ICS 53.020.20j03. 220.40
R 46
GB/T 17495—2009
代替 GB/T 17495—1998
港口门座起重机
The harbour POrtaI Crane
2009-10-30 发布
2010-03-01 实施
中华人民共和国国家质量监督检验检疫总局岩布 中国国家标准化管理委员会发布
6 标志和运输..................................................*..........*
本标准代替GB/T 17495-1998«港口门座起重机技术条件》。
本标准与GB/T 17495—1998相比主要技术差异如下:
——对“电气设备一般要求和电线电缆"进行了补充和修改(见3.13.1和3.13. 2)。
—对“涂装和外观"进行了修改和完善(见3.15)。
——补充和完善了港口门座起重机的试验方法(见第4章)。
——对“检验规则”进行了修改和完善(见第5章)。
本标准附录A为资料性附录。
本标准由中华人民共和国交通运输部提出。
本标准由交通部水运科学研究院归口。
本标准起草单位:上海振华港口机械(集团)股份有限公司、上海港机重工有限公司、交通部水运科 学研究院。
本标准主要起草人:张振雄、谢琛、张明海、胡奇、胡桂军、郑见粹、李安芳O
本标准所代替标准的历次版本发布情况为:
——GB/T 17495—1998o
In
1范围
本标准规定了港口门座起重机(以下简称起重机)的技术要求、试验方法、检验规则、标志和运输。
本标准适用于港口件杂货、散货、集装箱、成套设备等装卸作业用的起重机。船厂、电站用的同类起 重机亦可参照使用。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有 的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 699优质碳素结构钢
GB/T 700 碳素结构钢(GB/T 700—2006,ISO 630: 1995,NEQ)
GB 755 旋转电机 定额和性能(GB 755—2008,IEC 60034-1 :2004,IDT)
GB/T 985.1 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口(GB/T 985. 1—2008, ISO 9692-l = 2003,MOD) .....
GBzT 985∙ 2 埋弧焊的推荐坡口(GB/T 985. 2-2008,ISO 969g998,MOD)
GB/T 1031 表面粗糙度 参数及其数值(GB/T 1031—1995,neq ISO 468:1982)
GB/T 1184 形状和位置公差 未注公差值(GB/T 1184—1996 ,eqv ISO 2768-2: 1989)
GB/T 1228 钢结构用高强度大六角头螺栓(GB/T 1228—2006,ISO 7412: 1984,NEQ)
GB/T 1229 钢结构用高强度大六角螺母(GB/T 1229—2006,ISO 4775≈1984,NEQ)
GB/T 1230 钢结构用高强度垫圈(GB/T 1230—2006,ISO 7416: 1984,NEQ)
GB/T 1231钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件
GB/T 1348 球墨铸铁件(GB/T 1348—2009, ISO 1083: 2004, MOD)
GB/T 1413系列1集装箱 分类、尺寸和额定质量(GB/T 1413—2008,ISO 668≈1995,IDT)
GB/T 1591低合金高强度结构钢
GB/T 1801产品几何技术规范(GPS)极限与配合公差带和配合的选择(GB/T 1801-2009, ISo 1829:1975,MOD)
GB 2893 安全色(GB 2893—2008,ISO 3864-1 :2002,MOD)
GB 2894安全标志及其使用导则
GB/T 3077合金结构钢
GB/T 3220集装箱吊具的尺寸和起重量系列
GB/T 3323金属熔化焊焊接接头射线照相
GB/T 3766 液压系统通用技术条件(GB/T 3766—2001 ,eqv ISO 4413: 1998)
GB/T 3797电气控制设备
GB/T 3811起重机设计规范
GB/T 4323弹性套柱销联轴器
GB/T 5117碳钢焊条
GB/T 5118低合金钢焊条
GB 5226. 2 机械安全 机械电气设备 第32部分:起重机械技术条件(GB 5226. 2—2002, idt IEC 60204-32:1998)
GB/T 5293埋弧焊用碳钢焊丝和焊剂
GB/T 5796(所有部分)梯形螺纹
GB/T 5973钢丝绳用楔形接头
GB/T 5975钢丝绳用压板
GB/T 5976钢丝绳夹
GB/T 6067起重机械安全规程
GB/T 6946钢丝绳铝合金压制接头
GB/T 7935液压元件通用技术条件
GB/T 8110气体保护电弧焊用碳钢、低合金钢焊丝
GB 8918 重要用途钢丝绳(GB 8918—2006,ISO 3154: 1988,MOD)
GB/T 8923 涂装前钢材表面锈蚀等级和除锈等级(GB/T 8923-1988, eqv ISO 8501-1: 1988)
GB/T 9286 色漆和清漆 漆膜的划格试验(GB/T 9286—1998,eqv ISO 2409: 1992)
GB/T 9439灰铸铁件
GB/T 10051.1起重吊钩 机械性能、起重量、应力及材料(GB/T 10051.1—1988,eqv DIN 15400)
GB/T 10051. 2 起重吊钩直柄吊钩技术条件(GB/T 10051. 2—1988,eqv DIN 15401)
GB∕T10095(所有部分)圆柱齿轮精度制
GBZTIo096齿条精度__________________
GB/T 11345钢焊缝手工超声波探伤方法和探伤结果分级
GB/T 11352 一般工程用铸造碳钢(GB/T 11352—2009,ISO 3755: 1991,ISO 4999:2003,MOD)
GB/T 12470埋弧焊用低合金钢焊丝和焊剂
GB 12602起重机械超载保护装置
GB/T 12668. 2调速电气传动系统第2部分:一般要求低压交流变频电气传动系统额定值的 规定(GB/T 12668. 2—2002,IEC 61800-2: 1998,IDT)
GB/T 13384机电产品包装通用技术条件
GB/T 14957熔化焊用钢丝
GB/T 17587. 3 滚珠丝杠副 第3部分:验收条件和验收检验(GB/T 17587. 3—1998, eqv ISO 3408-3:1992)
GB/T 20303.1 起重机 司机室 第 1 部分:总则(GB/T 20303.1—2006,ISO 8566-1: 1992,1DT)
GB/T 20303. 4 起重机 司机室 第4部分:臂架起重机(GB/T 20303. 4—2006,ISO 8566-4: 1992,1DT)
GB 50150电气装置安装工程电气设备交接试验标准
GB 50168电气装置安装工程电缆线路施工及验收规范
GBJ 148电气装置安装工程电力变压器、油浸电抗器、互感器施工及验收规范
CB/T 3123船用轧制钢材气割面质量技术要求
JB/T 5901十字轴万向联轴器
JB/T 6406电力液压鼓式制动器
JB/T 7019盘式制动器制动盘
JB/T 7020电力液压盘式制动器
JB/T 10603电力液压推动器
JGJ 82钢结构高强度螺栓连接的设计、施工及验收规程
JTJ 244港口设备安装工程质量检验标准
3技术要求
3. 1整机要求
3. 1. 1起重机的设计应符合GB/T 3811和本标准的规定。
3. 1.2起重机应按规定程序批准的图样和有关技术文件进行制造和安装,并符合本标准的规定。
3. 1.3起重机在进行额定载荷试验时,各机构应工作正常、无异常响声,各部件应完好无损,连接处应 无松动,结构件应无裂纹、永久变形、表面油漆打皱,焊缝应无裂纹,电气元件应完好无损,整机动作应满 足设计所规定的性能要求。
3. 1. 4起重机在进行动载试验时,应能承受1.1倍额定起重量的试验载荷。对工作级别为A7~A8的 起重机,则试验载荷按设计规定确定。试验中各机构应工作正常、无异常响声;各机构与结构强度应满 足设计要求,无残余变形和损坏现象,连接处应无松动;固定结合面不应渗油,运动结合面不应滴油;电 气元件应完好无损。
3. 1.5起重机在做静载试验时,应能承受1.25倍额定起重量的试验载荷。对工作级别为A7〜A8的 起重机,则试验载荷按设计规定确定。试验中各机构与结构应无裂纹、永久变形、油漆打皱,连接处应无 松动,接合面不应渗油,起重机无异常。
3. 1.6起重机在做稳定性试验时,作业稳定性试验载荷和静稳定性试验载荷应按GB/T 3811规定 执行。 __________________
3∙1∙7新产品应完成不少于ɪ。。。h的起重作业工业性试验。试验中起重机各部分不应发生较大损 坏或性能异常现象。试验期间不允许起重机同一处发生故障3次以上(含3次)。
3.2工作级别和环境条件
3.2. 1起重机工作级别与起重机机构工作级别见表1 o
表1起重机工作级别与起重机机构工作级别
|
序号 |
起重机类型 |
工作条件 |
整机级别 |
各工作机构级别 | |||
|
起升 |
变幅 |
回转 |
运行 | ||||
|
1 |
吊钩起重机 |
经常中等使用 |
A6 |
M6 |
M4 |
M5 |
M3 |
|
2 |
吊钩起重机 |
繁忙使用 |
A7 |
M7 |
M5 |
M6 |
M4 |
|
3 |
抓斗、电磁吸盘、集装箱起重机 |
经常中等使用 |
A7 |
M7 |
M6 |
M6 |
M4 |
|
4 |
抓斗、电磁吸盘、集装箱起重机 |
繁忙使用 |
A8 |
M8 |
M7 |
M7 |
M4 |
3.2.2环境条件
3.2.2. 1工作环境温度为一25笆〜+45 °C。
3.2.2.2最大相对湿度不大于95%,可有凝露、盐雾。
3. 2. 2. 3工作风速不超过20 m∕so非工作风速为44 m∕s,亦可根据用户要求确定。
3. 2. 2. 4起重机运行轨道的安装应符合JTJ 244的要求。
3.2.2.5起重机的电源为三相交流,频率为50 Hz,电压为380 V,根据用户要求亦可采用其他参数 三相交流电源。电动机和电器允许电压波动的上限为额定电压的+ 10%,下限(尖峰电流时)为额定电 压的一10%。
3.3主要性能参数允许偏差
3. 3. 1起升速度(满载稳定速度)为公称值的士5%。
3 3.3.2变幅速度(满载平均速度)为公称值的士5%。
3.3.3回转速度(满载稳定速度)为公称值的±5%。
3.3.4运行速度(空载稳定速度)为公称值的士 10%。
3.3.5起升范围(起升高度和下降深度)为公称值的0〜2%。
3.3.6最大幅度为公称值的0〜2%,最小幅度为公称值的一2%〜0。
3.3.7尾部回转半径为公称值的±2%。
3. 3.8轨距允许偏差为±5 mmo当轨距公称值大于15 m时,轨距允许偏差为士10 mmo
3.3.9整机质量为设计公称值的士3%。
3.4材料
3.4. 1用于制造起重机的材料,应有材料生产厂的出厂合格证书,对重要构件材料应抽样化验和试验, 其化学成分、机械性能应符合相应标准的规定。
3. 4.2金属结构件的材质,对碳素结构钢应符合GB/T 700的规定,对低合金高强度结构钢应符合 GB/T 1591的规定,重要结构件材料的选用应不低于表2的规定。
表2重要结构件材料
|
_______工作环境温度 |
>-20 笆 |
≤-20 P | ||
|
工作级别 |
A6 |
A7、A8 |
A6 〜A8 | |
|
钢材牌号 |
5≤20 mm |
Q235B |
Q235B |
Q235D、Q345 |
|
8^>20 mm |
Q235B |
Q235C |
Q235D.Q345 | |
|
注:在。2。P环境中材料的冲击功丄不应低于27 J。____________________________ | ||||
3. 4.3卷筒材料应满足以下要求:
——焊接件应不低于GB/T 700中的Q235B;
——铸钢件应不低于GB/T 11352中的ZG230-450;
——铸铁件应不低于GB/T 9439中的HT250o
3.4.4滑轮材料应满足以下要求:
——轧制件应不低于GB/T 700中的Q235B;当起重机工作级别为A8时,应不低于GB/T 699中 的35钢;
——焊接件应不低于GB/T 700中的Q235B或GB/T 699中的35钢;
——铸钢件应不低于GB/T 11352中的ZG230-450;
——铸铁件(仅用于工作级别低于M7)应不低于GB/T 9439中的HT200o
3. 4.5吊钩材料应满足以下要求:
——锻件应不低于GB/T 10051.1中的DG2O、DG2OMn;
——板件应不低于GB/T 700中的Q235B或Q235D(环境温度低于一20 P时)、GB/T 1591中的 Q345D(环境温度低于一20 °C时)。
3.4. 6集装箱吊具转锁材料应不低于GB/T 3077中的40Cro
3.4.7车轮材料应满足以下要求:
——轧制件应不低于GB/T 699中的60钢;
——锻造件应不低于GB/T 699中的45钢;
——铸钢件应不低于GB/T 11352中的ZG340-640o
3.4.8联轴器材料应满足以下要求:
——锻造件应不低于GB/T 699中的45钢;
——铸钢件应不低于GB/T 11352中的ZG310-570o
3.4.9制动轮材料应满足以下要求:
——锻造件应不低于GB/T 699中的45钢;
——铸钢件应不低于GB/T 11352中的ZG310-570;
——铸铁件应不低于GB/T 1348中的QT600-3或GB/T 9439中的HT250,起升机构和钢丝绳变 幅机构不釆用上述两种材料。
3.4. 10齿轮轴、滑轮轴材料应不低于GB/T 699中35钢;其他轴材料应不低于GB/T 699中的45钢。 3.4.11齿轮材料应满足以下要求:
——锻造件应不低于GB/T 699中45钢;
——铸钢件应不低于GB/T 11352中的ZG310-570o
3.5零部件
3.5. 1钢丝绳及接头
3.5. 1. 1钢丝绳及接头应符合GB/T 6067的规定。钢丝绳型号应符合GB 8918规定并禁止接长 使用。
3.5. 1.2钢丝绳的安全系数应符合GB/T 3811与GB/T 6067的规定。
3.5. 1.3钢丝绳用压板固定在卷筒上时,每端应不少于3块压板,固定在卷筒侧壁上时若用一块板固 定,则压板与钢丝绳接触长度不应少于6倍钢丝绳直径。釆用楔块固定时,钢丝绳应贴紧楔块的圆弧段 并将其楔紧。
3∙5∙1∙4采用铝合金套压制接头时,应符合GB/T 6946的规定;釆用钢丝绳夹接头时,应符合 GBZT 5976的规定;采用楔形接头时,应符合GB/T 5973的规定深用绳卡接头和编结接头时,应符合 GB/T 6067的规定。
3. 5. 1.5旋转接头不应有裂纹,接头装配后应转动灵活,无滞留现象。
3.5.2 吊钩
3.5.2. 1锻造吊钩应符合GB/T 10051.1与GB/T 6067的规定。
3. 5. 2. 2吊钩硬度应逐件检验。吊钩表面应光洁,不应有飞边、毛刺、尖角、重皮、锐角、剥裂等缺陷。 吊钩存在裂纹、凹陷、孔穴等缺陷时禁止使用,并不应焊补后使用。
3.5.2.3吊钩柄中心线与钩腔中心应重合,其偏移量应符合GB/T 10051.2的规定。
3.5.2.4吊钩应设置能防止钢丝绳脱钩的装置。
3.5.2.5板钩柄部中心线与板钩各片钢板的轧制方向应与吊钩整体受力方向一致,并标明轧制 方向。
3.5.2.6板钩各钩片与板钩悬挂夹板的钢板在轧制后应正火。
3. 5.2.7板钩与钢丝绳接触的内边应进行切削加工,加工余量不应少于3 mm,并应切除在应力最大 的截面上因气割形成的热影响区。钩腔的机械加工应满足加装钩鞍的需求。
3.5.2.8板钩各钩片和悬挂夹板应无锈蚀和氧化皮,无表面裂纹和内部开裂。有缺陷的钩片不应 使用。
3.5.2.9板钩各钩片和悬挂夹板上不应出现任何焊接现象。
3.5.2. 10吊钩组的设计应保证起重机在装卸作业时不应发生钩挂舱口的现象。
3. 5. 2. 11检验吊钩的试验载荷按GB/T 6067的规定取值,试验时间不应少于10 min,试验后吊钩开 口处残余变形不应大于原钩口尺寸的0.25⅜o
3.5.3滑轮与卷篇
3.5. 3. 1滑轮、卷筒的卷绕直径与钢丝绳直径的比值h为选择系数,见表3。
表3选择系数ft,.ft2和五3
|
机构工作级别 |
卷筒Λι |
滑轮知 |
平衡滑轮加 |
|
M3 |
14.0 |
16.0 |
12.5 |
|
M4 |
16.0 |
18.0 |
14.0 |
|
M5 |
18.0 |
20.0 |
14.0 |
|
M6 |
20.0 |
22.4 |
16.0 |
|
M7 |
22.4 |
25.0 |
16.0 |
|
M8 |
25.0 |
28.0 |
18.0 |
|
注:采用不旋转钢丝绳时仇值应按比机构工作级别高一级的值选取。 | |||
3.5.3.2钢丝绳绕进或绕出滑轮时偏斜的最大允许角度不应大于5oo
3. 5. 3. 3对设有防止钢丝绳脱槽装置的滑轮,其最外缘与防脱槽装置间隙不应大于钢丝绳直径 的 20%。
3. 5. 3. 4滑轮槽应光洁平滑,装配后不应有可损坏钢丝绳的缺陷。
3.5.3.5滑轮槽侧斜向圆跳动(离槽顶10 mm处)和槽底径向圆跳动,在滑轮装配后应满足表4的 规定。
表4滑轮槽侧斜向圆跳动和槽底径向圆跳动允许值 单位为毫米
|
滑轮加工类别 |
槽侧斜向圆跳动 |
槽底径向圆跳动 |
|
切削加工滑轮 |
(1/1 OoO)D |
(1/1 OOO)D |
|
轧制滑轮 |
(3/1 OOO)D |
(2/1 OOO)D |
|
注:D为滑轮槽底直径。 | ||
3.5.3.6滑轮槽底直径允许极限偏差见表5。
表5滑轮槽底直径允许极限偏差值 单位为毫米
|
滑轮槽底直径D |
允许极限偏差ΔD |
|
160<D≤400 |
0〜-2.5 |
|
400<D≤600 |
0〜■ 3.0 |
|
600<D≤800 |
0〜■ 4.0 |
|
800<D≤l 000 |
0〜-5.0 |
|
1 000<D≤l 200 |
0— 6. 0 |
3. 5.3.7滑轮绳槽半径R允许极限偏差见表6。
表6滑轮绳槽半径允许极限偏差 单位为毫米
|
绳槽半径R |
允许极限偏差∆R | |
|
幽 |
≤5.5 |
0—+ 1.0 |
|
5.5VRW15 |
0〜-2.0 | |
|
15VRW32 |
0〜■ 4.0 | |
3.5.3.8滑轮外径允许极限偏差见表7。
表7滑轮外径允许极限偏差 单位为毫米
|
滑轮外径DI |
允许极限偏差∆D1 |
|
≤250 |
0--1.0 |
|
250<Dι≤500 |
0--1.2 |
|
500<Dι≤l 000 |
0 〜一1. 6 |
|
1 OoOVDI <1 200 |
0--2. 0 |
|
1 200<D1≤l 500 |
0--2.5 |
3. 5. 3. 9卷筒上用压板固定钢丝绳时,压板应符合GB/T 5975的规定。
3. 5.3. 10卷筒上的钢丝绳安全圈数不应少于3圈。
3. 5. 3. 11钢丝绳在卷筒上应排列整齐。钢丝绳绕进或绕出卷筒时:单层缠绕钢丝绳对绳槽的每一侧 的偏斜角不应大于3. 5°;光面卷筒单层或多层缠绕钢丝绳偏离卷筒轴线垂直平面的角度不应大于2°。 卷筒上应设有防钢丝绳脱槽装置。
3. 5. 3. 12多层缠绕钢丝绳卷筒的两侧边缘高度应超过钢丝绳缠绕的最外层,超过的高度应不小于钢 丝绳直径的2. 5倍。
3.5.3. 13卷筒绳槽加工后,槽底壁厚尺寸偏差为公称值的±8%。同一卷筒上左右旋绳槽的底径尺寸公 差带应不低于GB/T 1801中规定的hl2,绳槽底径的径向圆跳动不应大于1/1 OoOD(D—绳槽底径)。
3.5.4车轮
3.5.4. 1车轮踏面直径的尺寸公差带应不低于GB/T 1801中规定的h9o
3.5. 4. 2车轮踏面和基准端面(端面上加工深为1. 5 mm的沟槽作标志)对孔轴线的径向及端面圆跳 动应不低于GB/T 1184中规定的9级。
3. 5. 4. 3车轮热处理后,其踏面和轮缘内侧面硬度应为300 HB~380 HB,淬硬层深15 mm处,硬度 应不小于260 HBo
3.5.4.4车轮上不应有裂纹,其踏面和轮缘内侧面不应有影响使用性能的缺陷,且不应焊补。
3.5.5制动轮、制动盘
3. 5. 5. 1制动轮或制动盘上不应有裂纹,制动面上不应有影响使用性能的缺陷,且不应焊补。
3. 5. 5. 2直接安装在轴上的制动轮,其径向圆跳动不应低于GB/T 1184中规定的9级。
3. 5. 5. 3钢质制动轮或制动盘的制动面应在热处理后使用。
3.5.5.4制动盘安装后,其制动面对轴线的端面圆跳动量不应大于0. 2mmo
3.5.6联轴器
3. 5. 6. 1齿式联轴器应满足以下要求:
GlCL型、GllCL型、GIeLZ型、GII CLZ型,GCLD型,NGCL型,NGCLZ型的许用角向补 偿量与许用径向补偿量应符合表8、表9规定。
齿式联轴器许用角向补偿量见表8; 齿式联轴器许用径向补偿量见表9; 齿式联轴器的内、外齿的啮合应润滑良好。
表8齿式联轴器许用角向补偿■
单位为毫米
|
联轴器型号 |
许用角向补偿量 | |
|
∆α |
2 ∙ ∆β | |
|
CLXLZ |
0o3OZ |
Γ |
|
GlCL、GlCLZ、GlICL、 G ∏ CLZ、GCLD、NGCL、NGCLZ |
lo30z |
3° |
单位为毫米
|
联轴器型号 |
CLI |
CL2 |
CL3 |
CU |
CL5 |
CL6 |
CL7 |
CL8 |
CL9 |
CLlO | ||||||||||||
|
许用径向补 偿量 |
0. 40 |
0. 65 |
0. 80 |
1.00 |
1.25 |
1.35 |
1.60 |
1.80 |
1. 90 |
2.10 | ||||||||||||
|
联轴器型号 |
CLlI |
CL12 |
CL13 |
CL14 |
CL15 |
CL16 |
CLl 7 |
CL18 |
CLl 9 |
— | ||||||||||||
|
许用径向* 偿量 |
2.40 |
3. 00 |
3. 20 |
3.50 |
4. 50 |
4. 60 |
5. 40 |
6.10 |
6. 30 |
— | ||||||||||||
|
联轴器型号 |
GICLl |
GICL2 |
GICL3 |
GICL4 |
GICL5 |
GICL6 |
GICL7 |
GICL8 | ||||||||||||||
|
许用径向补 偿量△¥ |
1.96 |
2. 36 |
2. 75 |
3. 27 |
3.8 |
4.3 |
4.7 |
5.24 | ||||||||||||||
|
联轴器型号 |
GICL9 |
GI CLlO |
GlCLlI |
GlCLI2 |
GICLI3 |
GI CL14 |
GlCLI5 |
GI CL16 | ||||||||||||||
|
许用径向补 偿量AY |
5. 63 |
6.81 |
7.46 |
8. 77 |
10.08 |
11.15 |
11. 36 |
13.3 | ||||||||||||||
|
联轴器型号 |
GlCLI7 |
GICLI8 |
GlCLI9 |
GICL20 |
GI CL21 |
GI CL22 |
GICL23 |
GICL24 | ||||||||||||||
|
许用径向补 偿量 |
13. 87 |
14.53 |
15.71 |
16. 49 |
17. 02 |
17. 28 |
18. 06 |
18.6 | ||||||||||||||
|
≡λ |
联轴器型号 |
GI CL25 |
GI CL26 |
GI CL27 |
GICL28 |
GI CL29 |
GICL30 |
一 |
— | |||||||||||||
|
许用径向补 偿量 |
19.4 |
19.9 |
19. 92 |
21.2 |
21.1 |
21.7 |
一 |
— | ||||||||||||||
|
联轴器型号 |
GlICLI NGCLI |
GIlCL2 NGCL2 |
GHCL3 GCLDl NGCL3 |
GllCL4 GCLD2 NGCL4 |
GIICL5 GCLD3 NGCL5 |
GllCL6 GCLD4 NGCL6 |
G∏CL7 GCLD5 NGCL7 | |||||||||||||||
|
许用径向补 偿量 |
1.0 |
1.0 |
1.1 |
1.2 |
1.4 |
1.4 |
1.5 | |||||||||||||||
|
联轴器型号 |
GIlCL8 GCLD6 NGCL8 |
GlICL9 GCLD7 NGCL9 |
GIlCLIO GCLD8 NGCLIO |
GilCLlI GCLD9 NGCLll |
GnCLI2 GCLDIo NGCLI2 |
GllCLl3 NGCLI3 |
GlICLI4 NGCLI4 | |||||||||||||||
|
许用径向补 偿量 |
1.7 |
1.8 |
2.0 |
2.1 |
2.3 |
2.6 |
4.5 | |||||||||||||||
|
联轴器型号 |
GlICLl5 |
G∏CL16 |
G∏CL17 |
GIlCLI8 |
GllCLI9 |
GIlCL20 |
GnCL21 | |||||||||||||||
|
许用径向补 偿量△¥ |
4.8 |
5.3 |
5.4 |
5.8 |
6 |
6.4 |
6.6 | |||||||||||||||
|
联轴器型号 |
GilCL22 |
GlICL23 |
G∏CL24 |
G∏CL25 |
— |
— |
— | |||||||||||||||
|
许用径向补 偿量 |
6.8 |
8.0 |
8.4 |
8.5 |
— |
— |
— | |||||||||||||||
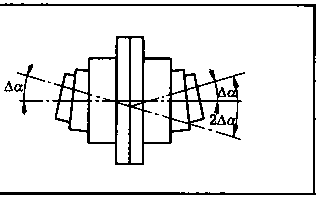
表9齿式联轴器许用径向补偿景
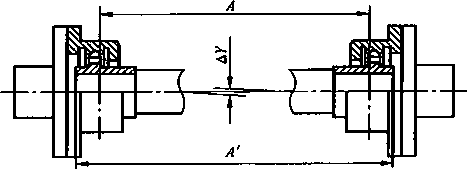
CLZ型和GlCLZ型、GHCLZ、NGCLZ型联轴器的许用径向补偿量见下图:
CLZ型按下式计算:
∆Y=A ∙ tanΔa=A ∙ taπ30, = 0. 008 73A
GICLZ型、GH CLZ、NGCLZ型按下式计算:
∆Y=A ∙ tan∆α=A ∙ tanlo30, = 0. 026 2A
式中:A—中间轴两端连接的外齿轴套齿中心间距离。
3.5.6.2弹性套柱销联轴器应符合GB/T 4323的规定。
3.5.6.3十字轴万向联轴器应符合JB/T 5901的规定。
3.5.7制动器
3.5. 7. 1制动器选择应符合GB/T 3811与GB/T 6067的相关规定。
3.5. 7. 2电力液压鼓式制动器应符合JB/T 6406和JB/T 10603的规定,并满足以下要求:
——制动时,软质制动衬垫与制动轮接触面积应不小于制动衬垫总面积的70%、硬质与半硬质制 动衬垫与制动轮接触面积应不小于制动衬垫总面积的50⅝i
——制动瓦块与制动衬垫应紧密贴合,粘接的制动衬垫应严格按照相关工艺要求粘贴,節接的制动 衬垫应达到削钉头埋入制动衬垫厚度的一半以上;
——制动器弹簧经3次全压缩后,不应有永久变形;
——制动器装配后各皎点应转动灵活。
3.5. 7. 3盘式制动器应符合JB/T 7019和JB/T 7020的规定,并应满足以下要求:
——制动时,制动衬垫与制动盘接触面积应不小于制动衬垫总面积的75%;
——在松闸状态下,制动衬垫与制动盘的间隙应不小于0.5 mm,液压推动器的工作行程应不大于 推动器总行程的2/3;
——制动衬垫中心线应通过制动盘中心,偏差不应大于2 mm;
——制动衬垫外缘与制动盘外缘应留3 mm距离,如图1所示;
——液压推动器宜注入10号或25号变压器油。
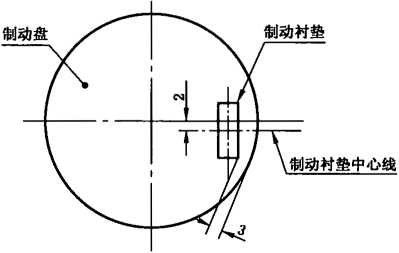
图1制动衬垫安装平面示意图
3.5.8减速器
3.5.8. 1减速器渐开线齿轮副的精度对软齿面应不低于GB/T 10095中规定的8-8-7级,对中硬齿面 应不低于GB/T 10095中规定的8-7-7级,对硬齿面应不低于GB/T 10095中规定的7-7-6级。
3.5.8.2起升、变幅和回转机构宜采用中硬齿面或硬齿面齿轮减速器;运行机构宜采用中硬齿面或软 齿面齿轮减速器。
3. 5. 8. 3减速器齿轮副的齿面接触斑点不应低于表10规定的数值。
表10减速器齿轮副的齿面接触斑点
|
名 称 |
齿面接触斑点/% | |
|
按齿高 |
按齿长 | |
|
硬齿面 |
60 |
80 |
|
中硬齿面 |
50 |
70 |
|
软齿面 |
40 |
50 |
3.5.8.4减速器齿轮副的齿面硬度不应低于表11规定的数值。
9
表11减速器齿轮副的齿面硬度
|
名 称 |
齿面硬度 |
|
硬齿面 |
54 HRC〜62 HRC |
|
中硬齿面 |
小齿轮 291 HB〜323 HB,大齿轮 269 HB~291 HB |
|
软齿面 |
小齿轮 240 HB〜270 HB,大齿轮 190 HB-23O HB |
3.5.8.5减速器应进行正反方向各2 h的空载试验。试验时,减速器运转应平稳、无异常响声,在箱体 部分面等高线上,距减速器前、后、左、右Im处的噪声不应大于85 dB(A)o
3. 5. 8. 6减速器应进行正反方向各Ih的负荷试验。负荷试验时应按额定负荷的25%、50%、75%、 100%四个阶段逐步加载,试验时减速器油池温度不应超过环境温度35 ¢,轴承温度不应超过环境温度 40笆。
3. 5. 8. 7减速器箱体应经时效或退火处理,以消除或减小内应力。
3.5.8.8装配好的减速器应转动灵活,各连接处与密封处无渗漏现象。
3.5.9开式齿轮副与齿轮齿条副
3.5.9. 1齿部不应有影响使用性能的缺陷,也不应焊补。
3. 5. 9.2齿轮副与齿轮齿条副的精度应不低于GB/T 10095与GB/T 10096中规定的9-8-8级。
3. 5. 9. 3齿轮副与齿轮齿条副的齿面接触斑点按齿高不应低于30%,按齿长不应低于40%。
3. 5. 9.4 齿面粗糙度不应低于GB/T 1031中Rα6. 3 μmo
3. 5. 10销齿
3. 5.10.1销齿传动的公差配合应符合表12规定的数值。
表12销齿传动的公差配合
|
项 目 |
公差或配合 |
备注 | |||
|
齿距 | |||||
|
<10π |
<20π |
<30π |
<50π | ||
|
齿轮的制造公差与配合 | |||||
|
两相邻齿同侧面间齿距P的偏差 |
±0. 05 |
±0.10 |
±0.15 |
±0. 20 | |
|
齿顶圆直径dβl的公姜带 |
h8 | ||||
|
齿顶圆周对轴孔中心的圆跳动量t |
≤0. 10 |
≤0.15 | |||
|
齿面与轴孔轴线平行度公差值f |
∕≤0. 05 |
∕≤0.10 | |||
|
销轮的制造公差与配合 | |||||
|
销齿孔中心距(齿距)的偏差 |
±0.15 |
±0.25 |
±0. 40 |
±0.55 | |
|
销齿与夹板孔的配合 |
H7∕h6 | ||||
|
节圆直径d2的公差带 |
h9 〜hlθ |
d2小用hlθ,⅛大用h9 | |||
|
节圆周对轴孔中心的圆跳动量t |
YO. 50 |
f≤l. 50 | |||
|
注:销齿传动中心距Q的偏差,按一般齿轮的中心距偏差土IT9确定. | |||||
3. 5. 10. 2齿面与销轮表面的粗糙度不应低于GB/T 1031中Ra6. 3 μmo
3.5. 10.3齿面硬度不应低于50 HRC,有效硬化深度应不小于2 mm;销轮工作表面硬度不应低于
40 HRC,有效硬化深度应不小于2 mm。
3. 5. 11滑动螺旋副
3.5. 11. 1滑动螺旋副应符合GB/T 5796的规定。
3.5.11.2滑动螺旋副的螺杆与螺母贴合面处的粗糙度不应低于GB/T 1031中Ral. 6 μmo
3.5.11.3滑动螺旋副梯形螺纹的中径公差带推荐采用7H∕7e0
3. 5. 11.4螺杆材料宜选用50Mn或38CrMOAIA,螺母材料宜选用ZCUAll0Fe3o
3.5. 12滚动螺旋副
3.5. 12. 1滚动螺旋副应符合GB/T 17587. 3的规定。
3.5.12.2滚动螺旋副的精度推荐采用4级或5级。
3. 5. 12. 3滚动螺旋副丝杠材料宜选用38CrMOAIA,工作表面硬度不应低于56 HRCi滚动螺旋副螺 母材料宜选用GCrl5或9Crl8,工作表面硬度为60 HRCO
3.6结构件
3.6. 1焊缝
3.6. 1. 1焊缝坡口应符合GB/T 985.1和GB/T 985. 2的规定。特殊需要的坡口形式和尺寸,可根据 具体情况规定并在图样上注明。
3.6. 1.2所有焊缝均不应有漏焊、烧穿、裂纹、气孔、未熔合、严重咬边、夹渣、熔瘤、凹坑等影响性能和 外观质量的缺陷。重要焊缝应打上焊工代号钢印。
3.6. 1.3对现场安装时施焊的重要焊缝,应在实物上用钢印或涂漆的方法作出明显的“安装重要焊缝" 标记,并按相关技术要求进行检验。
3.6. 1.4重要焊缝在外观检查后应进行无损检测,焊缝质量射线探伤不低于GB/T 3323中II级要求, 超声波探伤不低于GB/T 11345中I级质量要求。
3. 6. 1. 5 焊接用焊条、焊丝与焊剂应符合 GB/T 5117, GB/T 5118, GB/T 5293、GB/T 8110、 GB/T 12470、GB/T 14957的规定,焊条与焊丝的选择应与主体构件材料强度以及焊缝所受载荷类型 相适应。
3. 6. 1.6未注焊缝高度的角焊缝,其焊缝高度宜不小于被焊接件中较薄连接件板厚的80%。
3.6. 1.7对应保证的焊接件切割面质量,应不低于CB/T 3123中规定的2级。
3.6.2连接结构件的高强度螺栓副
3.6.2. 1用于连接结构件的高强度大六角螺栓、大六角螺母、高强度垫圈及技术要求,应符合 GB/T 1228-1231的规定,并按设计规定的安装规程进行安装和检验。
3.6.2.2对高强度螺栓连接的结构件结合面应按JGJ 82的规定进行处理。
3.6.3连接结构件的钗制孔用螺栓副
3. 6. 3. 1螺栓的机械性能等级应不低于8. 8级,螺母的机械性能等级应不低于8级。
3.6. 3. 2螺栓与皎制孔的配合宜采用GB/T 1801中H8∕h8o
3.6.4结构件材料的表面预处理
3. 6.4. 1结构件材料的表面预处理应按矫形、除锈、涂防锈层的顺序依次进行。
3. 6. 4. 2预处理前的钢材应去除油污和水分。
3. 6. 4. 3重要焊接结构件的钢板、型钢、钢管等在焊接前应进行表面预处理。
3.6.4.4材料经预处理后,不应有牢固的轧制氧化皮和其他污物,经喷丸处理的材料表面应呈现有光 泽的银白色(重要结构件达到GB/T 8923中的Sa2§级)。
3. 6.5结构件制造的允许偏差
3.6. 5.1焊接成型后的结构件,其形状和位置偏差不应超过表13的规定。
11
序号
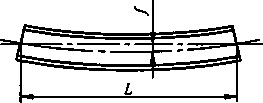
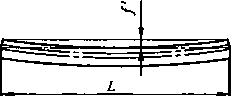
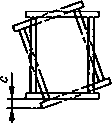
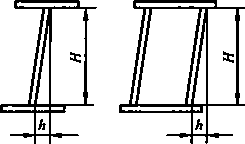
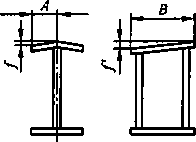
表13结构件制造允许偏姜
单位为毫米
检査项目
允许偏差
垂直方向
构件直线度
y≤Γ⅛δL
水平方向
梁上拱偏差
箱形梁、工字梁 扭曲度
箱形梁、工字梁 腹板垂直度
工字梁翼缘板翘曲度
箱形梁上翼缘水平翘曲度
筋板相对错位量
∙r≤Γ⅛δL
F为图样规定拱度
构件长5 V..
IO 000<L≤20 000 c≤8
20 000<L≤30 000 c≤10
30 000<L≤50 000 c≤15
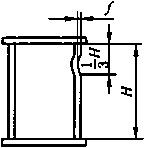
λ≤⅛H-在筋板或节点处测量
r'Wy⅛A,在筋板处测量,fW6
Z≤⅛B.在肋板处测量
e≤0. 38
表13 (续)
单位为毫米
序号 简 图 检査项目
允许偏差
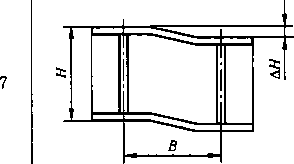
相配梁高度差
AH≤f⅛δB-AH≤1°
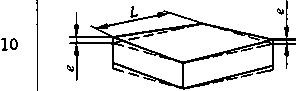
构件尺寸偏差
L≤7 OOO ∆L<3
L>7 000 ∆L≤5
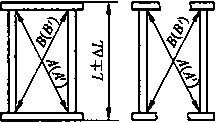
两对角线长度之差
L≤7 000 I A-B I ≤4
L>7 000 I A-B I ≤7 关联:I A—A' I ≤1, I B-Bf I ≤1
筒体对接厚度错位
筒体对接中心偏差
c≤0. 28
8为圆筒壁厚
翘曲变形量
L<2 000 e≤j θθθL+2
2 OoOVLW5 000 e≤ ɪ θθθL4~4
5 000<L≤150 000 e≤y~θθL÷7
11
箱形梁、工字梁 腹板平面度
1 m 直 尺 检 査
在受压亏H区域内,且相邻筋板间凹凸不
超过一处,∕≤0.65
在其余区域内
7≤f ÷⅛,z≤15
14
15
16
序号
12
13

表13 (续)
检査项目
箱形梁、工字梁 翼缘板平面度1m内 整体加筋板之间
司机室围壁平面度
机器房围壁平面度
棚顶平面度
平台平面度
桁架腹杆轴线对理论 轴线的偏差
腹杆的直线度
桁架节距偏差
支座耳板垂直度
支座开档尺寸偏差
法兰面角变形
加强板偏心度
单位为毫米
用Im直尺检査∕≤3
整体 ^≤ΓoδδL
加筋板之间
⅛≤500 ∕≤2 500<6≤2 000 ∕≤2∣θ6
b>2 000 ∕≤8
用 ∕≤5
≠≥100
∕≤5
∕≤8
∕≤6
∕ι≤5
δb≤250b
Yl。。∕<5θ⅛
fr≥ιoo ∕≤ι+⅛
内侧 e≤10
外侧e≤5
内侧e≤5
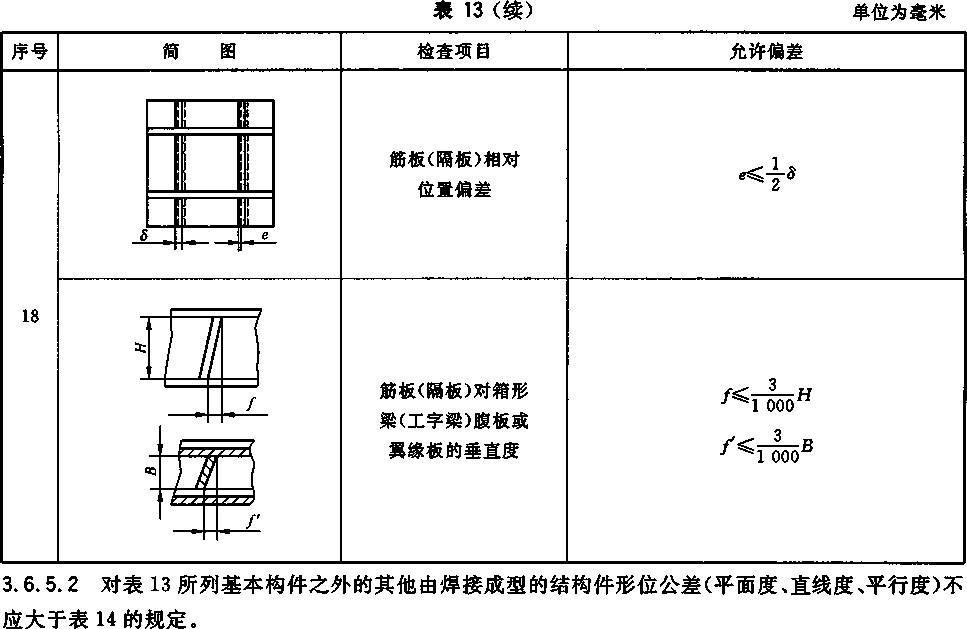
表14结构件形位公差 单位为毫米
|
公称尺寸(L) |
30<L≤ 120 |
120<L ≤400 |
400<L ≤1 000 |
1 000<L ≤2 000 |
2 000<L ≤4 000 |
4 000<L ≤8 000 |
8 000<L ≤12 000 |
12 000<L ≤16 000 |
16 000<L ≤20 000 |
L>20 000 |
|
形位公差 |
1 |
1.5 |
3 |
4.5 |
6 |
8 |
10 |
12 |
14 |
16 |
3. 6.5. 3箱形梁、工字梁、筒体及其他各类构件焊接成型后的线性尺寸偏差不应大于设计或表15的 规定。
表15焊接成型的结构件线性尺寸偏差 单位为毫米
|
公称尺寸 |
30<L ≤120 |
120<L ≤315 |
315<L ≤1 000 |
1 000<L ≤2 000 |
2 000<L ≤4 000 |
4 000<L ≤8 000 |
8 000<L ≤12 000 |
12 000<L ≤16 000 |
16 000<L ≤20 000 |
L>20 000 |
|
外形 |
±2 |
±2 |
士 3 |
土 4 |
±6 |
±8 |
±10 |
±12 |
±14 |
±16 |
|
相关 |
±1 |
±1 |
±1.5 |
±3 |
土 4 |
±5 |
土 7 |
±8 |
±9 |
±10 |
|
注:相关一一销孔现对位置、各杆件或各板相对位置。 | ||||||||||
3. 6.5.4臂架、象鼻架、大拉杆、转柱、转台、制作完工后应达到:
——整体结构轴线在给定平面内(垂直面与水平面)的直线度不应大于被测长度的1/1 500,并不应 超过20 mm;
——钗点几何轴线对其结构纵向对称平面的垂直度不应大于被测件长度的1/1 500;
——較点几何轴线相互间的平行度不应大于被测钗点间距的1/1 500;
——同一钗点两轴孔的同轴度应不低于GB/T 1184中10级。
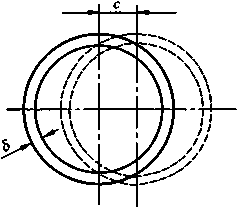
3. 6.5.5圆筒形门架的结构几何轴线对水平面的垂直度不应大于A/1 500;其上支承法兰与回转大轴 承接触表面的平面度应为GB/T 1184中的9级,水平偏斜应控制在α≤D∕l 500,如图2所示。
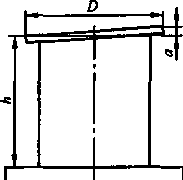
lʃ+-VJ
图2圆筒形门架垂直度与水平偏斜示意
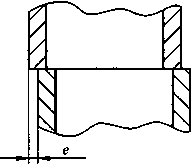
3.6.5. 6 交叉式门架与撑杆式门架的上支承环水平轮轨道中心和下支承座中心偏差应符合 β≤A∕l 500且e≤4 mm,下支承座圈的水平偏斜应控制在∕≤0. 3D/1 000,如图3所示。
上支承轨道中心线
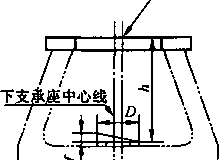
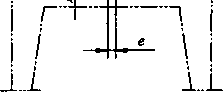
图3交叉式门架与撑杆式门架上、下支承中心偏差与下支承直径示意
3.6.5.7转柱结构几何轴线对其底平面的垂直度不应大于被测结构长度的1/1 500 o
3. 6. 5. 8转台上平面的平面度宜控制在4 mm内,转台下部与回转支承接触表面的平面度不应大于滚 道中心直径的1/2 500o
3.6.5.9门座制作完工后应达到:
--门座支腿轨距S的偏差AS为(一5--10)mm;
——门座支腿底部对角线长度L的偏差为(一5~ + 5)mmj
——门座各支腿底平面的垂直高低差应不大于3 mm,水平偏斜应不大于被测长度的1/1 OooO
3.6.6结构件安装吊点
3.6.6. 1安装吊点的设置应保证结构件在吊装过程中无塑性变形。
3.6.6.2与安装吊耳配用的卸扣应符合设计的规定。
3.6.7结构件防水要求
3. 6.7. 1结构件的排水措施应有效,其外表面不应有积水。
3. 6.7.2箱形(或其他结构型式)结构件内部不应有渗漏水或残留积水。
3.6.8箱形(或圆筒形)结构件开人孔要求
3.6.8. 1人孔的几何尺寸应满足人员进出方便,宜釆用镶边人孔。
3.6.8.2人孔关闭后应密封并能防止雨水飘入和渗入。
3.6.8.3人孔开启后,结构件内应有明显的通风效果。
3.7液压系统及元件
3.7.1液压系统应符合GB/T 3766的规定,应设置防止过载和冲击的安全装置。溢流阀的调整压力 不应大于系统额定工作压力的110%,系统的额定工作压力不应大于液压泵的额定压力。
3. 7. 2液压油应符合设计所选油类的性能标准,其过滤精度应符合系统中选用的液压元件的要求,并 能适应工作环境的温度。
16
3.7.3液压系统的油温在起重机作业中温升不超过40 KO液压泵进口处的油温不应超过60笆。
3.7.4液压系统传动应平稳,不应出现异常噪声;全系统应无渗油现象。
3.7.5油管的口径应符合液压系统压力和流量的要求。钢管的弯曲半径应大于3倍管子外径,固定管 路的零件应有弹性。油管应排列整齐,便于装拆、保养和检查。
3.7.6液压元件应符合设计要求与GB/T 7935的规定,元件应按有关标准及技术文件的要求在安装 前进行清洗,并要进行压力和密封试验,合格后才能使用。
3.7.7泵与其原动机之间连接应有足够的刚性。
3.7.8密封件或密封组件应便于更换。
3.7.9液压缸的安装应对中。由双缸操纵同一机构,应有足够的平行度。
3.7. 10阀件的安装应避免重敲击、冲击和振动对阀中主要元件的影响。
3.7.11支座式液压缸未采用键或销承受剪应力时,则底脚固定螺栓应能经受全部剪应力而不致引起 危险。
3.7. 12对采用液压油缸变幅的起重机,静止的起重臂在任何工作位置均不应出现下滑现象。
3.8时效处理
3.8.1铸造件应进行时效处理,以消除铸造内应力。
3.8. 2图样有要求的金属结构件应进行时效处理,以消除焊接内应力。
3.9机构
3.9. 1起升机构
3∙9∙1∙1具有机械换挡有级变速器的起升机构,应有防止在载荷升降过程中换挡的安全措施。
3∙9∙1∙2具有慢速性能的起升机构,其微动下降速度应符合设计的规定。.
3∙9∙k3额定载荷在空中停止后,起升机构再启动时,载荷不应出现瞬时下滑现象。
3. 9.1.4有左、右旋向的卷筒安装时,应符合设计的规定。
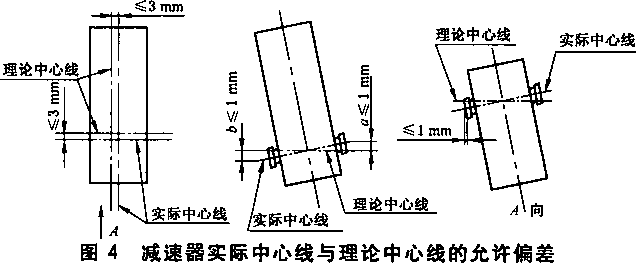
3.9. 1.5机构安装后减速器的实际中心线与转台上机座排装基准线的允许偏差见图4o
3.9. 1.6对采用三支点形式的机构卷筒,安装后其实际中心线的位置允许偏差见图5。
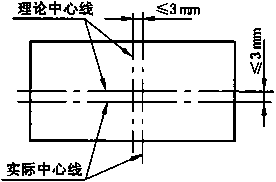
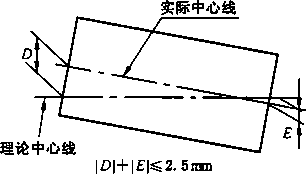
图5三支点形式机构卷筒实际中心线位置允许偏差
3.9.2变帽机构
3. 9. 2. 1齿条变幅驱动装置的齿条与小齿轮的啮合侧隙宜为0. 3 mm〜0. 7 mm,通过调整上、下压轮 位置保证齿条正确啮合。齿条与小齿轮啮合工作中应无小齿轮啃咬齿条现象。
17 3. 9.2.2螺杆变幅驱动装置的螺杆、螺母螺旋线在安装时应作配对记号,并根据定位记号铳出键槽;施 拧于外壳滚动轴承定位螺母的扭矩,应符合设计要求;螺杆、螺母跑合后接触面积应不少于75%,螺杆 伸缩套应保证伸缩灵活并不应有漏油现象。
3. 9. 2. 3绳索变幅驱动装置应符合3. 9.1. 4~3. 9.1. 6的规定。
3. 9.2.4液压变幅驱动装置的油缸对臂架中心线的位置允许偏差应不大于10 mmO
3. 9.3回转机构
3. 9. 3. 1滚动轴承式回转支承应达到:
——回转支承及上、下支承环安装前应清洗安装面,并防止清洗液进入滚道内部;
——回转支承与上、下支承安装面的平面间隙(螺栓未紧固前)应不大于0. 2 mm~0. 3 mm,允许采 用浇注环氧树脂垫平;
——连接回转支承与上、下支承环的紧固螺栓应在对称方向上依次拧紧,次序见图6;
——螺栓的预紧力与施拧扭矩应符合设计的规定。
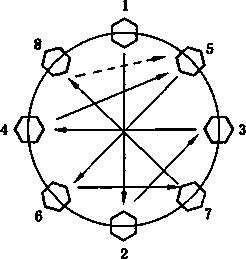
图6螺栓依次拧紧示意
3. 9. 3. 2转柱回转支承应达到:
——水平轮与转柱的安装应符合表16的规定;
—一安装后的水平轮不应出现上、下窜动现象,并应保证起重机在最大幅度至最小幅度回转时无敲 击声;
——转柱回转下支承座内孔与球面滚动轴承的配合宜留有0.15 mm~0. 2 mm的间隙;
——转柱回转支承对门座架中心的位置度应不大于扼mm。
表16水平轮与转柱的安装允许偏差 单位为毫米
|
项 目 |
______允许偏差______ |
|
_________水平轮轴线在Y方向的平行度丨r】一a I (图7)_________ |
1 |
|
水平轮端面在X方向的平行度α+6(图7) |
1 |
|
水平轮轴线与转柱轴线距离Q4、08、8、0。、0£、3相互之差(图8) |
±3 |
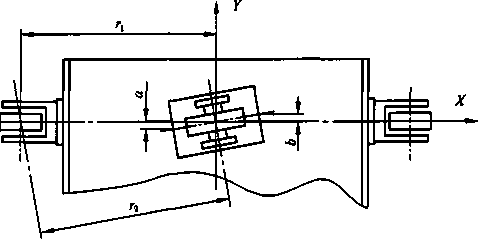
图7水平轮在X、Y方向安装偏差示意
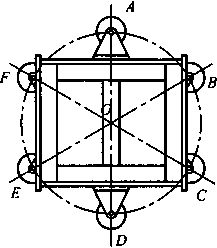
图8水平轮轴线与转柱轴线距离示意
3.9.3.3回转支承运转时应平稳无异常响声,大齿圈与驱动小齿轮的啮合侧隙宜为0. 5 mm~
1. 6 mm<,
3.9.3.4推荐采用能控制制动时间与行程的可操纵常开式制动器,操纵制动器的脚踏力为80 N〜
200 NO
3.9.4运行机构
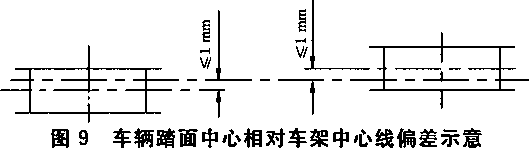
3. 9. 4. 1同一车架的两个车轮踏面中心相对车架中心线偏差不应大于1 mm,见图9。
3. 9. 4. 2同一行走台车的车轮的同位偏差8(图10所示)不应大于表17的规定。

图10车轮的同位偏差5示意
表17车轮的同位偏差5的允许值 单位为毫米
|
同位差 |
不同车架相邻的两个车轮备 |
相邻车架的三个车轮& |
不同车架三个以上车轮爲 |
|
8 |
≤2 |
≤3 |
≤5 |
3.9.4.3整机安装完毕后,运行机构最上一层均衡梁在轨距方向的跨度偏差为±5 mmO
3. 10润滑系统
3. 10. 1起重机上应有润滑图,各润滑点应有标志,润滑点的位置应便于安全接近,使用中应按设计要 求定期润滑。
3. 10.2起重机出厂前应对润滑油路各部位逐个检查并确保其畅通。
3. 11司机室
司机室应符合GB/T 20303.1和GB/T 20303. 4的规定。
3. 12集装箱吊具
3. 12. 1起重机采用的集装箱吊具应能装卸GB/T 1413中的A、C型国际集装箱,应符合GB/T 3220 的规定。
3. 12.2集装箱吊具转锁热处理加工后,应进行无损探伤检查,并不应有裂纹,更不应修补。
3. 12.3集装箱吊具转锁应按GB/T 6067中吊钩的检验载荷表要求的检验载荷进行拉伸试验。
3. 12.4订购合同有要求的集装箱吊具离开地面后,应能沿水平平面纵、横轴线回转士 3°,沿垂直中心 线回转±5°。
3.12.5订购合同要求的起重机应装设能抑制集装箱吊具或集装箱吊具与集装箱摇摆的减摇装置。该 装置对起重机臂架工作平面方向与垂直臂架工作平面方向的集装箱吊具与集装箱的摇摆都能自动进行 抑制。
3.13电气设备
3. 13. 1 一般要求
3. 13. 1. 1电气设备的设计和选择,应符合GB/T381LGB 5226.2和其他等效的相关专业技术标准的 规定。
3. 13. 1.2电气设备安装后的交接试验应符合GB 50150的规定。
3. 13. 1.3电气传动控制设备应符合GB/T 3797与GB/T 12668.2和各相关专用标准的规定。
3.13.1.4电气设备的绝缘性能应良好。用500 V直流兆欧表测量电动机、电阻器的绝缘电阻,冷态时 不低于1 Mfl,热态时不低于0.5 Mf2;控制柜、操纵台等成套电气设备的绝缘电阻,一次回路不低于 1 MQ,二次回路不低于0. 5 MQ;单独电器元件的绝缘电阻不低于1. 5 M∩o
3. 13. 1.5起重机的总电压损失与内部电压损失应符合GB/T 3811的规定。
3. 13. 1.6设置在司机室内的紧急断电开关和照明专用电路应符合GB/T 6067的规定。
3. 13. 1.7电气保护装置应符合GB/T 3811的规定。
3. 13. 1.8所有连接导线两端应用与电气原理图及配线表相一致的明显编号(标明线号、线束号、去向 等)。
3.13.1.9靠近电阻箱、发热元件、照明灯等部位的连接导线应加套石棉套管或乙烯涂层玻璃丝管。
3. 13"。照明电源与动力电源应分开设置,当动力电源切断时,照明电源不能失电。照明箱上各支 路开关应有明显的指局牌。 —一——
3. 13. 1. 11起重机宜设机内电话系统、无线对讲机及有线扩音广播器。
3. 13. 1. 12对采用了可编程序控制器、微型计算机的起重机,其操作动作的顺序、联锁等应能由PLC 软件完成,紧急保护功能,行程终端保护须由硬件或安全PLC完成。
3. 13. 1.13电气设备安置应考虑必要的防振措施,并在起重机工作时不应出现超出设计规定的振动。 电气柜体应用螺栓与底座紧固,严禁将开关柜与底座直接焊接。
3. 13. 1. 14开关柜内应一律采用铜质母线,分相色标应符合相关的国家标准。柜前操作距离应大于
0. 6 InO
3. 13. 1.15电阻器应安置在通风散热良好位置,并应有防护外罩。
3. 13.2电线电缆
3. 13.2. 1电缆的施工与验收应符合GB 50168的规定。
3. 13.2.2电线和电缆应采用铜芯多股线;电气设备的外部连线宜采用橡胶绝缘导线。
3. 13.2.3集装箱吊具供电控制电缆应选用特殊耐油橡套挠性多芯软电缆,并应设置防水型多芯插 座(插头),以便快速更换吊具,余留一定数量备用芯。
3.13.2.4电缆外护层选择应着重考虑每根电缆安装使用可能受到的机械作用。如外护层机械强度无 法满足使用要求时,则电缆应安装在管子、管道或电缆槽内,并釆取有效防护措施。
3. 13.2.5电线或电缆的线芯最小截面为:
--动力回路不小于2. 5 mm2 ;
——控制及照明回路不小于1.5 mm'
——电子设备、通讯设备、传感器件等内部导线不作规定,但装有电子设备的控制柜内,最小导线截 面不小于0. 2 mm2 O
3. 13.2.6动力回路、控制和信号回路应分别布线,并避免相互间干扰,接线端子应分开连接。
3. 13.2.7各机构电动机应独立配线,不应用公共回路。
20
3. 13. 2.8导线的连接和分支点应设接线箱或分线盒。
3.13. 2.9在有机械损伤或油污侵蚀、化学腐蚀的场合,电线或电缆应有防护措施或穿管保护。穿线钢 管应加保护电缆的护口。
3.13.2.10电缆敷设弯曲半径应达到:
——电缆穿管,每一根独立的连续的电缆管,累计的弯曲角度应小于360Oo超过360°时,需要用分 线盒或者三通过渡;管子弯曲半径不应小于6倍管子外径。
——固定敷设的弯曲内半径不小于6倍电缆总外径(非金属护套铠包装或编结的热塑性、弹性材料 绝缘电缆当总外径D不大于25 mm时,最小弯曲内半径为4D)。
——移动电缆弯曲半径不宜小于8倍电缆外径。
3. 13.2. 11穿管系数(电缆外径截面积之和与管子或管道内截面积之比)不应大于0. 4。
3.13.2.12用作电缆机械性保护的金属罩壳,应釆取有效防腐蚀措施。电缆紧固件、支承、托架和附件 均应釆用耐蚀材料制作或进行适当防蚀处理。
3. 13.2. 13电缆紧固件或扎带应紧固,并应具有足够表面积和一定形状,以紧固电缆而不损伤护套或 外护层,不应因起重机工作时的振动而产生附加应力和磨损。
3. 13. 2. 14所有接头应压接牢固、可靠,所有紧固件均应釆用铜质或镀锌件。
3.13.2.15电缆管、电缆管道、电缆槽的接头处应保证机械和电气上的连续性,并应可靠接地。布置上 应能防止水在内部积留。
3.13.2.16电缆卷筒的电缆进出口密封措施应有效。滑环箱防水性能应有效、可靠。
3. 13.2. 17电缆卷筒放缆终点开关动作应有效、可靠,当开关动作切断运行机构电动机电源后,电缆卷
筒上应至少保留两圈电缆。 _________ _______
3∙ 13∙2∙ 18电缆导向轮半径不应小于电缆允许弯曲半径。请咨询制造商。
3. 13. 2. 19电缆卷筒应装设有效、可靠的导缆器,导缆器安装时应与电缆卷筒位置对准,保证起重机在 运行过程中不发生电缆被卡现象。
3. 13.2.20电缆卷筒的安装精度应符合表18的规定;测量方法见图11»
表18电缆卷筒安装允许偏差 单位为毫米
|
检査项目 |
测量方法 |
.......允许偏差 |
|
电缆卷筒与轨道的平行度 |
用线锤和钢卷尺测量A〜H各点至轨道的距离I |
±2.5 |
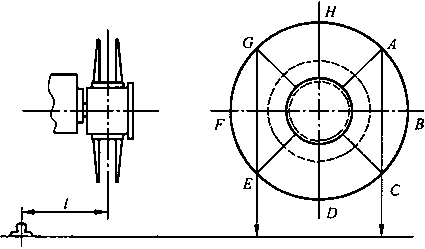
图11电缆卷筒安装允许偏差测置示意
3. 13.3中心集电器应符合GB 5226. 2的规定。
3. 13.4 电动机
3. 13. 4. 1各机构驱动电动机应符合GB 755和各专用电动机的相关标准的技术要求。
3. 13.4. 2各机构宜选用起重及冶金用系列电动机或符合起重机要求的其他类型电动机。
3. 13.4.3电动机的容量校验应符合GB/T 3811的规定,并保证在额定负载时能安全、可靠地实现启 动、加速和运转。
3.13.4.4电动机外壳防护包括防止人体触及其内部带电机体或旋转部件,防止外部固体异物或液体 进入其内部。外壳防护等级为:
——起重及冶金用系列交流电动机:全封闭外扇型,防护等级IP44;
——室内用交直流电动机:防滴式,防护等级IP23;
——室外用交直流电动机:全封闭式,防护等级IP540
3. 13.5变压器
3. 13.5.1起重机的控制变压器和照明变压器宜选用动力变压器、整流变压器、控制变压器。
3. 13.5.2变压器应符合GBJ 148的规定与设计要求。
3. 13.6电阻器
3. 13.6. 1电阻器应装于通风散热处,采用敞开自然冷却型,并应有防护外罩。
3. 13.6.2启动加速用电阻器宜按重复短期工作制选择,电阻器各级电阻的接电持续率,可按不同接入 情况选用不同值。同一电阻元件在不同接电持续率时有不同允许电流值,选用元件的允许电流值应不 小于电动机额定电流。
3. 13. 6. 3常串级电阻(包括直流电动机的电枢回路电阻)按长期工作制选择。
3. 13.6.4 电阻器应符合GB 5226. 2的规定。
3. 13.7联动控制台
3. 13.7. 1控制台宜为左右两臂操作型,操作手柄布置一般为左边操作控制回转、变幅,右边操作控制 起升(支持、开闭)、运行。操作挡位应手感灵敏、清楚、零位明显。操作应方便、轻松,并带有零位自锁 环节。
3. 13. 7.2联动控制台应符合GB 5226. 2的规定。
3. 13.8控制柜
3.13.8.1控制柜宜采用整体防护式结构,防护等级应不低于IP2X0控制柜面板带门,背板带盖。凡 釆用上下对流冷却方式,通风散热口要加防尘措施。
3. 13.8.2安装于室外的控制柜应有防雨水措施,防护等级应不低于IP54,宜采用防喷型结构。
3. 13.8.3控制柜内宜设照明装置和防潮空间加热器。
3.13.8.4控制柜内应有明显的接地标志螺钉,接地螺钉应是镀锌件或铜质件。
3. 13.8.5控制柜内导线不允许中间接头,板前配线应整齐、美观,按垂直向或水平向有规律配置,不应 任意歪斜交叉连接。每个接线端子每层接线不应超过两根。
3. 13.8.6 500 V及以下的交直流母线及其分支线,其不同极的裸露载流部分与未绝缘的金属体之间 的电气间隙和爬电距离应符合表19的要求。
表19裸露导线与金属体之间电气间隙和爬电距离规定 单位为毫米
|
_______类别_______ |
电气间隙 |
______爬电距离______ |
|
控制柜 |
≥12 |
≥20 |
|
_______照明箱_______ |
≥10 |
≥15 |
3. 13. 8.7 控制柜应符合GB 5226. 2的规定。
3. 13.9照明
3.13. 9.1司机室、机器房、电气室平均照度为50 lx。
3. 13.9.2起重机转台上或其他位置上应装有足够功率灯具,使起重机作业工作面的直接平均照度达 到 50 IXo
3. 13. 9. 3起重机各主要通道、扶梯、平台入口处的照度应不小于20 IXo
3.13.9.4起重机门腿下部宜设能加强大车运行轨道平面照度的照明灯具。
3. 13. 9.5起重机象鼻架或臂架顶端应安装红色航空障碍灯,当交流电源切断后应能自动切换到备用
22
电源。
3. 13.9.6固定式照明装置的电源电压不超过220 Vo严禁用起重机体或接地线作照明回路零线。
3. 13.9.7可移式照明装置(安全局部照明灯)的电源电压应不超过36 VO禁止用自耦变压器直接供 电,应配置220/36 V、250 VA以上的安全灯变压器作为安全灯电源。安全灯应带保护外罩、橡套软电 缆Iom及插头(2P+E)o
3. 13.9.8应用防振型或有防振措施照明灯具。室外和潮湿场所应用防水型照明灯具。
3. 13.9.9照明配电箱应专设,各支路应有标牌指明用途。司机室、机器房、门腿处应设照明开关。司 机室、机器房应设局部照明用电源插座。
3. 13. 10接地与防雷
3. 13. 10. 1起重机上的电气设备、正常不带电的金属外壳、电缆金属外皮、安全照明变压器等均应可靠 接地。
3. 13. 10.2具备整体金属结构的部分,其金属构架可用作接地干线,在钢结构非焊接处较多的场合,应 设接地干线。
3. 13. 10. 3可开启的控制柜柜门应以软导线与接地金属构件可靠地连接。
3. 13. 10.4起重机车轮与轨道应有效接地,轨道接地电阻应小于4 Ωo整机接地电阻应小于10 Ωo
3. 13. 10.5起重机回转部分电气设备接地严禁通过回转支承和车轮台车支承来实现。
3. 13. 10.6开关柜、控制台接地线最小截面为2.5 mm2(铜绞线)。
3∙13∙1°∙7象鼻架顶部或臂架端部应设避雷针,针体至少应高出航空障碍灯3。。峽起重机应考虑 设有将雷电安全引至地面轨道的设施。
3. M安全保护装置
3. 14. 1起重机安全保护装置应符合设计要求与GB/T 6067的规定。行走台车应设置防碰撞装置。
3. 14.2起重机应装设超载保护装置,当起升载荷超过额定起重量时,超载保护装置应自动停止机构工 作并发出报警声光信号,仅允许起升机构作下降运转。
3. 14. 3起重机超载保护装置应符合GB 12602的规定。
3.14.4所有安全联锁、限位、信号指示、报警、故障检测装置应符合设计要求与GB/T 6067的规定O
3. 14.5集装箱吊具各动作与升降控制应有安全联锁,集装箱离地后禁止吊具转锁转动。
3. 14.6起重机上风速报警器应在风速20 m/s时报警。
3. 14.7起重机的防风装置应安全可靠。
3. 14.8可编程序控制系统应有完善的故障显示功能。
3.14.9故障诊断、数据管理系统各项功能均应符合设计要求。
3. 15涂装和外观
3. 15. 1表面处理
3. 15. 1. 1在涂装前构件表面应进行除铁锈、焊渣、毛刺、灰尘、油脂、盐、污泥、氧化皮等预处理,以保证 表面光滑平整。
3.15. 1. 2除锈质量等级按GB/T 8923的规定:用手工方式除锈为St3级,用化学处理和抛(喷)丸(或 其他磨料)方式除锈为Sa2普级。
3. 15. 1. 3表面处理后4 h内应喷涂一道干膜厚度为15 μm~20 μm的底漆,作为钢材预处理后的短期 保护,在正式涂层开始涂装时,需进行二次表面处理去除。
3. 15.2涂层与漆膜厚度
涂层、涂料品种、最低干膜厚及道数见表20。
23
表20涂层、涂料品种、最低干膜厚及道数
|
涂层 |
涂料品种 |
最低干膜厚/ μm |
道数 |
|
底涂层 |
环氧富锌底漆 |
60 |
1 |
|
中间涂层 |
环氧后浆漆 |
100 |
1 |
|
面涂层 |
脂肪族聚氨酯面漆 |
60 |
2 |
|
总干膜厚度 |
220 |
— | |
3. 15. 3涂装颜色
产品的安全标志颜色应符合GB 2893、GB 2894的规定。
3.15.4漆膜附着力
涂层的漆膜附着力应不低于GB/T 9286中规定的1级。
3. 15.5外观
起重机外观质量应达到:
——零、部件表面不应有明显变形及损伤,应平整、无粘砂和余留冒口,焊缝要均匀美观;
——油漆色泽均匀,没有涂斑、漏漆和剥落;
——紧固件无松动漏装;
——管线排列整齐;
--不应有油液外露;
——标牌、性能表牌、吊装标志和功能标志应齐全,安装位置应合理,表示应清楚。
4试验方法
4. 1试验条件
4. 1. 1试验时风速不超过8.3 m∕s,环境温度为一20 °C〜+45 °C ,结构应力测试时应在0笆〜• 40 P 之间,最大相对湿度不大于95%,可有凝露、盐雾。
4. 1.2试验场地应平整坚实,起重机工作范围内不应有妨碍起重机回转、变幅、运行动作的障碍物。
4. 1.3润滑油、液压油和冷却液应按使用要求装至工作液面,油的品质应符合设计规定的要求。
4. 1.4试验载荷应标定准确,其允许偏差为士1%。
4. 1.5有特殊要求的起重机可按订购合同条款进行试验。
4.2整机调试和试验准备
4.2.1试验前应进行静态检查,所有构件、机构及附属装置的安装是否准确、可靠。
4.2.2所有金属结构件的焊接及高强度螺栓的连接应牢固。
4.2.3各传动件、紧固件及钢丝绳端部连接应牢固可靠。
4.2.4检查液压系统中液压元件与管路固定及与管路间连接时密封性和可靠性。
4. 2.5检测电气设备(电动机、电阻器、电器元件、电缆等)的绝缘电阻值。
4. 2.6检测柴油机的额定转速、发电机电压,检查司机室内停车装置是否正常、灵敏。
4.2.7各机构按设计要求调试完毕后,结构和传动件均能正常工作,整机无异常现象。
4.2.8检查和调试所有安全保护装置。通过3次试验,确认安全保护装置的动作灵敏性、可靠性及准 确性。
4.3空载试验
4. 3. 1质■测定
测取取物装置悬空时起重机总质量,以3次测量的算术平均值作为测定数据。
4. 3.2几何参数测定
测量起重机有关尺寸,以3次测量的算术平均值作为测定数据。
--轨距、基距;
——门座(门腿)净空尺寸;
——最大尾部回转半径。
4.3.3 电动机测试
以额定速度分别进行起升、变幅、回转、整机运行动作试验各3次,测取各机构电动机最大电流值、 稳态电流值、励磁电流值、功率、转数、电压值,以3次测取的算术平均值作为测定值填入记录表,参见附 录A的表A. 1。
4.4技术性能参数测定
4.4. 1起升速度
起重机以最高速度起升(下降)额定载荷,测取载荷稳定运行通过IOm行程所需的时间,或测取卷 筒稳定运转3圈所用时间,以3次测量的算术平均值作为起升(下降)速度。对安装用起重机还应测取 微速下降速度。
4.4.2回转速度
起重机处于最大幅度位置,额定载荷下起重机以最高回转速度回转,测取回转圈数及相应的回转时 间,以3次测量的算术平均值作为回转速度。
4.4.3变幅速度
测取额定载荷下,起重机以最高速度在最大幅度和最小幅度范围内全程变幅(起臂、落臂)的时间, 以3次测量的算术平均值作为变幅速度。
4.4.4运行速度
测取空载下整机以最高速度沿轨道稳定运行通过IOm行程所需的时间,以三次测量的算术平均 值作为运行速度。
4.4.5起升范围
测量取物装置从轨面上最高位置下降至轨面下最低位置的垂直距离。
4.4.6幅度
测量起重机最大幅度与最小幅度。
4. 4.7 水平位移
测取空载与额定载荷下取物装置从最大幅度移至最小幅度的水平位移运动轨迹。
4.4.8带速、带宽
对于带料斗、带式输送机系统的起重机,测取带式输送机带速、带宽。
4.5额定载荷试验
4.5. 1在作额定载荷试验前,起重机应作2/3额定载荷下试运转,消除制造过程中可能产生的残余应 力及安装间隙。
4. 5.2额定载荷试验的工况见表21。
表21额定载荷试验工况
|
序号 |
试验工况 |
一次循环内容 |
循环次数 |
|
1 |
额定起重量;相应的最大幅度;起重臂 摆动平面垂直轨道或平行轨道 |
试验载荷由地面起升至最大高度(中间制动 1次)一下降到地面(中间制动1次) |
3 |
|
2 |
额定起重量;相应的最大幅度;起重臂 摆动平面平行轨道 |
试验载荷起升至离地1m左右一起臂到最小幅 度(中间制动1次)一落臂到原位(中间制动 1次)一下降到地面 |
3 |
|
3 |
额定起重量;相应的最大幅度;起重臂 摆动平面垂直轨道或平行轨道 |
试验载荷起升至离地面1m左右一在作业范围 内向左回转180°(中间制动1次)一再向右回转 180o(中间制动1次)一下降到地面 |
3 |
4. 5.3测取电动机工作时最大电流、稳态电流、励磁电流、功率、转数、电枢电压,以3次测取的算术平 均值作为测定值填入记录表,参见表A. 1。
4.5.4当釆用集装箱吊具时,检查吊具工作性能与减摇装置性能。
4.5.5对带有料斗、带式输送机系统的起重机,应进行料斗物料落卸控制与带式输送机满负荷运行试 验。试验过程中,物料落卸控制应有效、可靠,带式输送机不应有跑偏现象。
4.5.6在进行表21规定的试验时,应注意设计规定的在不同幅度范围起重机所承受的额定载荷均需 按表中的全部内容进行试验。
4. 5. 7在完成表21规定的试验后,应进行额定载荷下起升、变幅联合动作和起升、回转联合动作试验 各3次。试验过程中,起升、变幅制动与起升、回转制动各进行3次。
4.5.8测取司机室座席处在不利工况下垂直方向和水平方向的加速度,测取值在垂直方向宜不大于
O. 2g,在水平方向宜不大于0. IgO
4.6动载试验
4.6. 1试验中应包括试验载荷在悬挂不动的状态下作上升起动时,不应出现反向动作与下滑现象。
4.6.2动载试验的工况见表22。
表22动载试验的工况
|
序号 |
试验工况 |
一次循环内容 |
循环次数 |
|
1 |
1.1倍额定起重量;相应的最大 幅度;起重臂摆动平面垂直轨道 或平行轨道 |
试验载荷由地面起升至最大高度(中间制动1次)一在作 业范围内向左回转180°(中间制动1次)一再向右回转 180o(中间制动1次)一下降到地面(中间制动1次) |
3 |
|
2 |
1.1倍额定起重量;相应的最大 幅度;起重臂摆动平面平行轨道 |
试验载荷起升至离地面Im左右一起臂到最小幅度(中间 制动1次)一落臂到最大幅度(中间制动1次)一下降到 地面 |
3 |
4. 6. 3在进行表22规定的试验时,应参照4. 5. 6的注意事项。
4. 6. 4在完成表22规定的循环内容后,应进行试验载荷下起升,变幅联合动作和起升、回转联合动作 试验各两次。试验过程中,起升、变幅制动与起升、回转制动各进行两次。
4.7静载试验
4. 7. 1静载试验的工况应符合表23的规定。
表23静载试验工况
|
次序 |
位置状态 |
试验载荷 |
被测结构 | ||
|
垂直 |
水平 | ||||
|
1 |
最大起重 量允许的 最大幅度 |
臂架摆动平面与轨道成任意角 |
GQuX及 1. 25Gauɪ (带抓斗采用 1.4OGnlaɪ) |
4Gaa |
主臂架、拉杆、 象鼻架、平衡架 |
|
2 |
臂架摆动平面与轨道夹角成0°角 |
门座 | |||
|
3 |
臂架摆动平面在门腿对角线上 | ||||
|
4 |
臂架摆动平面与轨道夹角成90°角 | ||||
|
注:Gmn,为额定载荷,即起重机正常工作条件下允许吊起的最大额定起重量"为水平侧向载荷系数J=O. 05〜 0.10. | |||||
4.7. 2静载试验时,试验载荷离地应尽量避免出现冲击现象,载荷悬空离地面100 mm~200 mm,并停 留 10 IninO
4. 7. 3试验时允许调整起重量限制器、力矩限制器、液压系统安全溢流阀压力,但试验后应调回到设计 规定的数值。
26
4.8结构强度和刚度试验
4. 8. 1用电阻应变仪测取试验载荷下起重机结构应变值,用经纬仪测取试验载荷下起重机结构净 变位。
4.8.2应力测点应根据起重机结构受力分析,合理选定在构件的危险应力区,即:
-一均匀高应力区;
--应力集中区;
——弹性屈曲区。
4.8.3应变片、应变花的粘贴
在结构形状突变处、应力集中区,应变片、应变花应尽可能贴在高应力点。对同时承受正应力、局部 压应力、剪应力的复合应力区也应在相应的危险点布置测点。
4.8.4粘贴应变片或应变花时应避开结构节点处,距离视节点处的加强筋板尺寸大小而定。特殊情况 下可在加强筋板上粘贴应变片或应变花O
4.8.5应力测点应根据不同结构件编成序号,测点布置图填入记录表,参见表A. 20
4.8.6试验前连接并调试好应变检测系统,校准应变片、应变花检测仪器及测量甩导线的电阻值,消除 任何不正常现象。
4.8.7结构静应力测试工况见表24。
表24结构静应力测试工况表
|
序号 |
位置状态 |
试验载荷 |
被测结构件 |
5 | ||
|
幅度/ m |
起重臂摆 动平面与 * |
垂直 |
水平 | |||
|
1 |
相应的 最大幅度 |
90° |
额定 载荷 |
0 |
起重臂、象鼻梁、大拉杆、 人字架、转台、门腿、圆 筒、门架 |
起升钢丝绳松弛时检测仪器调零,试验 载荷离地100 mm〜200 mm左右稳定 1 min读数,载荷落地检测仪器回零读数 |
|
2 |
相应的 最大幅度 |
90° |
L 25倍 额定 载荷 |
0 |
起重臂、象鼻梁、大拉杆、 人字架、转台、门腿、圆 筒、门架 |
起升钢丝绳松弛时检测仪器调零,试验 载荷离地100 mm〜200 mm左右稳定 1 min读数,载荷落地检测仪器回零读数 |
|
3 |
相应的 最大幅度 |
45° |
额定 载荷 |
0 |
门腿、圆筒、门架 |
起升钢丝绳松弛时检测仪器调零,试验 载荷离地100 mm~200 mm左右稳定 1 min读数,载荷落地检测仪器回零读数 |
|
4 |
相应的 最大幅度 |
0° |
额定 载荷 |
0 |
门腿、圆筒、门架 |
起升钢丝绳松弛时检测仪器调零,试验 载荷离地IOO mm~200 mm左右稳定 1 min读数,载荷落地检测仪器回零读数 |
|
5 |
相应的 最大幅度 |
0° |
额定 载荷 |
额定 载荷 Xtgall |
起重臂、象鼻梁、大拉杆、 人字架、转台、门腿、圆 简、门架 |
起升钢丝绳松弛时检测仪器调零,试验 载荷离地IOO mm~200 mm左右并偏摆 ɑɪɪ(内摆、外摆、侧摆),牵引钢丝绳呈水 平状态并垂直于回转中心,载荷稳定 1 min读数,载荷落地检测仪器回零读数 |
4.8.8在进行表24规定的试验时,应参照4.5. 6的注意事项。
4. 8. 9在表24序号2栏中的垂直试验载荷按本标准4. 7.1执行。
4. 8. 10表24每一序号试验应不少于3次,以3次检测的算术平均值作为测定数据。
4.8. 11每次试验卸载后,测试仪器系统应处于空载状况下读数。检查各测点应变片、应变花回零情
27 况,如果应变片、应变花回零值偏差超过士O. 03σs∕E时,则认为该测点测试无效,查明原因后重新试验。
4. 8. 12每次试验测取的应变数据及计算应力数据均应填入记录表,参见表A. 3和表A. 4。
4.8. 13水平载荷应为使悬吊试验载荷分别在起重臂摆动平面和垂直于起重臂摆动平面偏摆,使试验 载荷偏摆的牵引力应水平。ɑɪɪ数值按GB/T 3811规定确定。
4.8.14在进行表24序号4的试验时,应测取门腿(或门架)的张开度,门腿(或门架)的张开度应小于 车轮侧隙;测取试验载荷悬挂处的结构静变位(下挠度),静变位应符合设计所允许的数据。
4. 8. 15在完成表24规定的试验后,应整理检测数据,将测定的应变数据与计算应力数据整理后填入 记录表,参见表A.5。
4.8.16结构动载试验在完成表24全部序号的试验后进行。
4.8. 17动载试验的测点由静载试验中测得应变值较大点作为选择点,一般选择起重臂、象鼻梁、人字 架、转台或门腿上各一点作测点。
4. 8.18结构的动载试验工况按4.5.7进行。试验应不少于3次,将测取的最大动应力、最大静应力、 振动频率、衰减时间等数据填入记录表,参见表A. 6和表A. 7Q
4.9稳定性试验
稳定性试验包括作业稳定性试验、静稳定性试验。
4.9.1作业稳定性试验
试验在不大于7级的风速条件下进行。起重臂处于对整机稳定性最不利位置,起升相应幅度下的 试验载荷,作起升、回转联合动作和起升、变幅联合动作各2次,并分别制动(起升、回转制动,起升、变幅 制动)2次,起重机轮压应大于零,车轮踏面应不离轨顶。
4.9.2静稳定性试验
起重臂处于对整机稳定性最不利位置,起升相应幅度下的试验载荷离地面100 mm左右并稳定 10 min,起重机轮压应大于零,车轮踏面应不离轨顶。用慢速起升试验载荷离地。
4. 10 工业性试验
工业性试验应由制造厂和用户(典型用户)共同负责,详细记录作业条件、试验工况、每次起吊的载 荷、作业时间。试验期起重机出现的任何不正常现象或事故应详细记录并提出分析和处理意见。
4. 10. 1工业性试验过程应填入记录表,参见表A. 8。
4.10.2工业性试验后,应对整机有关部位拆检,详细记录拆检的情况,必要的零件要拍照。对液压系 统应测定液压油污染情况。拆检项目及内容见表25。
表25拆检项目及内容
|
总成 |
零 件 |
拆检项目 |
____合格要求____ |
|
起升机构 变幅机构 回转机构 运行机构 |
齿轮 |
齿面接触痕迹、点蚀、剥落 |
磨损正常、无点蚀、剥落,齿面接触痕迹应 满足设计要求____________ |
|
箱体 |
箱体是否有损坏、裂纹 |
无异常现象 | |
|
车轮 |
裂纹、压痕、点蚀、剥落、表 面粗糙度和损伤_____ |
无裂纹、点蚀、剥落、异常压痕,表面粗糙 度不低于设计要求,表面无损伤_____ | |
|
回转机构 |
内、外圈及滚动体 |
裂纹、压痕、点蚀、剥落、表 面粗糙度和损伤_____ |
无裂纹、点蚀、剝落、异常压痕,表面粗糙 度不低于设计要求,表面无损伤_____ |
|
液压阀 |
阀芯和阀座 |
表面粗糙度和表面损伤 |
表面粗糙度不低于设计要求,表面无损伤 |
|
油fit |
活塞和缸筒 |
表面粗糙度和表面损伤 |
表面粗糙度不低于设计要求,表面无损伤 |
|
结构件 |
象鼻梁、起重臂、大拉杆、人 字架、小拉杆、平衡梁、转 台、圆筒、门架、门腿 |
裂纹、焊缝、结构变形 |
无裂纹、焊缝符合规定要求,结构无永久 变形 |
5检验规则
5. 1型式检验
5.1.1有下列情况之一时,应进行型式检验:
——新产品或老产品转厂生产的试制定型鉴定;
正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
——产品停产达3年以上,恢复生产时;
——出厂检验结果与上次型式检验有较大差异时;
——国家质量监督机构提出进行型式检验要求时。
5. 1.2型式检验项目按第4章规定的试验内容进行试验。
5. 1.3定型或批量生产的起重机应抽样1台进行检验。
5.2 出厂检验
5.2. 1每台起重机都应进行出厂检验,检验合格后(包括用户特殊要求检验项目)方能出厂,出厂产品 应附有产品合格证明书。
5.2.2出厂检验项目按4. 2-4. 7规定的试验内容进行试验。
6标志和运输
6. 1 标志
6.1.1起重机应装设醒目的起重量标志。
6∙1∙2起重机应在醒目处装设铭牌,内容包括:
—制造厂名与厂徽等'
——产品型号及名称;
--主要技术参数;
——产品编号;
--制造日期。
6.1.3司机室内视觉明显处应装设主要技术参数表标牌。
6. 1.4各种操纵手柄、开关及信号装置近旁应装设指示功能的标牌,所示位置和控制方向应符合操作 要求。
6.1.5电气与液压元件应编上件号,并与系统图及管路安装图中所标注的一致。件号或字母应标在邻 近元件位置,而不置于元件上。
6. 1.6大型裸装零部件、结构件、包装箱的重心和吊挂点应有标志,并应标明件号、质量和外形尺寸。
6. 1.7危险、易碎、防潮等包装箱、件应分别注明危险、易碎、防潮、放置方向等符号字样。
6. 1.8产品在解体拆散前应在解体零、部件的连接处打上清晰的钢印标记和编号,电线接头要进行 编号。
6. 1.9特大、特重件需绘出运输加固结构图(运输图),同时应注明最大外形尺寸和重心位置。
6.2运输
6.2.1长大件和可自由移动的部件,应垫平绑扎牢固,防止变形、移位、碰撞。
6. 2.2产品的包装与运输应符合GB/T 13384和铁路、公路、航运的有关运输要求。
附录A
(资料性附录)
试验测试记录、结果表
试验用记录表参见表A. 1〜表A. 8。
表A∙1电动机电压、电流、功率、转数测试记录表
|
试验样机名称:_____________ 试验样机型号:_____________ 检测地点:_________________ 检测日期:______年___月___B 天气情况:___________ 风速:___________ 温度:__________ 被测部件*________________ 制造厂:__________________检测单位:________________ | ||||||||
|
机构名称 |
电动机型号 |
负荷/ t |
电压/ V |
起动电流/ A |
稳态电流/ A |
励磁电流/ A |
功率/ kW |
转数/ (r∕min) |
|
记录人: 检测负责人:_____________________________ | ||||||||
表A.2应力测点布置图
试验样机名称:试验样机型号:
检测地点: 检测日期:年 月 H
被测部件:________________
制造厂:检测单位:
表A. 3静应变测试读数记录表
|
试验样机名称:— 检测地点:____ 天气情况:____ 被测部件:____ 制造厂:______ |
_____ 风速:_ |
试验样机型号匸 检测日期:___ 检测单位:___ |
__年— 温度:____ |
—月___日 | |||||||||||
|
工况 序号 |
起重臂位置 状态 |
垂直载荷 |
水平载荷 | ||||||||||||
|
测点 |
零读数e。 |
负载读数ɛɪ |
回零读数公 |
ɛɪ-ɛz | |||||||||||
|
编号 |
第一次 |
第二次 |
第三次 |
第一次 |
第二次 |
第三次 |
第一次 |
第二次 |
第三次 |
第一次 |
第二次 |
第三次 | |||
|
记录人: |
— |
检测负责人: |
__ | ||||||||||||
表A.4静应力计算记录表
|
试验样机名称:_____________试验样机型号:_____________ 检测地点:__________________检测日期:_______年___月___日 被测部件:________________ 制造厂:__________________ 检测单位:_________________ ....................................................................................................................................................应力单位:N∕mn√ | ||||||||||||
|
测点 编号 |
测试工况序号 | |||||||||||
|
第一次 |
第二次 |
第三次 |
第一次 |
第二次 |
第三次 |
第一次 |
第二次 |
第三次 |
第一次 |
第二次 |
第三次 | |
|
计算填表人: 检测负责人: | ||||||||||||
表A. 5静应力测试结果表
试验样机名称:试验样机型号:
检测地点: 检测日期:年 月 0
被测部件:________________
制造厂:检测单位:
....................................................................................................................................................应力 单位:N∕ππn2
|
测点 编号 |
测试工况序号 | |||||||
|
应变με |
应力 |
应变με |
应力 |
应变με |
应力 |
应变με |
应力 | |
检测负责人:
表A.6动应力测试记录及结果表
|
试验样机名称:_____________试验样机型号:_____________ 检测地点:__________________ 检测日期:_______年 月___H 天气情况:___________ 风速:___________ 温度:__________ 被测部件:________________ 制造厂:__________________检测单位:________________ ....................................................................................................................................................应力 单位:N/mmZ | |||||||||
|
测点 编号 |
测量次数 |
最大动 应力算术 平均值 |
最大静 应力算术 平均值 |
对比值 | |||||
|
1 |
2 |
3 | |||||||
|
最大动 应力值 |
最大静 应力值 |
最大动 应力值 |
最大静 应力值 |
最大动 应力值 |
最大静 应力值 | ||||
|
计算填表人: 检测负责人: | |||||||||
表A. 7振动频率衰减时间测试记录及结果
|
试验样机名称:_____________试验样机型号:_____________ 检测地点:__________________检测日期:_______年___月___0 天气情况:___________ 风速:___________ 温度:__________ 被测部件:________________ 制造厂:__________________检测单位:_________________ | ||||||||
|
测点 编号 |
测量次数 |
振动频率 算术平均 值/Hz |
衰减时间 算术平均 值/s | |||||
|
1 |
2 |
3 | ||||||
|
振动频率 |
衰减时间 |
振动频率 |
衰减时间 |
振动频率 |
衰减时间 | |||
|
计算填表人: 检测负责人: | ||||||||
表A.8工业性试验记录表
|
试验样机名称:______________ 试验样机型号:______________ 检测地点:__________________检测日期:_______年___月___0 天气情况:___________ 风速:___________ 温度:__________ 被测部件:__________________ 制造厂:___________________司机:____________________ | ||||||||
|
年 |
月 |
日 |
开机、停机 时间 |
作业内容及 作业循环次数 |
累计作业 时间 |
故障部位及 原因修理内容 |
每日试验 情况记录 |
修理时间 |
|
人时数 小时数 | ||||||||
|
计算填表人: 检测负责人: | ||||||||
中华人民共和国
国家标准
港口门座起重机
GB/T 17495—2009
*
中国标准出版社出版发行
北京复兴门外三里河北街16号
邮政编码:100045
网址 WWW. spc. net. Cn
电话:68523946 68517548
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
*
开本880X1230 1/16印张2.5 字数65千字
2010年1月第一版2010年1月第一次印刷
*
GB/T 17495-2009
书号:155066 • 1-39544 定价 36. 00 元
如有印装差错由本社发行中心调换 版权专有侵权必究
举报电话:(010)68533533