
毁密号宙至義Rl⅛泌寻達国
骤活 L0-60-Δ003
坐参 90~ε0~Δ00δ
əsuɔ POOAlXtd pəɪguɪəssv
ZOOg-OWO 1/98
款導亦马義有国堆醇KY击4
Z8 V
091 ,SS sɔɪ
中华人民共和国国家发展和改革委员会
2007年第16号
国家发展改革委批准《乘用车类别及代码》等207项行业标准 (标准编号、名称及起始实施日期见附件),其中汽车行业标准7项,机 械行业标准177项,包装行业标准9项,黑色冶金行业标准7项,制药 装备行业标准7项,现予公布。
以上汽车、包装、制药装备行业标准由中国计划出版社出版、机械 行业标准由机械工业出版社出版、黑色冶金行业标准由冶金工业出版 社出版。
附件:9项包装行业标准编号、名称及实施日期
中华人民共和国国家发展和改革委员会
二OO七年三月六日
9项包装行业标准编号、名称及实施日期
|
序号 |
标准编号 |
标准名称 |
实施日期 |
|
185 |
BB/T 0040—2007 |
拼装式胶合板箱 |
2007-09-01 |
|
186 |
BB/T 0041—2007 |
包装用多层共挤阻隔膜通则 |
2007-09-01 |
|
187 |
BB/T 0042—2007 |
包装容器铝质农药瓶_________ |
2007-09-01 |
|
188 |
BB/T 0043—2007 |
塑料物流周转箱 |
2007-09-01 |
|
189 |
BB/T 0044—2007 |
包装容器塑料农药瓶 |
2007-09-01 |
|
190 |
BB/T 0045—2007 |
纸浆模塑制品 工业品包装 |
2007-09-01 |
|
191 |
BB 0046—2007 |
气雾彩带 |
2007-09-01 |
|
192 |
BB/T 0047—2007 |
气雾漆 |
2007-09-01 |
|
193 |
BB/T 0048—2007 |
组合式防伪瓶盖 |
2007-09-01 |
-⅜Λ-. -JU-
刖 H
本标准附录A为规范性附录,附录B为资料性附录。
本标准由中国包装联合会提出。
本标准由全国包装标准化技术委员会归口 O
本标准主要起草单位:中国包装科研测试中心、华为技术有限公司、深圳市沃华木业有限公司、 熊猫电子集团公司南京振华音响设备厂、天津百利铭泰天测包装技术有限公司。
本标准主要起草人:牛淑梅、赵煜、蔡刚、徐炜峰、胡宝红、董飞跃、邵忱。
1范围
本标准规定了拼装式胶合板箱的结构型式、术语和定义、要求、试验方法、检验规则以及标志、包 装、运输和储存等。
本标准适用于承载不超过2000kg,且综合尺寸不超过6m的拼装式胶合板箱。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所 有的修改单(不包括勘误的内容)或修订版均不适用于本标准。然而,鼓励根据本标准达成协议的 各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191包装储运图示标志
|
GB/T 4857.2- |
-2005 |
包装 |
运输包装件 |
温湿度调节处理 |
|
GB/T 4857.4- |
-1992 |
包装 |
运输包装件 |
压力试验方法 |
|
GB/T 4857.5- |
-1992 |
包装 |
运输包装件 |
跌落试验方法 |
GB/T 4857.11—2005包装运输包装件水平冲击试验方法
GB/T 5398—1999大型运输包装件试验方法
GB/T 9846. 2—2004胶合板 第2部分:尺寸公差
GB/T 9846.4—2004胶合板 第4部分:普通胶合板外观分等技术条件
GB/T 17657—1999人造板及饰面人造板理化性能试验方法
3术语和定义
3. 1
拼装式胶合板箱 assembled PIyWoOd CaSe
以胶合板作为主要材料,箱体通过金属或其他材料制成,连接构件相互配合拼装而成的包装 容器』
3. 2
连接构件 COnneCtion COmPOnent
用于连接胶合板或将胶合板连接组合成箱的部件,可以为塑料、金属或其他材料制成。
3. 3
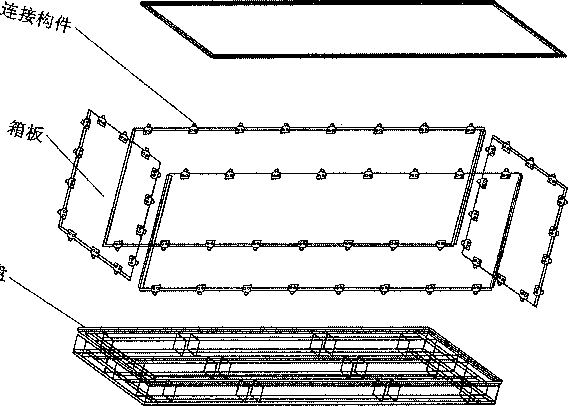
托盘箱 PaIIet PaSe
底座采用托盘结构,适合机械搬运的胶合板包装箱。
4分类
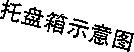
按结构型式分为:托盘箱、普通箱。结构示意图见附录B。
按连接方式分为:固定舌片式、插片式、簧片式、钗链式、锁扣式等。
5要求
5.1箱板
5.1.1基本要求。
外观应符合GB/T 9846.4中规定的胶合板的合格品要求。
厚度公差应符合GB/T 9846.2中表2规定的胶合板的未砂光板要求。
翘曲度不超过2%。
5.1.2 物理性能要求。
箱板物理性能应符合表1要求。
表1箱板物理性能要求
|
_________项目.......... |
要求 __ | |
|
______________含水率______________ |
6% -14% | |
|
胶合强度 |
⅛0.70MPa | |
|
静曲强度 |
顺纹方向 |
⅛40MPa |
|
横纹方向 |
≥30MPa | |
|
游离甲醛释放量 |
≤5. Omg/L | |
5.2连接构件
金属连接构件不应有锈蚀现象,过渡部位应圆滑、无明显毛边、无扭曲。塑料连接构件应色 泽均匀。
5.3连接要求
5.3.1连接构件布局。
连接构件布局尺寸应符合附录A的规定。
5.3.2箱板拼接。
胶合板允许拼接,拼接处应符合表2的要求。
表2箱板拼接要求
|
- - |
_____要 求_____ | |
|
拼接数量 |
尺寸 ≤ 1200mm |
_____不允许 |
|
尺寸 > 1200Inm ~ 360Omm |
WI条 一 | |
|
尺寸〉360Omm |
_______W2条 | |
|
______________拼板宽度 |
250mIn | |
|
______________拼接强度______________ |
N1.5kN | |
5.3.3连接构件连接强度。
连接构件连接强度应符合表3要求。
表3连接构件连接强度要求
|
___________________项目___________________ |
_____要求______ | |
|
连接强度 |
横向 |
⅛1.5kN |
|
纵向 |
NLOkN | |
5.4箱体要求
5.4.1整箱内尺寸公差。
整箱内尺寸公差应符合表4要求。
表4整箱内尺寸公差要求
|
项目 |
尺寸(长、宽、高) |
要求 |
|
整箱内尺寸公差 |
≤ IOOOnlm |
± 3mm |
|
> IOOOmnI ~ 240Omm |
± 5 mm | |
|
> 240Omm |
~、± 7 mm |
5.4.2箱板对角线长度公差。
箱板对角线长度公差应符合表5要求。
表5箱板对角线长度公差要求
|
项目 |
_______对角线长度 |
______要求______ |
|
箱板对角线长度公差 |
≤ IOOOmm |
W3mm |
|
> IOOOmm ~ 2400mm |
W 5mm | |
|
>240Omm |
W7mm |
5.4.3整箱物理机械性能。
必要时,拼装式胶合板箱可以采用增强附件来增加强度性能。整箱物理机械性能要求见表60 表6整箱物理机械性能要求
|
_______项目 |
要 求 |
|
_____整体压力 错位压力 |
无明显破损,在施压方向上变形量不大于30mm;连接构件无失效变 形、与箱板发生撕裂、脱离等功能性失效现象______________ |
|
_____局部压力 |
无明显破损,在施压方向上变形量不大于30Inm |
|
跌落 |
无明显破损、内装模拟物无散落 |
|
障碍物冲击 |
无箱板裂纹、明显破损现象;连接构件无失效变形、与箱板发生撕裂、 脱离等功能性失效现象_______________________ |
|
起吊(只用于托盘箱) - |
无明显扭曲变形和破损现象 |
5.5印刷
印刷字样图案清晰、完整,不允许油墨脱落。
3
6试验方法
6.1试验样品的温湿度调节处理
按GB/T 4857.2温湿度调节处理的规定进行。
R 9 外
在自然光线下目测。按GB/T 9846.4—2004中第3章的规定进行。
6.3厚度
按GB/T 9846.2—2004中表2的规定进行。
6.4翘曲度
按GB/T 9846.2—2004中附录A的规定进行。
6.5含水率
按GB/T 17657—1999中4. 3的规定进行。
6. 6胶合强度
按GB/T 17657—1999中4.15的规定进行。
6.7静曲强度
按GB/T 17657—1999中4.9的规定进行。
6.8游离甲醛释放量
按GB/T 17657—1999中4.12的规定进行。
6.9拼接强度
6.9.1试样制备。
在拼接部位截取长宽为15OmmXI50mm的试样。试样割锯的四边应平直光滑。试样长度和宽 度锯割误差不得超过±2mm0每种构件分别取10个,分别进行6.9.2中的试验,取算术平均值。
6.9.2拼接强度。
试验机应具备适当的夹具,该夹具不应引起试件在夹具处断裂,施加任何负荷时,试验机上、下 夹具应能对准成一条线,如图1所示。
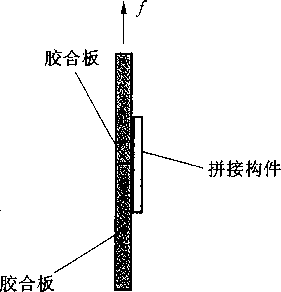
图1拼接强度受力示意图
6.10连接强度试验
6.10.1 试样制备。
在有连接构件的部位截取长宽为15OmmXl50mm的试件。试件割锯的四边应平直光滑。试件 长度和宽度锯割误差不得超过± 2mm。每种构件分别取10个,分别进行6. 10. 2或6. 10. 3中的试 验,取算术平均值。
6.10.2横向连接强度试验。
试验机应具备有适当的夹具,该夹具不应引起试件在夹具处断裂,施加任何负荷时,试验机上的 上、下夹具应能对准成一条线,如图2所示。
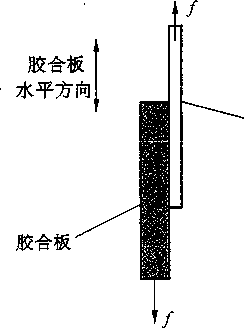
连接构件
图2横向连接强度受力示意图
首先将试件的胶合板部分与拉压试验机的底座夹具固定,然后将试件的连接构件与拉压试验机 的顶部夹具固定,并且保证试件胶合板部分的水平方向与受力方向平行。试验机移动速度应为 15mm∕min0直到金属连接构件与胶合板脱离,记录此时的最大拉力值。
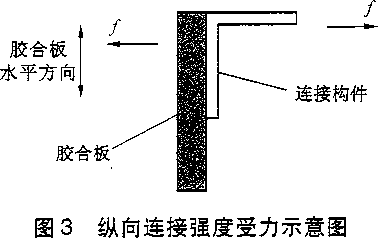
6.10.3纵向连接强度试验。
首先将试件的胶合板部分与拉压试验机的底座夹具固定,然后将试件的连接构件与拉压试验机 的顶部夹具固定,并且保证试件胶合板部分的水平方向与受力方向垂直,如图3所示。试验机移动 速度应为15mm∕mino然后逐渐增大拉力,直到金属连接构件与胶合板脱离,记录此时的最大拉 力值。
6.11整体压力试验
取3个试验样品,按照GB/T 4857.4中5. 6.1的规定进行。
堆码载荷按下面的公式计算:
M0 = K - (H/h _ I)MI
式中:
MQ——堆码载荷;
K一包装件的劣变系数,不小于4;
H—堆码高度,m;一般不小于3.5m;
h——样箱的高度,m;
MI--样箱和内装物的质量,kg;
丑取整。
6.12错位压力试验
取3个试验样品,按照GB/T 4857.4中5.6.1的规定进行该项试验。采用与试验样品底部同样 结构的托盘箱或普通箱放置在试验样品上,放置位置为距离样箱边缘:长度方向为1/3L(L为长度), 宽度方向为50mm处的样箱顶部,施加压力,达到6. 11中计算的堆码载荷。当压缩载荷达到预定值 或样箱岀现损坏时终止试验,记录此时样品的变形量。
6.13局部压力试验
取3个试验样品,按照GB/T 4857.4中5.6.1的规定进行该项试验。将样箱按预定状态置于下 压板中心,然后在样箱顶部的中心位置放置平面尺寸为IOomm X IoOmm × IOOmm的正方形刚性加载 头。当压缩载荷达到预定值2kN或样箱出现损坏时终止试验,记录此时样品的变形量。
6.14跌落试验
取3个试验样品进行跌落试验o
.包装件质量< IOokg时,按照GB/T 4857. 5中5. 6的规定进行。试验采用实物或模拟物进行。 采用模拟物时,应根据标称载荷配重,均匀填充。跌落部位分别为底面、四底角、四底棱,各跌落1 次,跌落高度见表7 O试验后检查样品有无明显破损、内装模拟物有无散落。
表7面、棱、角跌落高度
|
包装件质量,蛇 ___ |
__________跌落高度,mm |
|
_____________ W15__________________ |
______________________IOOO______________________ |
|
15 〜30 |
_______________________800_______________________ |
|
30 ~40 |
_______________________600_______________________ |
|
40 ~45 |
_____________________500 ________ |
|
45~50 |
_____________________400______________________ |
|
_____________50 ~IOO_______________________ |
300_______________________ |
包装件质量NIoOkg时,按照GB/T 5398中6.6.1的规定进行。填充物采用实物或模拟物。采 用模拟物时,应根据标称载荷配重,均匀填充。跌落部位分别为底面及底面的四个角、四个底棱,各 跌落1次,跌落高度见表8。试验后检查样品有无明显破损、内装模拟物有无散落。
表8面、棱、角跌落高度
|
____________包装件质量,kg |
跌落高度,mm |
|
______________________IOO ~500_____________________ |
_____________________400 |
|
500 -IOOO |
_____________________ 350_______________________ |
|
___________________IOOO 〜2000___________________ |
250 |
|
_________ >2000____________________ |
200______________________ |
6.15障碍物冲击试验
取3个试验样品,按照GB/T 4857. 11中4. 2的规定进行,障碍物的尺寸为宽度IOOmm,高度 IOOmm,长度超过被测样品的长度。障碍物的下边缘与小车顶面平齐。冲击的末速度为l∙5m∕s°分 别测试样品的4个侧面。
6.16起吊试验
按照GB/T 5398中6.6.3的规定进行。
7检验规则
7.1检验分类
7.1.1出厂检验。
出厂检验项目包括外观、厚度、翘曲度、整箱尺寸、箱板对角线长度。
7.1.2型式检验。
当有下列情况之一时,应进行型式检验:
a) 新产品或老产品转厂生产试制定型鉴定时;
b) 当结构、工艺、材料改变后;
C)正常生产时,每半年进行一次检验;
d) 产品长期停产后,恢复生产时;
e) 质量监督机构或顾客提出进行型式检验的要求时;
f) 出厂检验结果与上次型式检验有较大差异时。
型式检验项目为第5章规定的全部项目。
7.2抽样
7.2.1组批。
同一规格、相同结构的产品为一批,最大批量为2000个。
7.2.2抽样。
从一批产品的总数N中随机地抽取n个数量的样品。出厂检验抽样数量兀,由交验批的批量N 决定,如无其他协议,可从表9中选取适当的样本大小。
表9批量范围与样本大小
|
批量范围北个 |
样本大小口,个 |
合格判定数如 |
|
16-50 |
6 |
0 |
|
51 ~90 |
8 |
0 |
|
91 ~ 150 |
13 |
0 |
|
151 〜500 |
20 |
1 |
|
501 ~2000 |
32 |
3 |
型式检验每项试验的样本大小应不小于3个。
7∙3判定规则
出厂检验的项目按表9中样本大小对应的合格判定数进行判定。型式检验的任一项试验,若其 中有一个样品不合格,应从原批产品中加倍进行抽样,重新进行一次试验,若仍有不合格品,则应判 定该批产品不合格。
8产品的标志、包装、运输和储存
8.1 标志
拼装式胶合板箱应注明生产企业名称或标记、商标、厂址、制造日期和检验员代号等信息。
储运图示标志应符合GB/T 191的规定。
8.2包装
供需双方自行确定。
8.3运输
在运输过程中避免野蛮操作,并摆放整齐,防止机械损伤。
8.4储存
产品应储存在清洁、阴凉、干燥的库房内,不能与有腐蚀性的化学物品和其他有害物质接触。避 开高温热源和火源,避免日晒雨淋。
*r« ZrWI CC λ r∖ ∕∙∖cz∖r JtW/ JL UUqU―^UU /
附录A
(规范性附录) 连接构件布局分布
A.1连接构件排布形式
连接构件排布形式如图A. 1所示。
DO_ , D I D , I ¾
|
ɔ γ—4 -■—< |
----1 r----1 M ——&----------⅛-----⅛-----&— B E 一 E(W) _ |
b D |
图A.1连接构件分布示意图
A.2示意图说明
起始基准距离0。是指以箱板的任意一边作为起始边,从距离该起始边最近的一个连接构件的 中心线到该起始边的距离;相邻两个连接构件之间的间距D是指当箱板一边排布不少于两个连接构 件时,相邻两个连接构件的中心线之间的距离。
A. 3连接构件布局要求
连接构件布局要求见表A.1。
表A.1连接构件布局指标要求
|
L,WyH |
DQ取值 |
刀取值 |
m和〃的取值优先级 |
|
≤450mm |
DO =L∕2^W∕2,H∕2 |
— |
— |
|
45OmnI < L( WyH) ≤750mm |
135mm W D° W 150mm |
150mm ≤Z)≤450mm |
优先并尽可能取最大值 |
|
>75Omm |
3 8OminWZ)W 45Omm |
忧先D |
图
中华人民共和国包装行业标准
拼装式胶合板箱
BB/T 0040—2007
☆ 中国计划出版社出版
(地址:北京市西城区木樨地北里甲11号国宏大厦C座4层)
(邮政编码:100038 电话:63906433 63906381)
新华书店北京发行所发行 三河富华印刷包装有限公司印刷
880 X1230毫米 1/16 1印张 22千字 2007年7月第一版2007年7月第一次印刷 印数1-500册
☆
580058.918
统一书号 j1580058-918 定价:10.00元
版权专有侵观究
J005 891800 >
标准分享网WWW. bzfxw. COIn免费下载