3. 1套环的型式和尺寸应符合图1和表1的规定。

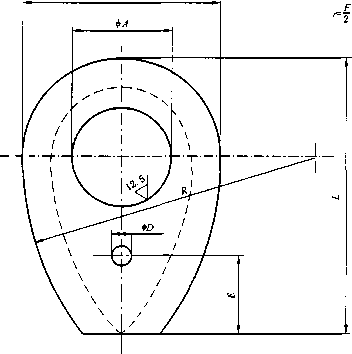
图1

ICS 53. 020. 30
J 80
宙
GB/T 5974.2—2006
代替 GB/T 5974. 2—1986
HeaVy thimbles for USe with SteeI Wire ropes
2006-04-03 发布
2006-09-01 实施
本部分代替GB/T 5974. 2—1986«钢丝绳用重型套环》。
本部分与GB/T 5974. 2—1986相比主要变化如下:
-—增加了“前言”;
——增加了 4. 3:“需要时套环表面可进行防护处理,具体处理要求根据供需双方协议确定”;
——技术要求中“套环的最大承载能力应不低于钢丝绳的最小破断拉力”修改为“套环的最大承载 能力应不低于公称抗拉强度为1 870 MPa圆股钢丝绳的最小破断拉力”;
——增加了第5章“试验方法”;
——检验规则中增加了抽样方法的内容;
——原标准第3章“标志”中“在每个套环上,应有永久性的、字迹清晰的公称尺寸和制造单位商标 的标志”修改为“在每个套环上,应有永久性的、字迹清晰的规格、材料和供方名称(或商标)的 标志”;
— 增加了“包装、运输和储存”的内容。
本部分由中国机械工业联合会提出。
本部分由全国起重机械标准化技术委员会(SAC/TC 227)归口 O
本部分起草单位:大连大起集团有限责任公司。
本部分主要起草人:徐洪泽、丁志强。
本部分所代替标准的历次版本发布情况为:
---GB/T 5974. 2—1986o
钢丝绳用重型套环
1范囿
本部分规定了钢丝绳用重型套环的型式和尺寸、技术要求、试验方法、检验规则、标志、包装、运输和 储存。
本部分适用于GB 8918—2006、GB/T 20118—2006中规定的圆股钢丝绳用重型套环(以下简称套环)。
2规范性引用文件
下列文件中的条款通过GB/T 5974的本部分的引用而成为本部分的条款。凡是注日期的引用文 件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成 协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本 部分。
GB/T 1348—1988球墨铸铁件
GB 8918—2006 重要用途钢丝绳
GB/T 9440—1988可锻铸铁件
GB/T 11352-1989 一般工程用铸造碳钢件
GB/T 13384-1992机电产品包装通用技术条件
GB/T 20118—2006 一般用途钢丝绳
3型式和尺寸
3. 1套环的型式和尺寸应符合图1和表1的规定。
图1
3.2标记示例
规格为16(钢丝绳公称直径d>U mm〜16 mm),由可锻铸铁制成的重型套环标记为: 套环 GB/T 5974. 2—16 KTH
|
套环 规格 (钢丝 绳公 称直 径)d∕ mm |
尺寸∕mm |
单件 质量/ Jtg | |||||||||||||
|
F |
C |
A |
B |
L |
R |
G mɪn |
D |
E | |||||||
|
基本 尺寸 |
极限 偏差 |
基本 尺寸 |
极限 偏差 |
基本 尺寸 |
极限 偏差 |
基本 尺寸 |
极限 偏差 |
基本 尺寸 |
扱限 偏差 | ||||||
|
8 |
8. 9±0, 3 |
14.0 |
O -1.4 |
20 |
+ 0. 149 + 0.065 |
40 |
±2 |
56 |
±3 |
59 |
+ 3 O |
6. O |
5 |
20 |
0. 08 |
|
IO |
11.2±0.3 |
17. 5 |
25 |
50 |
70 |
74 |
7. 5 |
0. 17 | |||||||
|
12 |
13.4±0.4 |
21. 0 |
30 |
60 |
84 |
89 |
9.0 |
0. 32 | |||||||
|
14 |
15.6±0.5 |
24. 5 |
35 |
+ 0. 180 + 0. 080 |
70 |
98 |
104 |
10.5 |
0. 50 | ||||||
|
16 |
17. 8±0, 6 |
28.0 |
O -2.8 |
40 |
80 |
±4 |
112 |
±6 |
118 |
+ 6 O |
12.0 |
0. 78 | |||
|
18 |
20. l±0. 6 |
31. 5 |
45 |
90 |
126 |
133 |
13. 5 |
1. 14 | |||||||
|
20 |
22. 3±0. 7 |
35. 0 |
50 |
100 |
140 |
148 |
15.0 |
10 |
30 |
1. 41 | |||||
|
22 |
24. 5±0. 8 |
38. 5 |
55 |
+ 0. 220 + 0. 100 |
110 |
154 |
163 |
16. 5 |
1. 96 | ||||||
|
24 |
26. 7±0. 9 |
42.0 |
0 一 3.4 |
60 |
120 |
±6 |
168 |
+ 9 |
178 |
+ 9 O |
18. O |
2. 41 | |||
|
26 |
29.0±0.9 |
45. 5 |
65 |
130 |
182 |
193 |
19. 5 |
3.46 | |||||||
|
28 |
31.2±1.0 |
49. 0 |
70 |
140 |
196 |
207 |
21.0 |
4. 30 | |||||||
|
32 |
35. 6±1. 2 |
56.0 |
80 |
160 |
224 |
237 |
24. O |
6. 46 | |||||||
|
36 |
40. 1±1.3 |
63. 0 |
0 —4. 4 |
90 |
+ 0. 260 + 0. 120 |
180 |
士9 |
252 |
±13 |
267 |
+ 13 O |
27.0 |
9. 77 | ||
|
40 |
44. 5±1. 5 |
70.0 |
100 |
200 |
280 |
296 |
30.0 |
12. 94 | |||||||
|
44 |
49.O±l. 6 |
77.0 |
110 |
220 |
308 |
326 |
33.0 |
15 |
45 |
17.02 | |||||
|
48 |
53.4±1.8 |
84.0 |
120 |
240 |
336 |
356 |
36.0 |
22. 75 | |||||||
|
52 |
57.9±1.9 |
91. 0 |
0 —5, 5 |
130 |
+ 0. 305 + 0. 145 |
260 |
±13 |
364 |
±18 |
385 |
+ 19 O |
39.0 |
28. 41 | ||
|
56 |
62. 3±2. I |
98. 0 |
140 |
280 |
392 |
415 |
42. O |
35. 56 | |||||||
|
60 |
66.8±2.2 |
105,0 |
150 |
300 |
420 |
445 |
45. O |
48. 35 | |||||||
4技术要求
4.1套环的材料应不低于表2的规定。
表2
|
套环规格 |
8 I 10 I 12 I 14 I 16 I 18 I 20 I 22 I 24 I 26 I 28 I 32 |
36 40 44 48 52 56 60 | |
|
材料 |
可锻铸铁 |
KTH 370-12 GB/T 9440—1988 |
一 |
|
球墨铸铁 |
一 |
QT 450-10 GB/T 1348—1988 | |
|
铸钢 |
一 |
ZG 270-500 GB/T 11352—1989 | |
4.2套环表面应光滑平整,尖棱和冒口应除去,且不得有降低强度和显著有损外观的缺陷(如气孔、裂 纹、疏松、夹砂、铸疤等)。
4.3需要时套环表面可进行防护处理,具体处理要求根据供需双方协议确定。
4. 4套环的最大承载能力应不低于公称抗拉强度为1 870 MPa圆股钢丝绳的最小破断拉力O
5试験方法
5. 1首次生产时,对规格、材料和制造方法相同的套环,应取两个样品进行拉力试验(也可根据供需双 方协议进行有关的性能试验)。试验时,套环应固定在6X36 WS(对于规格为8,10的套环应固定在 6X7)带金属绳芯的、公称抗拉强度为1 870 MPa的钢丝绳上,用销轴穿过套环,并沿垂直于销轴轴线施 加载荷,载荷为公称抗拉强度为1 870 MPa的圆股钢丝绳最小破断拉力。试验结果,套环不允许出现裂 纹或其他影响使用的任何损伤。两个套环均须符合要求,则该批套环方为合格。若两个套环中有一个 不符合要求,允许按上述规定从该批套环中再抽取两个样品进行试验,如再有一个不符合要求或者首次 试验时两个都不符合要求,则该批套环为不合格。
5.2当套环的结构尺寸、材料规格以及制造工艺等有改变时,应按上述样品试验的要求,对改进后的套 环进行试验。
6检验规则
6. 1套环应由供方进行检验。供方应保证每批套环符合本标准的要求,并附有产品质量合格证。
6.2检验采用计件的两次抽样方法。即从提供验收的一批套环中,每种规格任意抽取m件样品进行 检验,若其中不合格件数不大于Cl件,则该批套环即可验收;若大于或等于CZ件,则该批套环不予验 收.当大于G件而小于G件,则须进行第二次抽样检査,从该批套环中再抽取〃2件样糸,若两次抽取 样品Cr∕l+n2)中的不合格件数之和小于G件,应予验收;大于或等于G件,则不予验收。
6.3检验项目的抽样数量(四;色),判定数及套环的出厂试验按表3的规定。
表3
|
检验项目 |
抽检方法(件数)*■ | ||
|
______批量 |
nl∕n2 |
C1 /C2 . | |
|
尺寸、外观 |
1-8* |
2/- |
0/— |
|
9〜15 |
2/2 |
0/2 | |
|
16-25 |
3/3 |
0/2 | |
表3(续)
|
检验项目 |
_____________ 抽检方法(件数)b | ||
|
批量 |
nɪ InZ |
C1/C2 | |
|
尺寸、外观 |
26 〜50 |
5/5 |
0/2 |
|
51 〜90 |
8/8 |
0/2 | |
|
91 〜150 |
13/13 |
0/2 | |
|
151〜280 |
20/20 |
0/3 | |
|
281~500 |
32/32 |
1/4 | |
|
501 — 1 200 |
50/50 |
2/7 | |
|
性能 |
每批套环应进行出厂试验,其试验要求和方法与第5章样品试验相同。 | ||
|
a此批量为一次性抽检。 b 一个套环有几项尺寸和缺陷不合格时,应只计为1件。 | |||
6.4需方有权对供方提交的套环按6. 2及6. 3的规定进行验收检査。
7标志、包装、运输和储存
7. 1在每个套环上,应有永久性的、字迹清晰的规格、材料和供方名称(或商标)的标志,其标志应位于 醒目的位置上。
7.2 套环所用包装形式和材料应考虑套环在运输途中和保管期间不受损坏和腐蚀,并应符合 GB/T 13384 的规定。
7. 3套环应保证在正常的运输和保管条件下,其储存期自出厂日起1年内不生锈。
7.4包装箱、盒、袋等的外表应有标志或标签,内容如下:
a) 供方名称或商标;
b) 产品名称;
C)规格和数量;
d) 出厂编号和标准代号;
e) 制造日期和出厂日期;
f) 到站和收货单位;
g) 箱号、毛重、净重、体积;
h) 防潮标志。
7.5上述规定以外的要求,由供需双方协商。