仅用在动力驱动的环链葫芦上。
进行计算。
5.3 节距和宽度
如图1所示单环节距和宽度的尺寸和公差,应按附录A. 2计算。
多环节距的公差应按附录A. 2计算,并以11环为一个计量长度。
优选的名义尺寸所对应的尺寸和公差列于表lɑ
链环名义节距Al以3九为基础,其中dn是链条名义尺寸。它可以变动到最大值3. 2Jno链环名 义节距Pn应符合附录A的规定。
5.4焊缝直径
焊缝处任何截面的最大直径不应超过1.08爲。一一一
优选的名义尺寸所对应的焊缝最大直径应按表1的规定。焊缝处的钢材直径在任何截面均不得小 于邻近焊缝处的钢材实际直径。—「
5.5焊接影响长度
焊接影响长度在链环中心一的任何一侧均不得超过0.6爲(见图1)。 .
表1优选尺寸 単位为毫米
|
尺寸 I |
f 节距 |
U宽度 |
计量长度L I IE■ |
焊缝直径 | ||||||
|
名义 d∙n |
公差// " |
「"义 |
公差’ |
内宽Wj IlJlIimin |
外宽讦L .:maX |
3义 |
■ '∙. ɪɪ |
ma X | ||
|
3 |
+ 0. Irf |
Al 9 |
+ 0. 18 「0 • ! |
3.-6 -- |
:99 |
面5 L :\ W Vo H |
3. 3 | |||
|
4 |
+o.∣0Af |
J 12 |
+ 0. 25 • 0 二"_ |
- -£8 |
^Γ3.'6 |
..!132 |
+*6 |
! d |
4. 3 | |
|
5 |
+ 0.1 |
1I 15 |
+ 0. 3 |
6 |
卩65 |
+r . 0 , ;/ / |
5. 4 | |||
|
6. 3 |
+o. 2 V^y |
T∣ 19 |
7. 2 |
z×20.∙4 . |
209 |
,∙∕ ʃ/ H/1 •‘/ ■-/ .■7 0 //' ____-j______2_____ |
6. 5 | |||
|
7. 1 |
+ 0. 3 § |
B |
23.8 |
231 |
- j—. nι∙r Z ∕/ 0 ■'/ |
7. 6 | ||||
|
8 |
+ 0. 3 |
I⅛⅛" 次丢亨彳気, |
+ 0. 5 I 0 |
§ &… |
27. 2 |
264- |
-⅛'1. 3 -O |
8. 6 | ||
|
9 |
+ 0.4 |
27 |
+ 0.5 0 |
10. 8 |
30. 6 |
297 - |
/ +1.4 0 |
9. 7 | ||
|
10 |
±0. 4 |
30 |
+ 0. 6 0 |
12 |
34 |
330 |
+ 1. 6 0 |
10. 8 | ||
|
11. 2 |
士 0.4 |
34 |
+ 0. 7 0 |
.............. 13. 2 |
......■■ ■ 37. 4 |
374 |
+ 1. 8 0 |
11. 9 | ||
|
12. 5 |
±0. 5 |
38 |
+ 0. 8 0 |
14. 4 |
40. 8 |
418 |
+ 2.0 0 |
13 | ||
|
13 |
±0. 5 |
39 |
+ 0. 8 0 |
15. 6 |
44. 2 |
429 |
+ 2. 1 0 |
14 | ||
|
14 |
+ 0. 6 |
42 |
+ 0. 8 0 |
16. 8 |
47. 6 |
462 " |
+ 2. 2 0 |
15. 1 | ||
表1 (续) 单位为毫米
|
尺寸 |
节距 |
宽度 |
计量长度 n×pn |
焊缝直径 | ||||
|
名义 d n |
公差 |
名义 Pn |
公差a |
内宽叽 min |
外宽W3 max |
名义 |
公差a |
d∙w max |
|
16 |
+ 0. 6 |
48 |
+ 0. 9 0 |
19. 2 |
54. 4 |
528 |
+ 2.5 0 |
17. 3 |
|
18 |
士O. 9 |
54 |
+ LO 0 |
21. 6 |
61. 2 |
594 |
+ 2. 9 0 |
19. 4 |
|
20 |
士 1 |
60 |
"'0 |
24 |
_____ 68 |
660 |
+ 3. 2 0 |
21. 6 |
|
22 |
+ 1.1 |
6"( |
+ L3'" 技七 |
26. 4 |
74. 8 |
726 |
+ 3. 5 0 |
23. 8 |
玳:表中给出了名义同嶼有的优选尺寸,其计算和圆整按熙附录A的公式并以名:义节距3dn为基础。采用 其他名义尺寸舅皈顿WA中提供的尺寸和公切求进行计算,以:“/.为LwI "iM* Z节距可变动到最大 值3. 2dπ ,但験符車侖■录A规定的公差,
a对单环和标盧痛*度,公F.通常被分成•書总和
I——多环节距长度;
P——节距(内长);
dm——非焊缝处测得的材料直径;
儿一一焊缝处测得的材料直径;
e——链环中部任何一侧的焊接影响长度;
W3——焊缝处的外宽;
W4——焊缝处的内宽。
图1链环和链条尺寸
6材质和制造
6. 1材质
6. 1. 1制造商的责任
制造商有责任按6. 1.2〜6. 1.5的规定选择钢种,以便经适当的热处理后的成品链条能满足本标准 规定的机械性能。
6. 1.2 钢种
钢材应由电炉或氧吹转炉冶炼而成。
6. 1.3脱氧
钢材应为镇静钢,并应经合适脱氧工艺,以便按ISO 643进行试验时,达到奥氏体5级晶粒度或更 细的品级。
6. 1.4化学成分
钢材应含有足量的合金元素,以便按照6. 2进行热处理的成品链条不仅符合本标准规定的要求,而 且具有低温韧性和足够的冲击韧性。钢材应含表2中给岀最小百分比的镣,并至少含有表2中给出的 最小百分比的其他合金元素之一。
为使链条在使用期间稳定,防止老化脆断,钢材应至少含有0. 025 %的铝。
钢材的硫和磷含量不应超过表3的限定值。
表2化学成分
|
元素 |
熔炼分析时的最低含量/% | ||
|
T |
DAT |
DT | |
|
镣 |
0. 40 |
0. 7 |
0. 9a |
|
铭 |
0. 40 | ||
|
钥 |
0. 15 | ||
|
a较高的表面硬度和/或较深的渗碳层就要求较高的镣含量以避免脆性。___________________ | |||
表3硫和磷含量
|
元 素 |
最大含量/% | |
|
熔炼分析 |
检验分析 | |
|
硫S |
0. 020 |
0. 025 |
|
磷P |
0. 020 |
0. 025 |
|
合计S+P . |
0. 035 |
0. 045 |
6. 1.5成品状态
在棒材、线材或成品链环上进行检验分析时,提供给制造商的成品钢材应符合6. 1. 2-6. 1. 4的 要求。
6.2热处理
所有类型葫芦链在经受制造验证力检验前,都应在高于Ac’点的温度进行淬火或渗碳淬火,以及回 火处理。
6.3 极限工作载荷(WLL)
对所有类型链条的优选名义尺寸,其极限工作载荷以附录A的计算原理为基础进行计算后列于 表4中。未包含在表4中的名义尺寸,其极限工作载荷应按附录A进行计算。
表4极限工作载荷(WLL)
|
名义尺寸 drl ∕mιπ |
链条类型 | ||
|
T |
DAT |
DT | |
|
极限工作载荷(WLL)∕t | |||
|
3 |
0. 28 |
0. 22 |
0. 14 |
|
4 |
0. 5 |
0. 4 |
0. 25 |
|
5 |
0. 8 |
0. 63 |
0.4 |
|
6. 3 |
1. 2 |
1 |
0. 63 |
|
7. 1 |
1. 6 |
1. 2 |
0. 8 |
|
8 |
2 |
1. 6 |
1 |
|
9 |
2. 5 |
2 |
1. 25 |
|
10 |
3. 2 |
2. 5 |
1. 6 |
|
11. 2 |
4 |
3. 2 |
2 |
|
12. 5 |
5 |
. 4 |
2. 5 |
|
13 |
5. 3 |
4.2 |
2. 6 |
|
14 |
6 |
5 |
3 |
|
16 |
8 |
6. 3 |
4 |
|
18 |
10 |
8 |
5 |
|
20 |
12. 5 |
10 |
6. 3 |
|
22 |
15 |
12. 5 |
7. 5 |
|
平均应力/(Wmm2) |
200 |
160 |
100 |
为特定用途而选择名义尺寸时,应考虑动力驱动环链葫芦作用于链条上的附加应力,因此应按
附录B计算。
6.4机械性能
6. 4. 1制造验证力(MpF)
所有链条应经受按照附录A计算的制造验证力。优选的名义尺寸对应的制造验证力见表5。
注:计算公式和圆整法见附录A。
6. 4.2 破断力(BJF)和总极限伸长率(A)
成品葫芦链试样的破断力应至少达到按附录A计算出的数值。优选的名义尺寸对应的破断力见 表5。
静拉伸试验后,其最小总极限伸长率应符合表6中的值。
表5 制造验证力(MpE)和破断力(BF)
|
名义尺寸 dn / mm |
制造验证力(MPF)/kN min |
破断力(BF)∕kN min |
|
3 |
7. 1 |
11.3 |
|
4 |
12. 6 |
20. 1 |
|
5 |
19. 6 |
31.4 |
|
6. 3 |
31. 2 |
49. 9 |
|
7. 1 |
39. 6 |
63. 3 |
|
8 |
50. 3 |
80.4 |
GB/T 20947—2007/ISO 3077:2001
表5 (续)
|
名义尺寸 cln∕ mm |
制造验证力(MpF)/kN min |
破断力(BF)∕kN min |
|
9 |
63. 6 |
102 |
|
10 |
78. 5 |
126 |
|
11. 2 |
98. 5 |
158 |
|
12. 5 |
123 |
196 |
|
13 |
一.133 |
212 |
|
14 |
154 |
246 _______i............... |
|
16 |
一「201 | |
|
18 W |
_____ 2 ___________ |
4。7______ |
|
20 C二 |
____________ 314 |
503 • ∙._____ |
|
22 |
` 380 |
________________θθ8________________ |
表6 总极限伸长率、弯曲度和表面硬度
|
"二∙,7∕ 链条类型 \ "~T~* -U ff 岳玆錢k絲褥絲⅜⅞絲?ξ⅜⅜¾⅛⅛∙'.辭韻度",.................、”~⅜*¾⅛⅜;盖沁¾⅛⅜¾X⅜⅜⅜⅛絲%⅞⅝⅜⅞". .......................⅝⅜--— | |
|
丄乙脅兹 j 侦囈移⅜feβ磁薯潔讓 W !I T : DAT |
DT |
|
总极限伸长率AWynn ' 10 Γ^ 10 ⅛ |
% 5 |
|
挠度 r min .. ■ J~~ 0. 8dn | H |
rb S |
|
表面硬度C min ■ • !; dn<C7 mm, HV5 [ ; `. 360 一 , §00 7 mm≤ Jn≤14 mι⅛7^H'V∣0 ■, 6∕11>14 mm5HV10¾「 ,360 " |: |
I I I 550 ! i 550 /:/ 500 |
|
' H 除的原始内的规定f b 见 6. 4. 3o '"r?L j C 测量点见 7.4。「____. i ," |
/7 |
|
6.4.3 弯曲度 、.^ • ' |
T型单环试样压弯至表$规定的最小挠度时,应无可见缺陷。
DAT和DT型的单环试样,应承受6. 3所给的链条极限工作载荷的2. 5倍的力(F。)无断裂。表面 裂纹或可见缺陷不能认为是断裂。'
6.4.4表面硬度
所有类型链条在图3所给三个测量点中每个点的表面硬度都应至少等于表6规定的值。
6.4.5硬化层深度
当按照7.5规定的试验进行测量时,DAT和DT型葫芦链的硬化层深度都应在表7给定的与名义 尺寸dn有关的限值内。
表7渗碳深度
|
基本直径 dn∕mm |
链条类型 | |
|
DAT |
DT | |
|
<8 |
O. 03tZn 〜。,056Zn |
O. 03dn ~0・ 06dn |
|
≥8 |
0. 02 Jn ~0. 04Jn |
O. 03drι~0. O5CZn |
对dn<8 mm的DAT型葫芦链和所有尺寸的DT型葫芦链,硬化层深度分别在0. 02d11〜0.03% 和0. 0256Zn-0.03Jn时,按照7. 5进行表面硬度测量,允许超过表6中相关硬度值至少50。
6. 4.6疲劳强度
DAT和DT型葫芦链应在7. 6规定的应力范围内经受至少2XIO6次循环而无破坏。
7安全要求验证
7. 1链段长度和取样
试样应从200 m长的链段中选取。链段剩余部分应视为单独的链段。对DAT和DT型,如果每 一炉链条的批量小于200 m,都应视为一个链段。试样应按GB/T 20946的规定选取。
7.2制造验证力、破断力和总极限伸长率
7. 2. 1静拉伸试验
静拉伸试验的试验机和试验程序应符合GB/T 20946的规定。
7. 2. 2. 2和7. 3. 1规定的试验用设备应符合GB/T 16825. 1—2002中1级的要求。
7. 2.2 验收准则""注/
7.2.2. 1制造验证力MpF
所有链条都应/经受6.4. 1中规定的制造验证力。
7. 2. 2. 2 破断力/WF和总极限伸长率A
在静拉伸试鹼后,应满足6. 4.2中的要求.
7.3 弯曲度'ιi
7. 3. 1弯曲试O)H
试验设备禾谚*应符合GB/T 2∩9.Ki的规定
T型单环试样应达到表6给出的挠度如图2所示。I)A丁和
卜试样应承受相应的载
DT型的单
荷FO O卸载后,试样环应经胜任昔检验a
如有必要,弯曲试骑IIi的長Im涂层可以沾除以确保楡验C
7. 3.2验收准则
弯曲试验后•应满足'.:;的要求。
7.4硬度试验 '「.、
- :: : Λ
表面硬度试驼的试样装皐W按(溟丁 "中对相匂连条尺寸的规定,并且每个试样应有三个单 环组成。
每个试样环W按(;BT ∙13h)∙ .I辺行左仙硬度试驼.按图3所示的三个点测量。
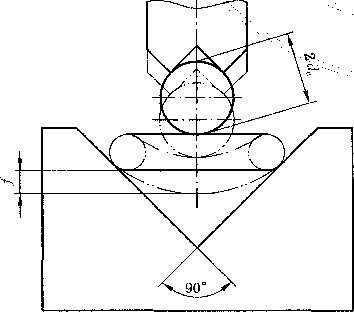
图2弯曲度y
图3硬度试验测量点
GB/T 20947—2007/ISO 3077:2001
链环应专门挑选,确保不因链环表面的不平而影响测量的正确性。每个测量结果应符合6.4.4的 要求。
7.5硬化层深度的测定
从每种类型和尺寸的链条的初始产品中选取的3个试样应进行芯部硬度试验和硬化层深度测定。 如果它们的化学成分、渗碳状况或热处理后的变化超出制造要求,应另取3个试样重新试验。
3个单独试样环中的每个环应从链环的弧顶切开(如图4所示),以便在链环中心线上标识的内弧 面上测试。每个试样应安装在坚固的金相塑胶上,其表面粗糙度不低于6 μmo
胜任者应按GB/T 4340. 1的程序在内弧面上采用5 N的测试力进行维氏硬度测试。纵向和横向 的试验压印距离要仔细选定以便获得每个精确的硬度点。芯部的测量应直至硬度无明显变化为止。
在曲线上应建立相当于超过芯部硬度估算值20的水平线作参考线。这个参考线和硬度曲线的交 叉位置就是硬化层深度的位置。
芯部硬度的估算值可在离外表面3×0.06 Jn的位置上测量。
每次硬化层深度测定应符合6. 4. 5的要求。
A
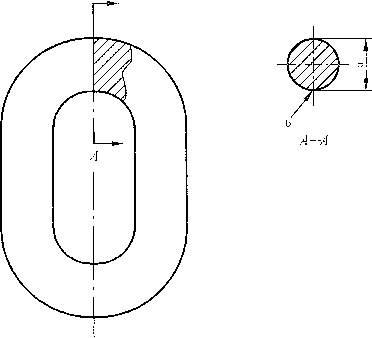
a被测位置的直径。
b内弧面。
图4为硬化层深度测定作硬度试验时的链环准备
7.6 DAT和DT型的疲劳试验
对DAT和DT型葫芦链,每种规格链条应进行疲劳试验。每种链条尺寸应试验5个5环试样,且 其中有4个试样至少符合6.4. 6的要求。被夹钳部位损坏的试样应丢弃。
每周循环施加的应力值如下:
上限应力("max): 200 N/mm2 ;
平均应力:120 N∕mm2 ;
下限应力(<7min) :40 N∕mm2。
应力频率应在5 HZ〜10 Hz,且试验设备应符合ISO 4965和GB/T 16825. 1—2002的3级。
8 标记
8. 1等级标记
链条的等级标记是"T”、“DAT”或"DT\ 这些标记应符合GB/T 20946,且等级标记应按 GB/T 20946的规定使用。
8.2识别标记
识别标记应符合GB/T 20946的规定。
8. 3 检验标记
检验标记应符合GB/T 20946的规定。
9制造合格证
如有要求,制造商供应的每批链条应附有一份符合GB/T 20946详细规定的试验和检验合格证。
10葫芦上链条的装配及使用
10. 1葫芦上的链条装配
10. 1. 1葫芦链的选择标准
为特定用途而选择名义尺寸时,应考虑动力驱动环链葫芦作用于链条上的附加应力,因此应按 附录B计算。
链条的额定值应由特定的机构工作级别和链条类型确定(见表B.l)o
10. 1.2葫芦的配合部分
为使链轮上链条在没有任何反常的撞击下平滑的运转,驱动轮和惰轮的设计均应与葫芦链相配合。
链条与链轮啮合时应平稳且无扭曲。
为了避免链条尾环的变形,葫芦的链条连接部位应设计成相对于链环内宽至少有5%的自由度。
10.2链条使用
不同类型葫芦链的使用状态如下:
——T型:工况不考虑磨损情况的手动葫芦或低速动力驱动环链葫芦。
——DAT型:耐磨性要求链条有更长寿命的重载高速动力驱动环链葫芦。
——DT型:磨损情况下的动力驱动环链葫芦。
注:表面渗碳链条不适宜用于便携式手动葫芦。
葫芦链不应用于吊具上,且葫芦上的链条不能拴篮或吊索结套。
每种类型的葫芦链在表8所列温度下使用不会产生不利影响,因此不必降低极限工作载荷。如果 链条在低于所列温度下使用,应该向制造商咨询。
T、DAT和DT型葫芦链能在200oC以下的温度中使用。如果超过200oC ,应停止使用,向制 造商咨询。
葫芦链既不应浸入酸性溶液中使用,也不应暴露于酸性气体中使用。需注意,如果在含有酸性溶液 或气体的某一加工过程需要使用,就应探询制造商的警告。
同理,在未经制造商同意的情况下,葫芦链不应进行电镀锌或任何表面处理。
表8葫芦链的低温极限
|
链条类型 |
低限温度/°C |
|
T |
—40 |
|
DAT |
-20 |
|
DT |
-10 |
葫芦链不得粘上泥土等污物,否则会妨碍其灵活运转。
为了获得葫芦链最长的使用寿命,必要时应涂上足够的润滑油,特别在链接部。
10.3检查
检查者在规定的时间间隔内,对高精度链条的维护程序应与葫芦制造商附有检查规范、报废标准和 记录的说明书相一致。
注:关于链条检查程序的一般导则参见GB/T 20305-2006o
A. 1名义尺寸
附录A
(规范性附录) 尺寸公差和机械性能的计算原理
名义尺寸小于18 mm,公差以名义尺寸的±4%计算;
名义尺寸不小于18 mm,公差以名义尺立的土泌计篡。公差值应圆整到0. 1 mmO
A. 2名义节距、多环节距和宽度尺寸
表1的尺寸计算依据如F:. 尸。
名义节距Pn以基础,最大名义值为3. 2dn ;
——-最小内宽,Wi兰1. 2√n ,'⅛焊缝处;_
—-最大外宽mM,在焊缝处/1
节距Pn或多环节距Z⅛⅛允许公差的百分比以酒面的公差公式(A. I)计算:
【%, , [1, 6・5/??:+0" 3∙3] % J
S C⅛J∕F F 2 ʃ ”,夢尸 ⅜
(A. 1 )
式中:
n——链环逖:而="为标准*量长裝),,。
对单环节距积标诈计量长度,常把公差分成干2/3和-IYa 表1中的尺确计算值,其值<100 mm的圆整到0. 1
… ....S ...... 一 , . f. W……..一…、 mm§ 其值 21。。
未列在表1≡⅛⅛义尺寸,其对应的尺寻和公差应按本条中相关内容进行诂算。
Inm的圆整到1 mm O
A.3焊缝直径

焊缝直径不⅛½⅛ 1.08<√no
¾tfθl
A.4极限工作载砲祐L),制造验证力(MI顼)和破断力(招)的计算公式圆整规则
:的计算公式如下,如表4中列出优选名义尺寸"的极限工作载.荷。
0. 032: 035 3d2n, 1」
A. 4. 1极限工作
——对平均应力% 2©沁/mo? ,WI∑
——对平均应力为 160 N∕mm2 ,WLL = O. 025 628 2W*,t;
——对平均应力为 IOO Wmm2,WLL = O.016 017 7^,to /
表4中的值从优先数豢虽§得到对目对于WLL的计算值以詮近的蠹小R40值来表示。
A. 4. 2制造验证力的计算公电I MPFMg785,鲤&釦⅛*),如表勞中列出优选名义尺寸的制造验
按照惯例,将MPF≤100 kN的值圆整到-Θ⅛kN, LOOs∙≡<MPF<l 000 kN的值圆整到1 kNo
A.4.3破断力的公式为BFmin = I.256 637 1杰(kN),釆用A. 4. 2中同一圆整惯例。
附录B
(规范性附录)
动力驱动环链葫芦链条选用标准
B. 1总则
链条名义尺寸的选择是根据驱动系统的几何结构和动态特性,葫芦的额定工作载荷,链条类型,以 及若干系数确定的,其中有些系数是计算得出的;其他系数是试验和针对具体葫芦类型的特殊规定确 定的。
下述的要求根据葫芦链与链驱动系统之间的相互作用,以及葫声链的载荷和类型来确定。
所选葫芦链的最小名义真fe⅛.B. 4中给出的系数的函数。'
动态极限载荷(Fm)鸟插葫芦运转时链条上所有动态附加拉力。任一尊升工况下都不应超过
注:在计算中未考就的'遡矗数和影响运转的不利系燹出现时,这些计算于能选标条安全运转。如果葫 芦制造商有稜遊乎⅛^面的祉明文件•或没有在阳录8 4中专门列举的任何發,典在链条最大允许拉力 FCf下平均应赫房鬲B. 1 ,所给的值.葫芦制造商冇黄任修改葫芦或链条系统的氣十。∖∖
B.2机械性能、彖载能力和ISO机构分级的依据
葫芦链机械性能的计算、承我能力和1S()机构分级以必* 1的规定为依据:
B. 3动力驱动环链葫芦运转状态
考虑符合ι%⅛⅛%:M的载荷“i普和运转时间及葫芦制造商和用户 运转状态进行机构的分级。
间的共识席链葫
芦应依据主要的
B.4链条名义尺寸的确定
B.4. 1影响最小直径的变皇
链条的最小直径取况于以下的影响变f1∙::
|
a) |
运转状态; |
|
b) |
链条类型; |
|
C) |
驱动链轮的槽数匚£% . |
|
d) |
链条运行速度; |
|
e) |
估计的名义尺寸dn,; |
|
f) |
冲击系数; |
|
g) |
链条类型对应循环应力幅的影响系数 |
|
h) |
驱动链轮多边几何结构。 |
|
B. 4.2 |
动态载荷下链条直径 |
B. 4. 2. 1由载荷和运转状态确定的直径d1
由载荷和运转状态(见表B. 1〜表B. 9)确定的直径d1的计算如式(B. I)O 注:表B. 2〜表B. 7为圆整值,精确值可利用每张表中给出的公式进行计算。
a)计算
d∖ = Cl

+ 0".X"F
(B. 1 )
注:(1+0.015Xm^)XC7习6
式中:
d1—— 由运转状态确定的链条理论直径,单位为毫米(mm);
F——工作载荷产生的链条拉力,单位为牛(N);
CI——链条类型和机构工作级别(见ISO 4301-1)的影响系数;
c2—-驱动链轮槽数的影响系数;
C3--链条运行速度的影响系数;
I——估计链条名义直径4'的影响系数;
C6——链条类型对应循环应力幅的影响系数;
CT---由驱动链轮多边几何结构确定的影响系数。
表B. 1 ISO机构工作级别相关的链条机械性能
|
机构工作级别 (ISO 4301-1) |
M2 |
M3 |
M4 |
M5 |
M6 |
M7 |
M8 | ||||||||
|
链条类型 |
T DAT |
DT |
T DAT |
DT |
T DAT |
DT |
T DAT |
DT |
T DAT |
DT |
T DAT |
DT |
T DAT |
DT | |
|
链条应力 | |||||||||||||||
|
最小破断力(BFmin) 下的平均应力(J) |
N∕mm2 |
800 |
800 |
800 |
800 |
800 |
800 |
800 | |||||||
|
在制造验证力(MPF) 下的平均应力 |
500 |
500 |
500 |
500 |
500 |
500 |
500 | ||||||||
|
动态极限载荷(F临) 下的平均应力(为m) |
225 |
200 |
200 |
180 |
160 |
140 |
125 |
112 | |||||||
|
最大允许拉力(FG 下的平均应力(Jf) |
160 |
100 |
160 |
100 |
140 |
90 |
125 |
80 |
112 |
70 |
100 |
63 |
90 |
56 | |
|
注:表中提供的应力是链环两分肢的总截面积除载荷得到,即为平均应力。实际上该应力分布是不均匀的,特别 是链条外弧面顶部的最大组织应力是相当大的。 | |||||||||||||||
表B.2系数Cl
|
机构工作级别 (ISO 4301-1) |
链条类型 | |
|
T DAT DT | ||
|
系数C] | ||
|
M2 |
0. 053 |
0. 056 |
|
M3 |
0.056 |
0.056 |
|
M4 |
0. 060 |
0. 060 |
|
M5 |
0. 063 |
0.063 |
|
M6 |
0. 068 |
0. 068 |
|
M7 |
0. 072 |
0. 072 |
|
M8 |
0.076 |
0. 076 |
|
—_________ | ||
表B. 3 系数C2
|
槽数Z |
4 |
5 |
6 |
7 |
8 |
9 |
≥10 |
|
系数8 |
1. 5 |
2. 5 |
3. 5 |
5 |
6. 5 |
8 |
10 |
|
Z2 f 9 =-- 2 10 | |||||||
表B. 4 系数C3
|
链条运行速度 ‰x∕ (m∕min) |
6 |
8 |
10 |
12.5 |
16 |
20 |
25 |
31.5 |
40 |
50 |
63 |
|
系数J |
1 |
2 |
3 |
4 |
7 |
11 |
17 |
28 |
44 |
70 |
110 |
|
c3 = 100 ( ɪ ) \ 60 / | |||||||||||
|
链条类型 |
C6 |
|
T DAT |
1. 25 |
|
DT |
2 |
|
CrIinI × SI U=—二- Crb | |
表B.7 系数C7
|
槽数Z |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
≥13 |
|
系数5 |
1.4 |
1. 25 |
1. 15 |
1. 11 |
1. 08 |
1.06 |
1.05 |
1. 04 |
1.03 |
1 |
|
= 1 勺一顽Γ80°∕Z) | ||||||||||
b)通过试验确定d1
表中系数值C2 /3 0及G是确定葫芦动态链条拉力Fdyn所需的计算值,Fdyn是由链条在葫芦链轮 上运行产生的,Fdyn是最大动态谐振值。实际的动态链条拉力应用合适的测力传感器和记录仪链条运 行状态下测得,其葫芦吊挂在固定支座上,并包括:
——工作载荷;
——最大的升/降速度;
--缠绕;
——足够包括初始谐振的升降负荷(见图B. 1)。
当包含从试验得到的最大动态谐振值Fdyn时,直径払由公式(B. 2)确定。
d∖ NCI X JFdyn X 3 ..............................( B. 2 )
式中Fdyn是从以下两者中得到的较大值:
——型式试验中,在链条下降时测得的最大动态值;
——从公式Fdyn × C7 ≥c6 × F得到数值。
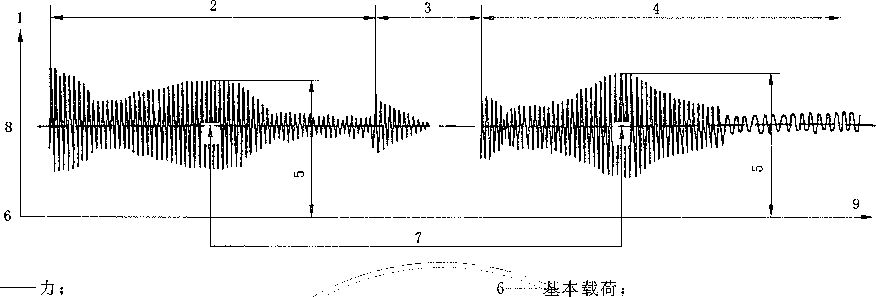
2---上升; _ 7--初始谐振;
3——停止; ■/ ' ‘ 8——工作载荷;'
4 -----下降; ..... 9----时间。
5 --初始谐振力的值; J ~
图B. 1升降时的负载周期
B. 4. 2.2由冲击状枣确凫宙链条直径d2
a)计算 /
在链条运行时λ⅛M'⅛⅛冲击载荷会∣⅛T A. i. 1中,•砂虑的力。
在此情况下,该直彳*还必须按公式(B. 3)确定:

以2---由冲击藝莓确定的链条卅!论卤.径,-单位为,⅛z:米(IIllli):
C5——起重草為翔冲击系数,
表B. 8的数&是矗从松弛下起升裁荷时的推荐值,未考虑滑•动肉合器。
表B. 8系数爲
|
链条运行速度 ‰ax /( m/min) |
6 `ʌ d 10 12. 5 16: : 20 25 1 睥乙?* : I I ; ; I I ! |
31. 5 J |
40/ |
50 |
63 |
|
系数ʤ |
ɪ 25 ɪ 廖簷鑿靜 2 I 9 Q _________I為 Ig警巒I I 饗鬱I I 囈鲤 |
2,/ |
3/15 |
3. 55 |
4 |
b)通过型式试验确,寇寸3
C5的实际值应该用合适的测为传感器和测试装置上的记录仪,在工作状态下使用刚性吊挂载荷完 成完整的负载周期后测取。例疝"'
——链条松弛下提升;
----空中提升;
--提升停止;
——空中下降;
——下降停止。
对带滑动离合器的设备,4的测量应按制造商规定的运转限载力进行。
用此种方法得到试验的最大冲击值*要大于¢6值,并利用公式(B. 3)来确定直径C/2。
B.4.3 链条名义尺寸要求
dl或d2的较大直径应为最小尺寸Hmin。
从表1中选择名义尺寸,名义尺寸dn不应小于6∕mino
B. 5链条安全性验证
静态特性系数 Zps: ZPS = ^^P σb≥0. 97Sι
动态特性系数ZPd: ZPd = 软書k20. 97S2
式中F睥是下列三个数值中的较大者:
(I +0∙015×⅛ξI) ×"× F
FL=¾n Xc7I f
了厂 \测量得到. F =FXe5 J
Hn=优选链条名义尺'I'
表B. 9给出r∣i∣M条最大许用载行计算的Sl和由表B. 1给出的机构工作级别的动态许用载荷计
算的S2值。 ; I、
表B. 9静态和动态运转系数
|
链条类型 |
机构工作级别(聞的') | |||||||||||||||||
|
M4 M |
' M6 \ |
.切 |
M8 | |||||||||||||||
|
距芯和动态运转系数 _______ | ||||||||||||||||||
|
一 |
S2 |
SlI |
S, |
SI '■ |
S |
S2 |
¥ |
ISr |
SI |
S2 | ||||||||
|
T |
DAT _ |
÷..) M闔胃 |
3. 6 |
5 i |
4 Z |
丄G |
4. 5 |
6. 3 |
5 |
7 |
1 |
5. 6 |
J |
L |
1 |
b. 3 ■t |
9 |
7. 1 |
|
DT : |
IHai 8 L」二.;Ii |
4 |
8 |
4 :' |
.•3 一 |
-4. 5 |
^' ~10 ' ■ |
5 |
1: |
.1 |
5. 6 |
7 |
5 |
I. 3 1 |
14 |
7. 1 | ||
|
Sl = |
I I ■ σb ς JW ,02 —.一. σcf ^linr *' B B :: }" |
⅛≡ ■ ⅛ ⅛ |
S |
L___ |
LJ |
i | ||||||||||||
L(IIl
附录C
(资料性附录)
T级葫芦链的参考质量
T级葫芦链的参考质量见表C. Io
表C. 1 T级葫芦链的参考质量
|
~~ 名义尺寸 ~~ … dn∕mm |
质量 /(kg/m) R |
|
4 |
0. 35 |
|
5 |
0. 54 |
|
6 |
0. 8 |
|
7 |
1. 1 |
|
8 . |
1. 4 |
|
9 |
1.8 |
|
10 |
2. 2 |
|
” 11 |
2. 7 |
|
12 |
3. 1 |
|
13 |
3.7 |
|
14 |
4. 3 |
|
16 |
5. 6 |
|
-18 |
7 |
|
20 |
8. 7 |
|
22 |
10. 5 |
参考文献
[1] GB/T 20305—2006起重用钢制圆环校准链 正确使用和维护导则(ISO 7592: 1983,1DT)
[2] FEM9. 671系列起重设备设计规范链条等级选择标准
17