特种设备安全技术规范
TSG 11—2020
Regulation on Safety Technology for Boiler
国家市场监督管理总局颁布
2020年10月29日
-lɪ -ɪ-
冃U ≡
2015年1月,原国家质量监督检验检疫总局(以下简称原国家质检总局)特种设 备安全监察局(以下简称特种设备局)下达制订《锅炉安全技术规程》(以下简称《锅 规》)的立项任务书。2015年5月,中国特种设备检测研究院组织有关专家成立起草 工作组,召开起草工作组第一次全体会议,制订《锅规》的起草工作方案,确定制订 原则、重点内容及结构框架,并且制订起草工作时间表。起草工作组和各专业小组 分别开展调研起草工作,多次召开研讨会,形成《锅规》草案。
2016年5月,起草工作组召开第二次全体会议,形成《锅切》紆求意见稿。2016 年8月,特种设备局以质检特函〔2016〕42号文征求基层部门 有关单位和专家及 公民的意见。
2017年8月,起草工作组召开第三次全体会议,X:相关意见进行讨论,形成送 审稿。2017年12月,原国家质检总局特种设备女。与节能技术委员会对送审稿进行 审议。2018年3月召开起草工作组工作会议,摂龙宇议意见形成报批稿。
2019年5月,《锅规》报批稿由国家ft-⅛C>督管理总局向WTO/TBT进行通报。
2020年10月29日,《锅规》由国家市场监督管理总局批准颁布。
本规程将《锅炉安全技术监察耻程》kTSG GOOOI—2012)、《锅炉设计文件鉴定 管理规则》(TSG GlOOl—2004)、、(燃油(气)燃烧器安全技术规则》(TSG ZBOOl-2008)、《燃油(气)燃烧器⅛∣>C⅛:验规则》(TSG ZB002—2008)、《锅炉化学清洗规 则》(TSG G5003—200幻、《锅炉水(介)质处理监督管理规则》(TSG G5001—2010)、 《锅炉水(介)质处理,性飴短则》(TSG G5002—2010)ʌ《锅炉监督检验规则》(TSG G7001—2015)、《锅炉定期检验规则》(TSG G7002—2015)等九个锅炉相关安全技术 规范进行整合,形成锅炉的综合技术规范。《锅规》基本保留了原来技术规范中行之 有效的主体内容;纳入了近年来相关文件中提出的基本安全要求;对实施过程中发 现的问题进行梳理,调整了部分内容;进一步明确了锅炉范围内管道的界定和技术 要求;结合近年来锅炉技术的发展,优化了电站锅炉的相关要求,补充了铸铝锅 炉、生物质锅炉的基本安全要求;按照《中华人民共和国大气污染防治法》要求增加 了锅炉环保的基本要求。
1总则.......................................................... 2材料.......................................................... 3设计.......................................................... 4制造.......................................................... 5安全附件和仪表........................................... 6燃烧设备、辅助设备及系统............................. 7安装、改造、修理.........................................
8使用管理....................................................
9 检验......................................................... 10专项要求................................................... 11附则........................................................ 附件A锅炉用材料的选用............................. 附件B锅炉产品合格证................................
附表b锅炉产品数据表...................... 附件C特种设备代码编号方法....................... 附件D液(气)体燃料燃烧器型式M卷型号覆盖原则 附件E锅炉制造监督检验项£ .......................... 附件F锅炉安装监督拉输亜目............................ 附件G锅炉监督枪哈证勺................................. 附件H 锅炉外部检我项目................................. 附件J锅炉内部检验项目.................................. 相关规章和规范历次制(修)订情况
(107)
1.1目的
为了保障锅炉安全运行,预防和减少事故,保护人民生命和财产安全,促进经 济社会发展,根据《中华人民共和国特种设备安全法》和《特种设备安全监察条例》, 制定本规程。
1.2适用范围
本规程适用于《特种设备目录》范围内的蒸汽锅炉、热水钮炉、有机热载体锅炉。
注1-1:按照锅炉设计制造的余(废)热锅炉应当符合本觊,%气要求。
1.2. 1锅炉本体
锅炉本体是由锅筒(壳)、启动(汽水)分馬器力储水箱、受热面、集箱及其连接 管道,炉膛、燃烧设备、空气预热器、炉;刃(风)道、构架(包括平台和扶梯)等 所组成的整体。
1.2.2锅炉范围内管道
(1) 电站锅炉,包括主给火管堂八主蒸汽管道、再热蒸汽管道等(注1-2)以及第一 个阀门以内(不含阀门,下同',h?夂路管道;
(2) 电站锅炉以外匕、浮炉,设置分汽(水、油)缸(以下统称分汽缸,注1-3)的,包 括给水(油)泵出∏气分汽IE出口与外部管道连接的第一道环向焊缝以内的承压管道; 不设置分汽缸的,旬括给水(油)泵出口至主蒸汽(水、油)出口阀以内的承压管道。
注1-2:主给水管道指给水泵出口止回阀至省煤器进口集箱以内的管道;主蒸汽管道指末级 过热器出口集箱至汽轮机高压主汽阀(对于母管制运行的锅炉,至母管前第一个阀门)以内的管 道;再热蒸汽冷段管道指汽轮机排汽止回阀至再热器进口集箱以内的管道;再热蒸汽热段管道 指末级再热器出口集箱至汽轮机中压主汽阀以内的管道。
注1-3:分汽缸应当按照锅炉集箱或者压力容器的相关规定进行设计、制造。
注1-4:锅炉管辖范围之外的与锅炉相连的动力管道,可以参照锅炉范围内管道要求与锅炉 一并进行安装监督检验及定期检验。
1.2.3锅炉安全附件和仪表
包括安全阀、爆破片,压力测量、水(液)位测量、温度测量等装置(仪表),安 全保护装置,排污和放水装置等。
1.2.4锅炉辅助设备及系统
包括燃料制备、水处理设备及系统等。
1.3不适用范围
(1) 设计正常水位水容积(直流锅炉等无固定汽水分界线的锅炉,水容积按照汽 水系统进出口内几何总容积计算,下同)小于30L,或者额定蒸汽压力小于0.1MPa 的蒸汽锅炉;
(2) 额定出水压力小于0.1MPa或者额定热功率小于0.1MW的热水锅炉;
(3) 额定热功率小于0.1MW的有机热载体锅炉。
1.4锅炉设备级别
锅炉设备级别按照参数分为A级、B级、C级、D级。
1.4. 1 A级锅炉
A级锅炉是指p(表压,下同,注1-5)≥3.8MPa的為炉,乜括:
(1) 超临界锅炉,pN22.1MPa;
(2) 亚临界锅炉,16.7MPaWJP <22.1MPa;
(3) 超高压锅炉,13.7MPaWP < 16.7MPq
(4) 高压锅炉,9.8MPaWP < 13.7MP財
(5) 次高压锅炉,5.3MPaWjP <9. WR':
(6) 中压锅炉,3.8MPa≤jp^5.MPao
1.4.2 B级锅炉
(1) 蒸汽锅炉,0.8Mg、八, 3.8MPa;
(2) 热水锅炉,jp<3.Wa,且◎ 120°CQ为额定出水温度,下同);
(3) 气相有机然我大锅炉,β>0.7MW(β为额定热功率,下同);液相有机热载 体锅炉,Q>4.2M,'r
1.4.3 C级锅炉
⑴蒸汽锅炉,JPWO.8MPa,且W>50L(f为设计正常水位水容积,下同);
(2) 热水锅炉,0.4MPa<jp<3.8MPa,且 t< 120°C ; pW0.4MPa,且 95°C < t < 120 oC ;
(3) 气相有机热载体锅炉,ρ≤0.7MW;液相有机热载体锅炉,β≤4.2MWo
1.4.4 D级锅炉
⑴蒸汽锅炉,p≤0.8MPa,且K≤50L;
(2)热水锅炉,p≤0.4MPa,且 ^≤95OCO
注1-5: JP是指锅炉额定工作压力,对蒸汽锅炉代表额定蒸汽压力,对热水锅炉代表额定出 水压力,对有机热载体锅炉代表额定出口压力。
1.5采用境外标准的锅炉
对于采用境外标准的锅炉,其材料、设计、制造和产品检验、安全附件和仪 表、出厂资料、铭牌等不得低于本规程要求,否则应当按照本规程1∙6的要求进行技 术评审和批准。
1.6特殊情况的处理
有关单位采用新材料、新技术、新工艺,与本规程不一致,或者本规程未作要 求,可能对安全性能有重大影响的,应当向国家市场监督管理总局申报,由国家市 场监督管理总局委托特种设备安全与节能技术委员会进行技术评审,评审结果经国 家市场监督管理总局批准后投入生产、使用。
1.7与技术标准、管理制度的关系
本规程规定了锅炉的基本安全要求,锅炉生产、使用、检验、检测采用的技术 标准、管理制度等不得低于本规程的要求。
1.8专项要求
有关热水锅炉、有机热载体锅炉、铸铁锅沪.每铝锅炉和D级锅炉的专项要 求,按照本规程第10章的要求执行,并旦H欠来用。
1.9其他要求
(1) 锅炉的节能环保应当满足已注法规、安全技术规范及相关标准的要求;
(2) 锅炉销售单位应当建我并执行锅炉检查验收和销售记录制度,销售的锅炉应 当符合安全技术规范及朽关柄控的要求,其设计文件、产品质量合格证明等相关技 术资料和文件应当齐全:
(3) 锅炉的制造、安装、改造、修理、使用单位和检验机构应当按照特种设备信 息化要求及时填报信息。
2. 1基本要求
锅炉受压元件金属材料、承载构件材料及其焊接材料在使用条件下应当具有足 够的强度、塑性、韧性以及良好的抗疲劳性能和抗腐蚀性能。
2.2性能要求
(1)锅炉受压元件和与受压元件焊接的承载构件钢材应当是镇静钢;
(2) 锅炉受压元件用钢材(铸钢件除外)室温夏比冲击吸收能量(KV2)应当不低于 27 J;
(3) 锅炉受压元件用钢材(铸钢件除外)的纵向室温断后伸长率(A )应当不小于 18%o
2.3材料选用
锅炉受压元件用钢板、钢管、锻件、铸钢件、铸铁件、紧固件以及拉撑件和焊 接材料应当按照本规程附件A的要求选用。
2.4材料采用及加工特殊要求
(1) 各类管件(三通、弯头、变径接头等)以及集箱封头等元件可以釆用相应的锅 炉用钢管材料热加工制作;
(2) 除各种形式的法兰外,碳素钢空心圆筒形管件外径不大丁 16Omm,合金钢 空心圆筒形管件或者管帽类管件外径不大于114mm,如果如工后的管件同时满足无 损检测合格、管件纵轴线与圆钢的轴线平行的相应找亢,可以采用轧制或者锻制圆 钢加工;
(3) 灰铸铁不应当用于制造排污阀和排泛营管,
(4) 额定工作压力小于或者等于1.6MFU初为炉以及蒸汽温度小于或者等于300 °C 的过热器,其放水阀和排污阀的阀体可J呆用本规程附件A中的可锻铸铁或者球墨 铸铁制造;
(5) 额定工作压力小于或者等工2.5MPa的锅炉的方形铸铁省煤器和弯头,可以 釆用牌号不低于HT200的灰缶次制造;额定工作压力小于或者等于1.6MPa的锅炉的 方形铸铁省煤器和弯头,与以釆用牌号不低于HT150的灰铸铁制造。
2.5材料代用
锅炉的代用材札应当符合本规程对材料的规定,材料代用应当满足强度、结构 和工艺的要求,并且经过材料代用单位技术部门(包括设计和工艺部门)的同意。
2.6新材料的研制
研制锅炉用新材料时,研制单位应当进行系统的试验研究工作,并且按照本规 程1.6的规定通过技术评审和批准。评审应当包括材料的化学成分、物理性能、力学 性能、组织稳定性、高温性能、抗腐蚀性能、工艺性能等内容。
2.7锅炉受压元件采用境外牌号材料
(1) 应当是经国家市场监督管理总局公告的境外锅炉产品标准中允许使用的材料;
(2) 按照订货合同规定的技术标准和技术条件进行验收;
(3) 材料使用单位首次使用前,应当进行焊接工艺评定和成型工艺试验;
(4) 应当釆用该材料的技术标准或者技术条件所规定的性能指标进行强度计算;
(5) 首次在国内锅炉上使用的材料,应当按照本规程1.6的要求通过技术评审和 批准。
2. 8材料质量证明
(1) 材料制造单位应当向材料使用单位提供质量证明书,质量证明书的内容应当 齐全,并且印制可以追溯的信息化标识,加盖材料制造单位质量检验章,同时在材 料的明显部位做出清晰、牢固的钢印标志或者其他标志;
(2) 锅炉材料釆购单位从非材料制造单位取得锅炉用材料时,应当取得材料制造 单位提供的质量证明书原件或者加盖了材料经营单位公章和经办负责人签字(章)的 复印件;
(3) 材料使用单位应当对所取得的锅炉用材料及材料质量讯疚书的真实性和一致 性负责。
2.9材料验收
锅炉材料使用单位应当建立材料验收制度一分炉制造单位应当按照JB/T 3375 《锅炉用材料入厂验收规则》对锅炉用材料亨行八L验收(其他锅炉材料使用单位可 参照执行),合格后才能使用。
符合下列情况之一的材料可以不.⅛!-⅛,化和相应的无损检测复验:
(1) 材料使用单位验收人员按貯栄购技术要求在材料制造单位进行验收,并且在 检验报告或者相关质量证明*律上辻行见证签字确认的;
(2) B级及以下锅炉用就素铜和碳镒钢材料,实物标识清晰、齐全,具有满足本
规程2.8要求的质量Wr 质量证明书与实物相符的。
2. 10材料管 ,私
(1) 锅炉材料使用单位应当建立材料保管和使用的管理制度,锅炉受压元件用的 材料应当有标记,切割下料前,应当作标记移植,并且便于识别;
(2) 焊接材料使用单位应当建立焊接材料的存放、烘干、发放、回收和回用管理 制度。
3. 1基本要求
锅炉的设计应当符合安全、节能和环保的要求。锅炉制造单位对其制造的锅炉产 品设计质量负责。锅炉及其系统设计时,应当综合能效和大气污染物排放要求进行系 统优化,并向锅炉使用单位提供大气污染物初始排放浓度(注3-1)等相关技术参数。
注3-1:电加热锅炉、余热锅炉、垃圾焚烧锅炉不要求提供大气污染物初始排放浓度数据。
3.2设计文件鉴定
锅炉的设计文件应当按照本规程第9章的要求经过鉴定。
3.3强度计算
3. 3. 1安全系数选取
强度计算时,确定锅炉承压件材料许用应力的最小安全系数,见表3-1。其他设 计方法和部件材料安全系数的确定应当符合相关产品标准的规定。
表3-1强度计算的安全系数
|
材料 (板、锻件、管) |
安全系数 | |||
|
室温下的 抗拉强度 Rm |
设计温度下的 屈服强度 R:L ㈤0.2) |
设计温度F经 105h断裂的持 久强度平均值 |
设计温度下105h 蠕变率为1 %蠕 变极限平均值 K | |
|
碳素钢和合金钢 |
∏b 2.7 |
— ns ≥ 1.5 |
1.5 |
nn^ 1.0 |
3.3.2许用应力
许用应力取室温下的抗拉强咛 為 汶计温度下的屈服强度R:Lg2)、设计温 度下持久强度极限平均值足、咬计温度下蠕变极限平均值足除以相应安全系数后 的最小值。
对奥氏体高合金钥,当设计温度低于蠕变温度范围并且允许有微量的永久变形 时,可以适当提高亦胃丿亨力至0.9稣。2,但不得超过普(此规定不适用于法兰或者 其他有微量永久变巧就产生泄漏或者故障的场合)。'
3.3.3强度计算标准
锅炉本体受压元件的强度可以按照GB/T 16507《水管锅炉》或者GB/T 16508《锅 壳锅炉》进行计算和校核,也可以采用试验或者其他计算方法确定锅炉受压元件强度。
锅炉范围内管道强度可以按照国家或者行业相关标准进行计算和校核。
3.4锅炉结构的基本要求
(1) 各受压元件应当有足够的强度;
(2) 受压元件结构的形式、开孔和焊缝的布置应当尽量避免或者减少复合应力和 应力集中;
(3) 锅炉水(介)质循环系统应当能够保证锅炉在设计负荷变化范围内水(介)质循 环的可靠性,保证所有受热面得到可靠的冷却;受热面布置时,应当合理地分配介 质流量,尽量减少热偏差;
(4) 锅炉制造单位应当选用满足安全、节能和环保要求的燃烧器;炉膛和燃烧设 备的结构以及布置、燃烧方式应当与所设计的燃料相适应,防止火焰直接冲刷受热 面,并且防止炉膛结渣或者结焦;
(5) 非受热面的元件,壁温可能超过该元件所用材料的许用温度时,应当釆取冷 却或者绝热措施;
(6) 各部件在运行时应当能够按照设计预定方向自由膨胀;
⑺承重结构在承受设计载荷时应当具有足够的强度、冈U度、稳定性及防腐蚀性;
(8) 炉膛、包墙及烟道的结构应当有足够的承载能力;
(9) 炉墙应当具有良好的绝热和密封性;
(10) 便于安装、运行操作、检修和清洗内外部。
3.5锅筒(壳)、炉胆等壁厚及长度
3. 5. 1水管锅炉锅筒壁厚
锅筒的取用壁厚应当不小于6mmo
3.5.2锅壳锅炉壁厚及炉胆长度
(1) 锅壳内径大于IoOOmm时,锅骨筒体M取用壁厚应当不小于6mm;锅壳内径 不大于IOOOmm时,锅壳筒体的庄用壁厚应当不小于4mm;
(2) 锅壳锅炉的炉胆内径应当不兀F 1800mm,其取用壁厚应当不小于8mm,并 且不大于22mm;炉胆内径>X"c 40Omm时,其取用壁厚应当不小于6mm;
(3) 卧式内燃锅炉灼回蛛室筒体的取用壁厚应当不小于IOmm,并且不大于 35mm;
(4) 卧式锅壳辑E直炉胆的计算长度应当不大于200Omm,如果炉胆两端与管 板扳边对接连接,平直炉胆的计算长度可以放大至300OmnIO
3.5.3胀接连接
⑴胀接连接的锅筒(壳)的筒体、管板的取用壁厚应当不小于12mm;
(2)胀接连接的管子外径应当不大于89mmo
3. 6安全水位
(1) 水管锅炉锅筒的最低安全水位,应当保证下降管可靠供水;
(2) 锅壳锅炉的最低安全水位,应当高于最高火界100mm;锅壳内径不大于 150Omm的卧式锅壳锅炉,最低安全水位应当高于最高火界75mm;
(3) 锅壳锅炉的安全降水时间(指锅炉停止给水情况下,在锅炉额定负荷下继续 运行,锅炉水位从最低安全水位下降到最高火界的时间)一般应当不低于7min,对 于燃气(液)锅炉一般应当不低于5min;
(4) 锅炉的最低及最高安全水位应当在图样上标明;
(5) 直读式水位计和水位示控装置上下开孔位置,应当包括该锅炉最高、最低安 全水位的示控范围。
3.7主要受压元件的连接
3. 7. 1 基本要求
(1) 锅炉主要受压元件包括锅筒(壳)、启动(汽水)分离器及储水箱、集箱、管 道、集中下降管、炉胆、回燃室以及封头(管板)、炉胆顶和下脚圈等;
(2) 锅炉主要受压元件的主焊缝[包括锅筒(壳)、启动(汽水)分离器及储水箱、 集箱、管道、集中下降管、炉胆、回燃室的纵向和环向焊缝,資头(管板)、炉胆顶 和下脚圈等的拼接焊缝]应当采用全焊透的对接焊接;
(3) 锅壳锅炉的拉撑件不应当拼接。
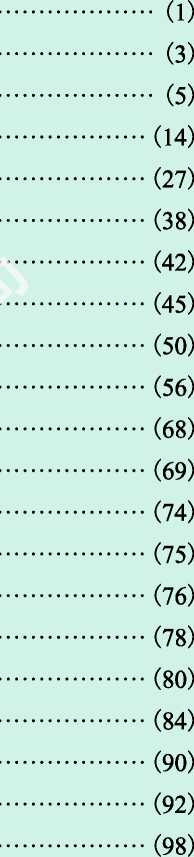
3.7.2 T型接头的连接
对于额定工作压力不大于2.5MPa的卧式内燃锅壳锅炉、锅壳式余热锅炉以及贯 流式锅炉,除受烟气直接冲刷的部位(见图3∙L%達接处以外,在符合以下要求的情 况下,其管板与炉胆、锅壳可采用T型接-L北:十接连接,但是不得采用搭接连接:
(1) 采用全焊透的接头型式,并且址□经过机械加工;
(2) 管板与筒体的连接采用插八式容杓(贯流式锅炉除外);
(3) T型接头连接部位的焊縫刊算厚度不小于管板(盖板)的壁厚,并且其焊缝背 部能够封焊的部位均应当封Q ,不能够封焊的部位应当采用氯弧焊或者其他气体保 护焊打底,并且保证焊嫁;
(4) T型接头连接部仃上勺焊缝应当进行超声检测。
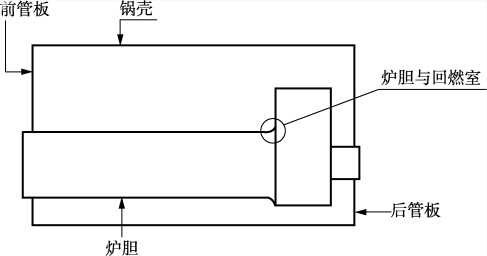
(a)湿背式
图3∙1不允许采用T型接头连接的部位
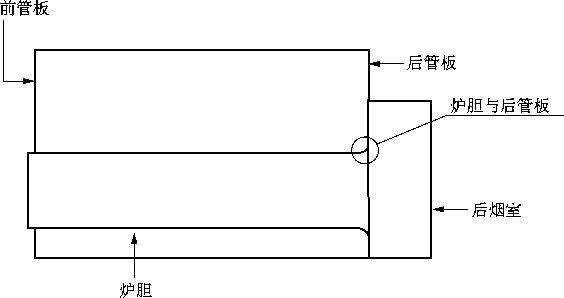
(b)干背式
('丿回燃£
图3 1 (续)
3.7.3管接头与锅筒(壳八建箱、管道的连接
锅炉管接头与锅筒(夷)、篆箱、管道的连接,在以下情况下应当采用全焊透的 接头型式: Sr3
(1) 强度计算斐求全羿透的加强结构型式;
(2) A级高压以匕(含高压,下同)锅炉管接头外径大于76mm时;
(3) A级锅炉集中下降管管接头;
(4) 下降管或者其管接头与集箱连接时(外径小于或者等于108mm,并且采用插 入式结构的下降管除外)。
3.7.4小管径管接头
A级锅炉外径小于32mm的排气、疏水、排污和取样管等管接头与锅筒、集 箱、管道相连接时,应当采用厚壁管接头。
3. 8管孔布置
3. 8. 1胀接管孔
(1)胀接管孔间的净距离应当不小于19mm;
(2) 胀接管孔中心与焊缝边缘以及管板扳边起点的距离应当不小于0.8d(d为管孔 直径),并且不小于0.5J+12mm;
(3) 胀接管孔不应当开在锅筒筒体的纵向焊缝上,并且避免开在环向焊缝上;对 于环向焊缝,如果结构设计不能够避免,在管孔周围60mm(如果管孔直径大于 60mm,则取孔径值)范围内的焊缝经过射线或者超声检测合格,并且焊缝在管孔边 缘上不存在夹渣缺陷,对开孔部位的焊缝内外表面进行磨平且将受压元件整体热处 理后,可以在环向焊缝上开胀接管孔。
3.8.2焊接管孔
集中下降管的管孔不应当开在焊缝及其热影响区上,其他焊接管孔也应当避免 开在焊缝及其热影响区上。如果结构设计不能够避免,在管孔周围60mm(如果管孔 直径大于60mm,则取孔径值)范围内的焊缝经过射线或者超戸衿測•合格,并且焊缝 在管孔边缘上不存在夹渣缺陷,管接头焊后经过热处理(额宝出六温度小于120°C的 热水锅炉除外)消除应力的情况下,可以在焊缝及其热*•响况上开焊接管孔。
3. 9焊缝布置
3.9.1锅筒(壳)、炉胆等对接焊缝
锅筒(筒体壁厚不相等的除外)、锅壳牡炉阳上相邻两筒节的纵向焊缝,以及封 头(管板)、炉胆顶或者下脚圈的拼接婦舞与徂邻筒节的纵向焊缝,都不应当彼此相 连,其焊缝中心线间距离(外圆叽长丿至.少为较厚钢板厚度的3倍,并且不小于 IOOmmO
3. 9. 2受热面管子及彎Y对接焊缝
3. 9. 2. 1对接焊縫中心统间的距离
锅炉受热面管3(异种钢接头除外)以及管道直段上,对接焊缝中心线间的距离 (£)应当符合以下要丈:
(1) 外径小于159mm时,£N2倍夕卜径;
(2) 外径大于或者等于159mm时,Z≥300mmo
当锅炉结构无法满足(1)、(2)的要求时,对接焊缝的热影响区不应当重合,并 且 Z≥50mmo
3. 9. 2. 2对接焊缝
(1) 受热面管子及管道(盘管及成型管件除外)对接焊缝应当位于管子直段上;
(2) 受热面管子的对接焊缝中心线至锅筒(壳)及集箱外壁、管子弯曲起点、管子 支吊架边缘的距离至少为50mm,对于A级锅炉此距离至少为70mm(异种钢接头除 外);管道此距离应当不小于IOOmmO
3. 9. 3其他要求
受压元件主焊缝及其邻近区域应当避免焊接附件。如果不能够避免,则附件的 焊缝可以穿过对接焊缝,而且不应当在对接焊缝及其邻近区域终止。
3.10扳边元件直段长度
除了球形封头以外,扳边的元件(例如封头、管板、炉胆顶等)与圆筒形元件对 接焊接时,扳边弯曲起点至焊缝中心线均应当有一定的直段距离。扳边元件直段长 度应当符合表3-2的要求。
表3-2扳边元件直段长度
|
扳边元件内径(mm) |
直段长度(mm) |
|
≤600 |
≥2? |
|
>600 |
N" |
3. 11 套管
B级以上(含B级)蒸汽锅炉,凡能够引起吃%:壳)壁或者集箱壁局部热疲劳的 连接管(如给水管、减温水管等),在穿过把陷:壳)壁或者集箱壁处应当加装套管。
3.12定期排污管
(1) 锅炉定期排污管口不应当肝J裕筒(壳)或者集箱内壁的最低表面;
(2) 小孔式排污管用作定期排今时,小孔应当开在排污管下部,并且贴近筒体 底部。
3.13紧急放水去青.
电站锅炉锅筒应当发置紧急放水装置,放水管口应当高于最低安全水位。
3.14水(介)质要求、取样装置和反冲洗系统的设置
应当根据锅炉结构、运行参数、蒸汽质量要求等因素,明确水(介)质标准及质 量指标要求。取样点的设置应当保证所取样品具有代表性。取样器和反冲洗系统设 置要求如下:
(1) A级锅炉的省煤器进口(或者给水泵出口)、锅筒、饱和蒸汽引出管、过热 器、再热器、凝结水泵出口等应当设置水汽取样装置;
(2) A级锅炉的过热器一般需要设置反冲洗用接口,反冲洗的介质也可以通过主 汽阀前疏水管路引入;
(3) B、C级蒸汽锅炉给水泵出口和蒸汽冷凝回水系统应当设置取样装置,锅水 (直流锅炉除外)和热力除氧器出水应当设置具有冷却功能的取样装置,对蒸汽质 量有要求时,应当设置蒸汽取样装置;热水锅炉应当在循环泵出口设置锅水取样 装置。
3.15膨胀指示器
A级锅炉的锅筒和集箱应当设置膨胀指示器。悬吊式锅炉本体设计确定的膨胀 中心应当予以固定。
3.16与管子焊接的扁钢
膜式壁等结构中与管子焊接的扁钢,其膨胀系数应当和管子相近,扁钢宽度的 确定应当保证在锅炉运行中不超过其金属材料许用温度,焊缝结构应当保证扁钢有 效冷却。
3. 17喷水减温器
(1) 喷水减温器的集箱与内衬套之间以及喷水管与集兑之向的固定方式,应当能 够保证其相对膨胀,并且能够避免产生共振;
(2) 喷水减温器的结构和布置应当便于检修;车技湿诸或者减温器进(出)口管道 上应当设置一个内径不小于80mm的检查孔,扫査义的位置应当便于对减温器内衬 套以及喷水管进行内窥镜检查。
3.18锅炉启动时省煤器的保护
设置有省煤器的蒸汽锅炉,应*设置旁通水路、再循环管或者采取其他省煤器 启动保护措施。
3.19再热器的保扩
电站锅炉应当火设蒸已旁路或者炉膛出口烟温监测等装置,确保再热器在启动 及甩负荷时的冷罚。
3.20吹灰及灭火装置
装设油燃烧器的A级锅炉,尾部应当装设可靠的吹灰及空气预热器灭火装置。 燃煤粉或者水煤浆锅炉、生物质燃料锅炉以及循环流化床锅炉在炉膛和布置有过热 器、再热器和省煤器的对流烟道,应当装设吹灰装置。
3. 21尾部烟道疏水装置
B级及以下燃气锅炉和冷凝式锅炉的尾部烟道应当设置可靠的疏水装置。
3.22防爆门
额定蒸发量小于或者等于75t∕h的燃用煤粉、油、气体及其他可能产生爆燃的燃 料的水管锅炉,未设置炉膛安全自动保护系统的,炉膛和烟道应当设置防爆门,防 爆门的设置不应当危及人身安全。
3.23门孔
3. 23. 1门孔的设置和结构
(1) 锅炉上开设的人孔、头孔、手孔、清洗孔、检查孔、观察孔的数量和位置应 当满足安装、检修、运行监视和清洗的需要;
(2) 集箱手孔孔盖与孔圈釆用非焊接连接时,应当避免直接与火焰接触;
(3) 微正压燃烧的锅炉,炉墙、烟道和各部位门孔应当有可靠的密封,看火孔应 当装设防止火焰喷出的联锁装置;
(4) 锅炉受压元件人孔圈、头孔圈与筒体、封头(管板)的连接应当釆用全焊透 结构,人孔盖、头孔盖、手孔盖、清洗孔盖、检查孔盖应当辛用内闭式结构;对 于B级及以下锅炉,其受压元件的孔盖可以采用法兰连接结构 但是不得采用螺纹 连接;炉墙上人孔门应当装设坚固的门闩,保证炉墙上峦视孔的孔盖不会被烟气 冲开;
(5) 锅筒内径大于或者等于80Omm的水管锅炉和担壳内径大于IoOOmm的锅壳 锅炉,均应当在筒体或者封头(管板)上开设Vl.虫于结构限制导致人员无法进入 锅炉时,可以只开设头孔;对锅壳内布置您煩管的锅炉,人孔和头孔的布置应当兼 顾锅壳上部和下部的检修需求;锅筒內径小于80Omm的水管锅炉和锅壳内径为 80Omm~ IOOOmm的锅壳锅炉,应当至少淫筒体或者封头(管板)上开设一个头孔;
(6) 立式锅壳锅炉(电加热锅炉朕外)下部开设的手孔数量,应当满足清理和检验 的需要,其数量不少于3个。
3. 23. 2门孔的尺,"注*2)
(1) 锅炉受压元砰上,确圆人孔应当不小于28OmmX38Omm,圆形人孔直径应当 不小于38Omn1,人扌L<¾的密封平面宽度应当不小于19mm,人孔盖凸肩与人孔圈之 间总间隙应当不超适3mm(沿圆周各点上不超过1.5mm),并且凹槽的深度应当能够 完整地容纳密封垫片;
(2) 锅炉受压元件上,椭圆头孔应当不小于220mm×320mm,颈部或者孔圈高度 不应当超过IOOmm,头孔圈的密封平面宽度应当不小于15mm;
(3) 锅炉受压元件上,手孔短轴应当不小于80mm,颈部或者孔圈高度不应当超 过65mm,手孔圈的密封平面宽度应当不小于6mm;
(4) 锅炉受压元件上,清洗孔内径应当不小于50mm,颈部高度不应当超过 50mm;
(5) 炉墙上椭圆人孔一般不小于40Omm×450mm,圆形人孔直径一般不小于
45Omm,矩形门孔一般不小于300mm×400mmo
注3-2:如果因结构原因,颈部或者孔圈高度超过本条规定,门孔的尺寸应当适当放大。
3. 24锅炉钢结构
3. 24. 1 基本要求
支承式和悬吊式锅炉钢结构的设计,应当符合相关标准的要求。
3. 24. 2平台、扶梯
作业人员立足地点距离地面(或者运转层)高度超过200Omm的锅炉,应当装设 平台、扶梯和防护栏杆等设施。锅炉的平台、扶梯应当符合以下规定:
(1) 扶梯和平台的布置能够保证作业人员顺利通向需要经常操作和检查的地方;
(2) 扶梯、平台和需要操作及检查的炉顶周围设置的栏杆、扶手以及挡脚板的高 度满足相关规定;
(3) 扶梯的倾斜角度一般为45。〜50。,个别位置布置有困W討’顶斜角度可以适 当增大;
⑷水位表前的平台到水位表中间的铅直高度宜为1 rθsɪm〜150OmmO
3.25直流电站锅炉特殊规定
(1) 直流电站锅炉应当设置启动系统,其容量由当与锅炉最低直流负荷相适应;
(2) 直流电站锅炉釆用外置式启动(汽少离器启动系统的,隔离阀的工作压力 应当按照最大连续负荷下的设计压力才虑,启动(汽水)分离器的强度按照锅炉最低 直流负荷的设计参数设计计算;采月内貿式启动(汽水)分离器启动系统时,各部件 的强度应当按照锅炉最大连续负荷的设计参数计算;
(3) 直流电站锅炉启动务銃为疏水排放能力应当满足锅炉各种启动方式下发生汽 水膨胀时的最大疏水流言宀
(4) 直流电站保炉水壁管内工质的质量流速在任何运行工况下都应当大于该运 行工况下的最低临界员量流速。
4. 1 基本要求
(1) 锅炉制造单位对出厂的锅炉产品的安全节能环保性能和制造质量负责,不得 制造国家明令淘汰的锅炉产品;
(2) 锅炉用材料下料或者坡口加工、受压元件加工成形后不应当产生有害缺陷, 冷成形应当避免产生冷作硬化引起脆断或者开裂,热成形应当避免因成形温度过高 或者过低而造成有害缺陷;
(3) 用于承压部位的铸铁件不准补焊;
(4) 对于电站锅炉范围内管道,减温减压装置、流量计(壳体)、工厂化预制管段 等元件组合装置,应当按照锅炉部件或者压力管道元件组合装置的要求进行制造监 督检验;管件应当按照锅炉部件的相关要求实施制造监督检验或者按压力管道元件 的相关要求实施型式试验;钢管、阀门、补偿器等压力管道元件,应当按照压力管 道元件的相关要求实施型式试验。
4.2胀接
4. 2. 1胀接工艺
胀接施工单位应当根据锅炉设计图样和试胀结果制定胀接工艺规程。胀接前应 当进行试胀。在试胀中,确定合理的胀管率。需要在安装现场廷行胀接的锅炉出厂 时,锅炉制造单位应当提供适量同牌号的胀接试件。
4.2.2胀接管子材料
胀接管子材料宜选用低于管板(锅筒)硬度的材料 如果管端硬度大于管板(锅筒) 硬度,应当进行退火处理。管端退火不应当用煤炭作熱啊直接加热,管端退火长度 应当不小于IOOmmO
4.2.3胀管率计算方法
4. 2. 3. 1内径控制法
当采用内径控制法时,胀管蓦一嫉行制在1.0%〜2.1%范围内。胀管率按照公 式(4-1) WO
Kn=Fl .2$—1) X 100% (4-1)
k d )
式中:
Hn——内径控制法胀管率;
d1——胀完后的管子实测内径,mm;
δ——未胀时的管子实测壁厚,mm;
d一未胀时的管孔实测直径,mmo
4. 2. 3. 2外径控制法
对于水管锅炉,当采用外径控制法时,胀管率一般控制在1.0%〜1.8%范围 内。胀管率可以按照公式(4-2)计算。
D-d
HW =----× 100% (4-2)
d
式中:
HW——外径控制法胀管率;
D——胀管后紧靠锅筒外壁处管子的实测外径,mm;
d——未胀时的管孔实测直径,InmO
4. 2. 3. 3管子壁厚减薄率控制法
(1) 在胀管前的试胀工作中,应当对每一种规格的管子和壁厚的组合都进行扭矩 设定;
(2) 扭矩设定是通过试管胀进试板的管孔来实现的,试管胀接完毕后,打开试 板,取出试管测量管壁减薄量,然后计算其管壁减薄率,管子壁厚减薄率一般控制 在10%〜12%范围内;扭矩设定完毕后,应当将扭矩记录下来,并且将其应用于施 ɪ;胀接管子壁厚减薄率应当按照公式(4-3)计算;
壁厚减薄率=
胀接前管壁厚-胀接后管壁厚Iroy
(4-3)
______________________________________________________X I , /I, ¼, 胀接前管壁厚
(3)为保证胀管设备的正常运行,在施工中每班工作之前,操作人员都应当进行 一次试胀,同时检验部门应当核实用于施工的扭矩是LJ了原攻定的扭矩完全相同。
4. 2. 4胀接质量
(1) 胀接管端伸出量以6mm〜12mm为宜,管吃刑叭口的扳边应当与管子中心线 成12。〜15。角,扳边起点与管板(筒体)表齐为宜;
(2) 对于锅壳锅炉,直接与火焰(烟滤8b: C以上)接触的烟管管端应当进行90° 扳边,扳边后的管端与管板应当紧密撵紗,其最大间隙应当不大于0.4mm,并且间 隙大于0.05mm的长度应当不超M菅子周长的20%;
(3) 胀接后,管端不应当声灯皮、皱纹、裂纹、切口和偏斜等缺陷;在胀接过程 中,应当随时检查胀口H*接质量,及时发现和消除缺陷。
4.2.5胀接记灵
胀接施工单⅛⅛⅛根据实际检查和测量结果,做好胀接记录,以便于计算胀管 率和核查胀管质量。
4.2.6胀接水压试验
胀接全部完毕后,应当进行水压试验,检查胀口的严密性。
4.3焊接
4.3.1焊接作业人员
(1) 焊工应当按照焊接工艺规程施焊,并且做好施焊记录;
(2) 锅炉受压元件的焊缝附近应当打焊工代号钢印,对不能打钢印的材料应当有 焊工代号的详细记录;
(3) 施焊单位应当建立焊工技术档案,并且对施焊的实际工艺参数和焊缝质量以 及焊工遵守工艺纪律情况进行检查评价。
4. 3. 2焊接工艺评定
焊接工艺评定应当符合NB/T 47014《承压设备焊接工艺评定》和本条的要求。
4. 3. 2. 1焊接工艺评定范围
锅炉产品焊接前,施焊单位应当对以下焊接接头进行焊接工艺评定:
(1) 受压元件之间对接焊接接头;
(2) 受压元件之间或者受压元件与承载的非受压元件之间连接的要求全焊透的T 型接头或者角接接头。
4. 3. 2. 2试件(试样)附加要求
(1) A级锅炉锅筒以及集箱类部件的纵向焊缝,当板厚大于20mm且小于或者等 于70mm时,应当从焊接工艺评定试件(试板)上沿焊缝纵向切取全焊缝金属拉伸试 样1个;当板厚大于70mm时,应当取全焊缝金属拉伸试样2,、:忒验方法和取样位 置可以按照GB/T 2652《焊缝及熔敷金属拉伸试验方法》执行;
(2) A级锅炉锅筒、合金钢材料集箱类部件和管道的対抄%缝,如果双面焊壁厚 大于或者等于12mm (单面焊壁厚大于或者等于做焊缝金属及热影响区夏 比V型缺口室温冲击试验;
(3) 焊接试件的材料为合金钢(碳镒钢除儿L)旳,A级锅炉锅筒的对接焊缝,工 作压力大于或者等于9.8MPa或者壁温大450°C的集箱类部件、管道的对接焊 缝,A级锅炉锅筒、集箱类部件上管⅛<hj角焊缝,在焊接工艺评定时应当进行金 相检验。
4. 3. 2. 3试验结果评元%'寸加曳求
(1) 全焊缝金属拉伸责柠的试验结果应当满足母材规定的抗拉强度(Rn)、下屈 服强度(Rq或者规定望U苑伸强度(&0.2);
(2) 金相检验友玖,言裂纹、疏松、过烧和超标的异常组织之一者,即为不合格。
4.3.2.4焊按匚艺评定文件
(1) 施焊单位应当按照产品焊接要求和焊接工艺评定标准编制用于评定的预焊接 工艺规程(PWPS),经过焊接工艺评定试验合格,形成焊接工艺评定报告(PQR),制 订焊接工艺规程(WPS)后,方能进行焊接;
(2) 焊接工艺评定完成后,焊接工艺评定报告和焊接工艺规程应当经过制造单位 焊接责任工程师审核,技术负责人批准后存入技术档案,保存至该工艺评定失效为 止,焊接工艺评定试样至少保存5年。
4.3.3焊接作业
4. 3. 3. 1 基本要求
(1)受压元件焊接作业应当在不受风、雨、雪等影响的场所进行,采用气体保护 焊施焊时应当避免外界气流干扰,当环境温度低于0°c时应当有预热措施;
(2)焊件装配时不应当强力对正,焊件装配和定位焊的质量符合工艺文件的要求 后,方能进行焊接。
4.3.3.2氯弧焊打底
以下部位应当采用氯弧焊打底:
(1) 立式锅壳锅炉下脚圈与锅壳的连接焊缝;
(2) 有机热载体锅炉管子、管道的对接焊缝;
(3) 油田注汽(水)锅炉管子的对接焊缝。
A级高压以上锅炉,锅筒和集箱、管道上管接头的组合焊缝,受热面管子的对 接焊缝、管子和管件的对接焊缝,结构允许时应当采用氯弧焊打底。
4.3.3.3受压元件对接
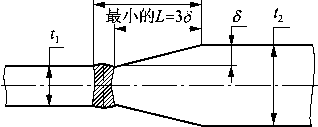
(1) 锅筒(壳)纵(环)缝两边的钢板中心线一般应当对齐,供篇,声)环缝两侧的钢 板不等厚时,也允许一侧的边缘对齐;
(2) 名义壁厚不同的两元件或者钢板对接时,两侧中任何一侧的名义边缘厚度差 值如果超过本规程4.3.3.4规定的边缘偏差值,则厚枳的:⅛缘应当削至与薄板边缘平 齐,削出的斜面应当平滑,并且斜率不大于1 : λ必要时,焊缝的宽度可以计算在
斜面内,见图4』。
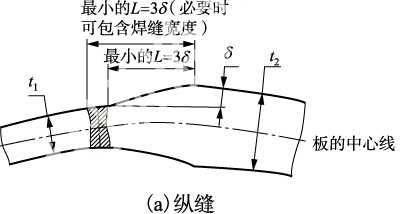
最小的£=3剥必要时 可包含焊缝宽度)
板的中心线
最小的£=33(必要时 可包含焊缝宽度)
最小的Z=33 δ t2
(b)环缝
S一名义边缘偏差;h一薄板厚度;M—厚板厚度;L一削薄的长度 图4-1不同厚度钢板(元件的对接)
4.3.3.4焊缝边缘偏差
锅筒(壳)纵(环)向焊缝以及封头(管板)拼接焊缝或者两元件的组装焊缝的装配 应当符合以下规定:
(1) 纵缝或者封头(管板)拼接焊缝两边钢板的实际边缘偏差值不大于名义板厚
(注4-1)的10%,并且不超过3mm;当板厚大于IOOmnl时,不超过6mm;
(2) 环缝两边钢板的实际边缘偏差值(包括板厚差在内)不大于名义板厚的15% 加Imm,并且不超过6mm;当板厚大于IOOmm时,不超过IOmm。
注4-1:不同厚度的两元件或者钢板对接并且边缘已削薄的,按照钢板厚度相同对待,名义 板厚指薄板厚度;不削薄的,名义板厚指厚板厚度。
4.3.3.5圆度和棱角度
锅筒(壳)的任意同一横截面上最大内径与最小内径之差It⅛T大于名义内径的 l%o锅筒(壳)纵向焊缝的棱角度应当不大于4mm。
4. 3. 3. 6焊缝返修
(1) 如果受压元件的焊接接头经过检测发现存在a标玦焰,施焊单位应当找出原 因,制订可行的返修方案,才能进行返修;
(2) 补焊前,缺陷应当彻底清除;补焊后糸事区应当做外观和无损检测检查; 要求焊后热处理的焊缝,补焊后应当做焊后疫當理;
(3) 同一位置上的返修不宜超过?*>:.如果超过2次,应当经过单位技术负责人 批准,返修的部位、次数、返修情住应当存入锅炉产品技术档案。
4.4热处理
4. 4.1需要进行热姓理为范围
(1) 碳素钢受压元汗 其名义壁厚大于30mm的对接接头或者内燃锅炉的筒体、
管板的名义壁厚大k ?Cmm的T型接头,应当进行焊后热处理;
(2) 合金钢受压无件焊后需要进行热处理的厚度界限按照相应标准规定执行;
(3) 除焊后热处理以外,还应当考虑冷、热成形对变形区材料性能的影响以及该 元件使用条件等因素进行热处理。
4. 4.2热处理设备
热处理设备应当配有自动记录热处理的时间与温度曲线的装置,测温装置应当 能够准确反映工件的实际温度。
4. 4. 3热处理前的工序要求
受压元件应当在焊接(包括非受压元件与其连接的焊接)工作全部结束并且经过 检验合格后,方可进行焊后热处理。
4. 4.4热处理工艺
热处理前应当根据有关标准及图样要求编制热处理工艺。需要进行现场热处理 的,应当提出具体现场热处理的工艺要求。
焊后热处理工艺至少符合以下要求:
(1) 异种钢接头焊后需要进行消除应力热处理时,其温度应当不超过焊接接头两 侧任一钢种的下临界点(41);
(2) 焊后热处理宜采用整体热处理,如果采用分段热处理,则加热的各段至少有 150Omm的重叠部分,并且伸出炉外部分有绝热措施;
(3) 局部热处理时,焊缝和焊缝两侧的加热带宽度应当各不小于焊接接头两侧母 材厚度(取较大值)的3倍或者不小于20OmmO
4. 4.5热处理记录
焊后热处理过程中,应当详细记录热处理规范的各项直数。热处理后有关责任 人员应当详细核对各项记录指标是否符合工艺要求。
4. 4.6热处理后的工序要求
本规程4.4.1要求进行热处理的受压元件,云上理后应当避免直接在其上面焊接 元件。如果不能避免,在同时满足以下条件叮,灯后可以不再进行热处理,否则应 当再进行热处理:
(1) 受压元件为碳素钢或者碳锭钥订",
(2) 角焊缝的计算厚度不大千.>“∏;
⑶按照评定合格的焊挫:L艺如焊;
(4) 角焊缝进行100%表面无损检测。
4.5焊接检验及相为,佥验
锅炉受压元仲云其厚接接头质量检验,包括外观检验、通球试验、化学成分分 析、无损检测、力学性能检验、水压试验等。
4.5.1受压元件焊接接头外观检验
受压元件焊接接头(包括非受压元件与受压元件焊接的接头)应当进行外观检 验,并且至少满足以下要求:
(1) 焊缝外形尺寸符合设计图样和工艺文件的规定;
(2) 对接焊缝高度不低于母材表面,焊缝与母材平滑过渡,焊缝和热影响区表面 无裂纹、夹渣、弧坑和气孔;
(3) 锅筒(壳)、炉胆、集箱的纵(环)缝及封头(管板)的拼接焊缝无咬边,其余焊 缝咬边深度不超过0.5mm,管子焊缝两侧咬边总长度不超过管子周长的20%,并且 不超过40mmo
4.5.2受热面管子通球试验
对接焊接的受热面管子,应当按照相关标准进行通球试验。
4. 5. 3化学成分分析
合金钢管、管件对接接头焊缝和母材应当进行化学成分光谱分析验证。
4. 5. 4无损检测
4. 5. 4. 1无损检测基本方法
无损检测方法主要包括射线、超声、磁粉、渗透、涡流等检测方法。制造单位 应当根据设计、工艺及其相关技术条件选择检测方法,并且制订相应的检测工艺。
当选用超声衍射时差法(TOFD)时,应当与脉冲回波法(PE)组合进行检测,检 测结论以TOFD与PE方法的结果进行综合判定。
4. 5. 4. 2无损检测标准
锅炉受压元件无损检测方法应当符合NB/T 47013(承序设备无损检测》的要求。
4. 5. 4. 3无损检测技术等级及焊接接头质量等级
(1) 锅炉受压元件焊接接头的射线检测技术等<Λ⅛ -P AB级,焊接接头质量等 级不低于II级;
(2) 锅炉受压元件焊接接头的超声检测农卡等以不低于B级,焊接接头质量等级 不低于I级;
(3) 锅炉受压元件焊接接头的衍射叮走伝超声检测技术等级不低于B级,焊接接 头质量等级不低于II级;
(4) 表面检测的焊接接头责量与级不低于I级。
4. 5. 4. 4无损检测吓机
焊接接头的无损拉状义当在形状尺寸和外观质量检查合格后进行,并且遵循以 下原则:
(1) 有延迟裂纹倾向材料的焊接接头应当在焊接完成24h后进行无损检测;
(2) 有再热裂纹倾向材料的焊接接头,应当在最终热处理后进行表面无损检测 复验;
(3) 封头(管板)、波形炉胆、下脚圈的拼接接头的无损检测应当在成型后进行; 如果成型前进行无损检测,则应当于成型后在小圆弧过渡区域再次进行无损检测。
4. 5. 4. 5无损检测选用方法和比例
(1)蒸汽、热水锅炉受压元件焊接接头的无损检测方法及比例应当符合表4-1的 要求;
表4.1蒸汽、热水锅炉无损检测方法及比例
|
检测部位 |
锅炉设备分类 | |||||
|
A级 |
B级 |
C级 |
D级 | |||
|
汽、水 |
汽 |
水 |
汽 |
水 | ||
|
锅筒(壳)、启动(汽 水)分离器及储水箱 的纵向和环向对接接 头,封头(管板)、下 脚圈的拼接接头以及 集箱的纵向对接接头 |
100%射线或者超声检测 (注 4-2) |
20%射 线检测 |
10% 射线 检测 |
10% 射线 检测 |
—— | |
|
炉胆的纵向和环向对接 接头(包括波形炉胆)、 回燃室的对接接头及炉 胆顶的拼接接头 |
—— |
20 %射线检测 |
■ •(% 射线 检测 |
—— | ||
|
锅壳锅炉,其管板与 锅壳的T型接头,贯 流式锅炉集箱筒体T 型接头 |
1。0%超声检测 |
10% 超声 检测 |
—— | |||
|
内燃锅壳锅炉,其管 板与炉胆、回燃室的T 型接头_______ |
50 %超声检测 |
10% 超声 检测 |
— | |||
|
集中下降管角接接头 |
IOC %超声检测 __ |
—— | ||||
|
外径大于159mm或亳-壁厚大于或者善干 20mm的集箱、管道外 其他管件的环向对接 接头________ |
100%射线或者超声检测 (注 4-2) |
— | ||||
|
其他集箱、管道、管子 环向对接接头(受热面 管子接触焊除外) |
(1) P N9.8MPa, 100 %射线或者超 声剛(安 接头数的50%); (2) P <9.8MPa, 50%射线或者超声 检测(安装工地,接 制的25%) |
10%射线 检测(热 水锅炉管 道除外) (注 4-3) | ||||
表4-1(续)
|
检测部位 |
锅炉设备分类 | |||||
|
A级 |
B级 |
C级 |
D级 | |||
|
汽、水 |
汽 |
水 |
汽 |
水 | ||
|
锅筒、集箱上管接头 的角接接头 |
外径大于108mm 的全焊透结构的 角接接头,100% 超声检测;其他管 接头的角接接头 应当按照不少于 接头数的20%进 行表面无损检测 |
—— | ||||
注4-2:壁厚小于20mm的焊接接头应当采用射线检测方法,屋厚大于或者等于20Inm时,可
以采用超声检测方法。超声检测宜采用可记录的超声检测仪.目:迥当附加20%局部射线检测。
注4-3:水温低于IO(TC的省煤器受热面管可以不迷仁无揖检测。
注4-4:水温低于IOOC的给水管道可以不进行%VZ⅛o
(2)有机热载体锅炉承压本体及承压部,任丁茂检测比例及方法应当符合表4-2的 要求;
表4-2有机病苛体情炉无损检测方法及比例
|
接头部位 |
无损检测方法及比例 | |
|
气相 |
液相 | |
|
锅筒、闪蒸罐的纵层' 寃和封头的拼接对接接头 |
100%射线检测 |
50 %射线检测 |
|
锅壳锅炉,其管M、*胆、回燃室与锅壳的T型接头 |
100 %超声检测 |
50 %超声检测 |
|
承压集箱、冷凝液罐、膨胀罐和储罐的对接接头 |
20 %射线检测 | |
|
外径大于或者等于159mm管子、管道的对接接头 |
接头数的20 %射线检测 | |
|
外径小于159mm管子、管道的对接接头 |
接头数的10%射线检测 | |
(3)蒸汽锅炉、B级以上(含B级)热水锅炉和承压有机热载体锅炉的管子或者管 道与无直段弯头的焊接接头,应当进行100%射线或者超声检测。
4. 5. 4. 6局部无损检测
锅炉受压元件局部无损检测部位由制造单位确定,但是应当包括纵缝与环缝的 相交对接接头部位。
经局部无损检测的焊接接头,如果在检测部位任意一端发现缺陷有延伸可能 时,应当在缺陷的延长方向进行补充检测。当发现超标缺陷时,应当在该缺陷两端 的延伸部位各进行不少于20OmnI的补充检测,如仍然不合格,则应当对该条焊接接 头进行全部检测。对不合格的管子对接接头,应当对该焊工当日焊接的管子对接接 头进行抽查数量双倍数目的补充检测,如果仍然不合格,应当对该焊工当日全部接 管焊接接头进行检测。
进行局部无损检测的锅炉受压元件,制造单位也应当对未检测部分的质量负责。
4. 5. 4. 7组合无损检测方法合格判定
锅炉受压元件如果采用多种无损检测方法进行检测,则应当按照各自验收标准 进行评定,均合格后,方可认为无损检测合格。
4. 5. 4. 8无损检测报告的管理
制造单位应当妥善保管无损检测的工艺卡、原始记录、抑初 地测部位图、射 线底片、光盘或者电子文档等资料(含缺陷返修记录),其伊一冇期限不少于7年。
4.5.5力学性能检验
4. 5. 5.1焊制产品焊接试件的基本要求
为检验产品焊接接头的力学性能,应当焊郞产品焊接试件。焊接质量稳定的制 造单位,经过技术负责人批准,可以免做奔试蒔。但是属于下列情况之一的,应 当制作纵缝焊接试件:
(1) 制造单位按照新焊接工艺规程櫚LSN前5台锅炉;
(2) 用合金钢(碳锭钢除外'制质并且工艺要求进行热处理的锅筒或者集箱类 部件;
(3) 设计要求制作焊接试件C
4.5.5.2焊接试佇打,祎
(1) 每个锅管(3)、集箱类部件纵缝应当制作一块焊接试件,纵缝焊接试件应当 作为产品纵缝的延宀部分焊接;
(2) 产品焊接试件应当由焊接该产品的焊工焊接,试件材料、焊接材料和工艺条 件等应当与所代表的产品相同,试件焊成后应当打上焊工和检验员代号钢印;
(3) 需要热处理的,试件应当与所代表的产品同炉热处理;
(4) 焊接试件的数量、尺寸应当满足检验和复验所需要试样的制备。
4.5.5.3试样制取和性能检验
(1) 焊接试件经过外观和无损检测检查后,在合格部位制取试样;
(2) 焊接试件上制取试样的力学性能检验类别、试样数量、取样和加工要求、试 验方法、合格指标及复验应当符合NB/T 47016《承压设备产品焊接试件的力学性能 检验》,同时锅筒、集箱类部件纵缝还应当按照本规程4.322、4.3.2.3的有关规定进 行全焊缝拉伸试验和冲击试验。
4. 5. 6水压试验
4. 5. 6. 1 基本要求
(1) 锅炉受压元件应当在无损检测和热处理后进行水压试验;
(2) 水压试验场地应当有可靠的安全防护设施;
(3) 水压试验应当在环境温度高于或者等于5°C时进行,低于5°C时应当有防冻 措施;
(4) 水压试验所用的水应当是洁净水,水温应当保持高于周围露点温度以防止表 面结露,但也不宜温度过高以防止引起汽化和过大的温差应力;
(5) 合金钢受压元件的水压试验水温应当高于所用钢种的脆性转变温度,一般为 20°C 〜70 °C;
(6) 奥氏体受压元件水压试验时,应当控制水中的氯离子告景厂超过25mg∕L, 如不能满足要求,水压试验后应当立即将水渍去除干净。
4. 5. 6. 2 水压试验压力和保压时间
水压试验时,受压元件的薄膜应力不应当超过户泞0料在试验温度下屈服点的
90% o水压试验压力及保压时间应当符合本j<
4. 5. 6. 2. 1整体水压试验
整体水压试验保压时间为20min,试验「方按照表4-3的规定执行。
表/-3 Zr玉试验压力
|
名称 |
锅筒(壳)工作WseI鬲~ |
试验压力(MPa) |
|
锅炉本体 |
<0.8 |
1∙5倍锅筒(壳)工作压力, _______但不小于0.2________ |
|
锅炉本体 |
0.8—1.6 |
锅筒(壳)工作压力加0.4 |
|
锅炉本体 |
> 1.6 |
1.25倍锅筒(壳)工作压力 |
|
直流锅炉本体 |
任何压力 |
介质出口工作压力的1.25倍,并且不 小于省煤器进口工作压力的1.1倍 |
|
再热器 |
任何压力 |
1.5倍再热器的工作压力 |
|
铸铁省煤器- |
任何压力 |
1.5倍省煤器的工作压力 |
注4-5:表4-3中的锅炉本体的水压试验,不包括本表中的再热器和铸铁省煤器。
4. 5. 6. 2. 2 零部件水压试验
(1) 以部件型式出厂的锅筒、启动(汽水)分离器及储水箱,为其工作压力的1.25 倍,并且不低于其所对应的锅炉本体水压试验压力,保压时间至少为20min;
(2) 散件出厂锅炉的集箱类部件,为其工作压力的1.5倍,保压时间至少为
5min;
(3) 对接焊接的受热面管子及其他受压管件,为其工作压力的1.5倍,保压时间 至少为IOS〜20s;
(4) 受热面管与集箱焊接的部件为其工作压力的1.5倍,保压时间至少为5min。
注4-6:敞口集箱(含带有三通的集箱)、无成排受热面管接头以及内孔焊封底的成排管接头 的集箱、启动(汽水)分离器及储水箱、管道、减温器、分配集箱等部件,其所有焊缝经过 100%无损检测合格,以及对接焊接的受热面管及其他受压管件经过氣弧焊打底并且100%无损 检测合格,能够确保焊接质量,在制造单位内可以不单独进行水压试验。
4. 5. 6. 3水压试验过程控制
进行水压试验时,水压应当缓慢地升降。当水压上升到工作压力时,应当暂停 升压,检查有无漏水或者异常现象,然后再升压到试验压力,达到保压时间后,降到 工作压力进行检査。检査期间压力应当保持不变。
4. 5. 6. 4水压试验合格要求
(1) 在受压元件金属壁和焊缝上没有水珠和水雾;
(2) 当降到工作压力后胀口处不滴水珠;
(3) 铸铁锅炉、铸铝锅炉锅片的密封处在降穿领定工作压力后不滴水珠;
(4) 水压试验后,没有发现明显残余变形。
4.6出厂资料、金属铭牌和标记
4. 6. 1出厂资料
产品出厂时,锅炉制造单位应*提供与安全有关的技术资料。资料至少包括以 下内容:
(1) 锅炉图样(包括总囹、宁装图和主要受压元件图);
(2) 受压元件的强度貝算书或者计算结果汇总表;
(3) 安全阀排萨息的1「算书或者计算结果汇总表;
(4) 热力计算安史者热力计算结果汇总表;
(5) 烟风阻力计算书或者计算结果汇总表;
(6) 锅炉质量证明书,包括产品合格证(含锅炉产品数据表,见附件B及附表b)、 金属材料质量证明、焊接质量证明和水(耐)压试验证明等;
(7) 锅炉安装说明书和使用说明书;
(8) 受压元件与设计文件不符的变更资料;
(9) 热水锅炉的水流程图及水动力计算书或者计算结果汇总表(自然循环的锅壳 式锅炉除外);
(10) 有机热载体锅炉的介质流程图和液膜温度计算书或者计算结果汇总表。
产品合格证上应当有检验责任工程师、质量保证工程师签章和产品质量检验专 用章(或单位公章)。
4. 6.2 A级锅炉出厂资料
对于A级锅炉,除满足本规程4.6.1有关要求外,还应当提供以下技术资料:
(1) 过热器、再热器壁温计算书或者计算结果汇总表;
(2) 热膨胀系统图;
(3) 高压以上锅炉水循环(含汽水阻力)计算书或者计算结果汇总表;
(4) 高压以上锅炉汽水系统图;
(5) 高压以上锅炉各项安全保护装置整定值。
电站锅炉机组整套启动验收前,锅炉制造单位应当提供完整的锅炉出厂技术 资料。
4. 6.3产品铭牌
锅炉产品应当在明显的位置装设金属铭牌,铭牌上至少载明以下项目:
(1) 制造单位名称;
(2) 锅炉型号;
⑶设备代码(见附件C);
(4) 产品编号;
(5) 额定蒸发量(t∕h)或者额定热功率(MW),
(6) 额定工作压力(MPa);
⑺额定蒸汽温度(°C)或者额定出顷、进口水(油)温度(°C);
(8) 再热蒸汽进口、出口温度也项仓口、出口压力(MPa);
(9) 锅炉制造许可证级别和编m;
(10) 制造日期(年、月、。
铭牌上应当留有打衬造监督检验标志的位置。
4. 6. 4受压元件岀,二示记
散件出厂的銅炉.应当在主要受压元件的封头、端盖或者筒体适当位置上标注 产品标记。
5. 1安全阀
5. 1. 1基本要求
安全阀的产品型式试验等要求应当符合《安全阀安全技术监察规程》的规定。
5. 1.2设置
5. 1.2. 1 一般要求
每台锅炉至少应当装设两个安全阀(包括锅筒和过热器安全阀)O符合下列规定 之一的,可以只装设一个安全阀:
(1) 额定蒸发量小于或者等于0.5t∕h的蒸汽锅炉;
(2) 额定蒸发量小于4t∕h并且装设有可靠的超压联锁保护装置的蒸汽锅炉;
(3) 额定热功率小于或者等于2.8MW的热水锅炉。
5. 1.2.2其他要求
除满足本规程5.1.2.1的要求外,以下位置也应当装设安全阀:
(1) 再热器出口处,以及直流锅炉的外置式启动(汽水)分离器;
(2) 直流蒸汽锅炉过热蒸汽系统中两级间的连接管道截止阀前;
(3) 多压力等级余热锅炉,每一压力等级的锅筒和过热器。
5. 1.3安全阀选用
(1) 蒸汽锅炉的安全阀应当采用全启式弹簧安全阀、杠杆v≠:全阀或者控制式安 全阀(脉冲式、气动式、液动式和电磁式等),选用的安全把应当符合《安全阀安全技 术监察规程》及相关技术标准的规定;
(2) 额定工作压力为0.1MPa的蒸汽锅炉,可成哭;E-育重式安全阀或者水封式安 全装置,热水锅炉上装设有水封安全装置的,刁以末装设安全阀;水封式安全装置 的水封管内径应当根据锅炉的额定蒸发量,漆定热力率)和额定工作压力确定,并且 不小于25mm;水封管应当有防冻措施,井】云得装设阀门。
5.1.4蒸汽锅炉安全阀的总排族臺
蒸汽锅炉锅筒(壳)上的安全側仍对热器上的安全阀的总排放量,应当大于额定 蒸发量,对于电站锅炉应当大干锅炉最大连续蒸发量,并且在锅筒(壳)和过热器上 所有的安全阀开启后,锅筒\売:内的蒸汽压力不应当超过设计时计算压力的1.1倍。 再热器安全阀的排放大于锅炉再热器最大设计蒸汽流量。
5. 1.5锅筒以外守全阀的排放量
过热器和再热号出口处安全阀的排放量应当保证过热器和再热器有足够的冷 却。直流蒸汽锅炉外置式启动(汽水)分离器的安全阀排放量应当大于直流蒸汽锅炉 启动时的产汽量。
5.1.6蒸汽锅炉安全阀排放量的确定
蒸汽锅炉安全阀流道直径应当大于或者等于20mmo排放量应当按照下列方法 之一进行计算:
(1) 按照安全阀制造单位提供的额定排放量;
(2) 按照公式(5-1)进行计算;
E = O.235/(10∙2p + l)K (5-1)
式中:
E--安全阀的理论排放量,kg/h;
P——安全阀进口处的蒸汽压力(表压),MPa;
JT/7 2
A——安全阀的流道面积,可用乙一计算,mm2;
4
d--安全阀的流道直径,mmo
K ——安全阀进口处蒸汽比容修正系数,按照公式(5-2)计算o
K = KP-Kg (5-2)
式中:
KP——压力修正系数;
Kg——过热修正系数。
K、Kp、Kg按照表5-1选用和计算。
表5-1安全阀进口处各修正吝数
|
JP(MPa) |
KP |
g |
K = Kp∙% | |
|
PW12 |
饱和 |
1 |
1 |
1 |
|
过热 |
1 |
侖 |
枝 | |
|
p> 12 |
饱和 |
I ∑i I- ____ __________________ |
1 |
I 2.1 √(10.2p + l)K |
|
过热 _ |
∖∣(l∂.2p + l)Pfb _ |
侖 |
I 2.1 V(IO∙2p+ 1)七 | |
注5-1:像也可以用Enn也珂、代替。
∖Vg V(IOOo+ 2.7Tg)
式中:
VS—过热蒸汽比容,m3∕kg;
Vb——和蒸汽比容,m3∕kg;
Ti——过热度,OCO
(3)按照GB/T 12241《安全阀一般要求》或者NB/T 47063 <电站安全阀》中的公 式进行计算。
5. 1.7热水锅炉安全阀的泄放能力
热水锅炉安全阀的泄放能力应当满足所有安全阀开启后锅炉内的压力不超过设
计压力的1.1倍。安全阀流道直径按照以下原则选取:
(1)额定出口水温小于IO(TC的锅炉,可以按照表5-2选取;
表5-2小于IOOoC的锅炉安全阀流道直径选取表
|
锅炉额定热功率(MW) |
β≤l∙4 |
1.4<β≤7.0 |
Q >7.0 |
|
安全阀流道直径(mm) |
N 20 |
N 32 |
N 50 |
(2)额定出口水温大于或者等于IO(TC的锅炉,其安全阀的数量和流道直径应当 按照公式(5-3)计算。
35.30
(5-3)
ndh =---"S'---×106
C(JP+ 0.1)(Ij)
式中:
n--安全阀数量,个;
d——安全阀流道直径,
mm;
h--安全阀阀芯开启高度,mm;
Q——锅炉额定热功率,MW;
CE放系数,按照安全阀制造单位提U的数据,或者按照以下数值选取:
当 A≤-时,C=I 35;当,,,矿?时,C=IO ;
20 J
P——安全阀的开启压力,Ml V
i——锅炉额定出水压力下饱Zn蒸汽焙,kj∕kg;
Zj——锅炉进水的焰応瓜小
5. 1.8安全阀整 E 刀
安全阀整定宝广稲定原则如下:
(1)蒸汽锅炉安全阀整定压力按照表5-3的规定进行调整和校验,锅炉上有一个 安全阀按照表中较低的整定压力进行调整;对有过热器的锅炉,过热器上的安全阀 按照较低的整定压力调整,以保证过热器上的安全阀先开启;
表5-3蒸汽锅炉安全阀整定压力
|
额定工作压力(MPa) |
安全阀整定压力 | |
|
最低值 |
最高值 | |
|
P ≤0.8 |
工作压力加0.03MPa |
工作压力加0.05MPa |
|
0.8 < P ≤5.3 |
1.04倍工作压力 |
1.06倍工作压力 |
|
P >5.3 |
1.05倍工作压力 |
1.08倍工作压力 |
注5-2:表中的工作压力,是指安全阀装设地点的工作压力,对于控制式安全阀是指控制源 接出地点的工作压力。
(2) 再热器安全阀最高整定压力应当不高于其计算压力;
(3) 直流蒸汽锅炉各部位安全阀最高整定压力,由锅炉制造单位在设计计算的安 全裕量范围内确定;
(4) 热水锅炉上的安全阀按照表5-4规定的压力进行整定或者校验。
表5-4热水锅炉安全阀的整定压力
|
最低值 |
最高值 |
|
1.10倍工作压力但是不小于工作压力加 ______________0.07MPa______________ |
1.12倍工作压力但是不小于工作压力加 _________________OlI(T0Pa________________ |
5.1.9安全阀启闭压差
一般为整定压力的4%~7% ,最大不超过10%o当箜疋压力小于0.3MPa时, 最大启闭压差为0.03MPaO
5. 1. 10安全阀安装
(1) 安全阀应当铅直安装,并且安装在钢笥(売,、集箱的最高位置,在安全阀和 锅筒(壳)之间或者安全阀和集箱之间,不如岂W设阀门和取用介质的管路;
(2) 几个安全阀如果共同装在一外与代筒(壳)直接相连的短管上,短管的流通截 面积应当不小于所有安全阀的流油劳,面租之和;
(3) 釆用螺纹连接的弹簧安全司日j,应当符合GB/T 12241《安全阀一般要求》的 要求;安全阀应当与带有螺纹的短管相连接,而短管与锅筒(壳)或者集箱筒体的连 接应当釆用焊接结构。
5. 1. 11安全冏:捉装置
5. 1. 11. 1 基本吳求
(1) 静重式安全阀应当有防止重片飞脱的装置;
(2) 弹簧式安全阀应当有提升手把和防止随便拧动调整螺钉的装置;
(3) 杠杆式安全阀应当有防止重锤自行移动的装置和限制杠杆越出的导架。
5. 1. 11.2控制式安全阀
控制式安全阀应当有可靠的动力源和电源,并且符合以下要求:
(1) 脉冲式安全阀的冲量接入导管上的阀门保持全开并且加铅封;
(2) 用压缩空气控制的安全阀有可靠的气源和电源;
(3) 液压控制式安全阀有可靠的液压传送系统和电源;
(4) 电磁控制式安全阀有可靠的电源。
5. 1. 12蒸汽锅炉安全阀排汽管
(1) 排汽管应当直通安全地点,并且有足够的流通截面积,保证排汽畅通,同时 排汽管应当固定,不应当有任何来自排汽管的外力施加到安全阀上;
(2) 安全阀排汽管底部应当装有接到安全地点的疏水管,在疏水管上不应当装设 阀门;
(3) 两个独立的安全阀的排汽管不应当相连;
(4) 安全阀排汽管上如果装有消音器,其结构应当有足够的流通截面积和可靠的 疏水装置;
(5) 露天布置的排汽管如果加装防护罩,防护罩的安装不应当妨碍安全阀的正常 动作和维修。
5. 1. 13热水锅炉安全阀排水管
热水锅炉的安全阀应当装设排水管,排水管应当直道安全地点,并且有足够 的排放流通面积,保证排放畅通。在排水管上不应当装Vt团门,并且应当有防冻 措施。
5. 1. 14安全阀校验
(1) 在用锅炉的安全阀每年至少校验1次,校辻一般在锅炉运行状态下进行;
(2) 如果现场校验有困难或者对安全倜是打修理后,可以在安全阀校验台上进 行,校验后的安全阀在搬运或者安装:τ程屮,不能摔、砸、碰撞;
(3) 新安装的锅炉或者安全倒松修 更换后,应当校验其整定压力和密封性;
(4) 安全阀经过校验后,成当如锁或者铅封;
(5) 控制式安全阀应当分别近行控制回路可靠性试验和开启性能检验;
(6) 安全阀整定压力'%封性等检验结果应当记入锅炉安全技术档案。
5.1.15锅垢云/冲安全阀使用
(1) 锅炉运行屮麦全阀应当定期进行排放试验,电站锅炉安全阀每年进行一次, 对控制式安全阀,使用单位应当定期对控制系统进行试验;
(2) 锅炉运行中安全阀不允许解列,不允许提高安全阀的整定压力或者使安全阀 失效。
5.2压力测量装置
5. 2. 1 设置
锅炉的以下部位应当装设压力表:
(1) 蒸汽锅炉锅筒(壳)的蒸汽空间;
(2) 给水调节阀前;
(3) 省煤器出口;
(4)过热器出口和主汽阀之间;
⑸再热器出口、进口;
(6) 直流蒸汽锅炉的启动(汽水)分离器或其出口管道上;
(7) 直流蒸汽锅炉省煤器进口、储水箱和循环泵出口 ;
(8) 直流蒸汽锅炉蒸发受热面出口截止阀前(如果装有截止阀);
(9) 热水锅炉的锅筒(壳)上;
(10) 热水锅炉的进水阀出口和出水阀进口;
(11) 热水锅炉循环水泵的出口、进口;
(12) 燃油锅炉、燃煤锅炉的点火油系统的油泵进口(回油)及出口 ;
(13) 燃气锅炉、燃煤锅炉的点火气系统的气源进口及燃气阀组稳压阀(调压 阀)后。
5. 2. 2压力表选用
(1)压力表应当符合相关技术标准的要求;
⑵A级锅炉压力表精确度应当不低于1.6级 其値田炉压力表精确度应当不低 于2.5级;
(3)压力表的量程应当根据工作压力选W , — 7長为工作压力的1.5倍〜3.0倍,最 好选用2倍;
⑷压力表表盘大小应当保证锅炉作/入员能够清楚地看到压力指示值。
5.2.3压力表校验
压力表应当定期进行校校刻度盘上应当划出指示工作压力的红线,并且注明 下次校验日期。压力表校验检应当加铅封。
5.2.4压力表安装
压力表安装心M爲-兮以下要求:
(1) 装设在便于吗察和吹洗的位置,并且防止受到高温、冰冻和震动的影响;
(2) 锅炉蒸汽空间设置的压力表应当有存水弯管或者其他冷却蒸汽的措施,热水 锅炉用的压力表也应当有缓冲弯管,弯管内径不小于IOmm;
(3) 压力表与弯管之间装设三通阀门,以便吹洗管路、卸换、校验压力表。
5.2.5压力表停止使用情况
压力表有下列情况之一时,应当停止使用:
(1) 有限止钉的压力表在无压力时,指针转动后不能回到限止钉处;没有限止钉 的压力表在无压力时,指针离零位的数值超过压力表规定的允许误差;
(2) 表面玻璃破碎或者表盘刻度模糊不清;
(3) 封印损坏或者超过校验期;
(4) 表内泄漏或者指针跳动;
(5)其他影响压力表准确指示的缺陷。
5.3水位测量与示控装置
5. 3. 1设置
5. 3. 1. 1 基本要求
每台蒸汽锅炉锅筒(壳)应当装设至少2个彼此独立的直读式水位表,符合下列 条件之一的锅炉可以只装设1个直读式水位表:
(1) 额定蒸发量小于或者等于0.5t∕h的锅炉;
(2) 额定蒸发量小于或者等于2t∕h,并且装有一套可靠的水位示控装置的锅炉;
(3) 装设两套各自独立的远程水位测量装置的锅炉;
(4) 电加热锅炉;
(5) 有可靠壁温联锁保护装置的贯流式工业锅炉。
5. 3. 1.2特殊要求
(1) 多压力等级余热锅炉每个压力等级的锅筒应土若设的个彼此独立的直读式水 位表;
(2) 直流蒸汽锅炉启动系统中储水箱和启动M。分离器应当装设远程水位测量 装置。
5.3.2水位表的结构、装置
(1) 水位表应当有指示最高、最低士全水位和正常水位的明显标志,水位表的下 部可见边缘应当比最高火界至少IX 'I'ɪɪim,并且比最低安全水位至少低25mm,水位 表的上部可见边缘应当比最X安全水位至少高25mm;
(2) 玻璃管式水位夹宜当有防护装置,并且不妨碍观察真实水位,玻璃管的内径 应当不小于8mm;
(3) 锅炉运行中话%吹洗和更换玻璃板(管)、云母片;
⑷用2个以上(含2个)玻璃板或者云母片组成的一组水位表,能够连续指示 水位;
(5) 水位表或者水表柱和锅筒(壳)之间阀门的流道直径应当不小于8mm,汽水 连接管内径应当不小于18mm,连接管长度大于50Omnl或者有弯曲时,内径应当适 当放大,以保证水位表灵敏准确;
(6) 连接管应当尽可能短,如果连接管不是水平布置时,汽连管中的凝结水能够 流向水位表,水连管中的水能够自行流向锅筒(壳);
(7) 水位表应当有放水阀门和接到安全地点的放水管;
(8) 水位表或者水表柱和锅筒(壳)之间的汽水连接管上应当装设阀门,锅炉运行 时,阀门应当处于全开位置;对于额定蒸发量小于0.5t∕h的锅炉,水位表与锅筒(壳) 之间的汽水连管上可以不装设阀门。
5.3.3安装
(1) 水位表应当安装在便于观察的地方,水位表距离操作地面高于600OmnI时, 应当加装远程水位测量装置或者水位视频监视系统;
(2) 用远程水位测量装置监视锅炉水位时,信号应当各自独立取出;在锅炉控制 室内至少有两个可靠的远程水位测量装置,同时运行中应当保证有一个直读式水位 表正常工作;
(3) 亚临界锅炉水位表安装调试时,应当对由于水位表与锅筒内液体密度差引起 的测量误差进行修正。
5.4温度测量装置
5.4. 1 设置
在锅炉相应部位应当装设温度测点,测量以下温度:
(1) 蒸汽锅炉的给水温度(常温给水除外);
(2) 铸铁省煤器和电站锅炉省煤器出口水温;
(3) 热水锅炉进口、出口水温;
(4) 再热器进口、出口汽温;
(5) 过热器出口和多级过热器的每统『口⑶汽温;
(6) 减温器前、后汽温;
(7) 空气预热器进口、出口全气涯度;
(8) 空气预热器进口烟酝,
(9) 排烟温度;
(10) 有再热器釣锅炉S膛的出口烟温;
(11) A级高XPI L的蒸汽锅炉的锅筒上、下壁温(控制循环锅炉除外),过热 器、再热器的蛇形管的金属壁温;
(12) 直流蒸汽锅炉上下炉膛水冷壁出口金属壁温,启动系统储水箱壁温。
在蒸汽锅炉过热器出口、再热器出口和额定热功率大于或者等于7MW的热水锅 炉出口,应当装设可记录式温度测量仪表。
5.4.2温度测量仪表量程
表盘式温度测量仪表的温度测量量程应当根据工作温度选用,一般为工作温度 的1.5倍〜2倍。
5.5排污和放水装置
排污和放水装置的装设应当符合以下要求:
(1)蒸汽锅炉锅筒(壳)、立式锅炉的下脚圈和水循环系统的最低处都需要装设排 污阀;B级及以下锅炉采用快开式排污阀门;排污阀的公称通径为20mm~65mm; 卧式锅壳锅炉锅壳上的排污阀的公称通径不小于40mm;
(2) 额定蒸发量大于lt∕h的蒸汽锅炉和B级热水锅炉(工业用直流和贯流式锅炉 除外),排污管上装设2个串联的阀门,其中至少有1个是排污阀,并且安装在靠近 排污管线出口一侧;
(3) 过热器系统、再热器系统、省煤器系统的最低集箱(或者管道)处装设放 水阀;
(4) 有过热器的蒸汽锅炉锅筒装设连续排污装置;
(5) 每台锅炉装设独立的排污管,排污管尽量减少弯头,保证排污畅通并且接到 安全地点或者排污膨胀箱(扩容器);
(6) 多台锅炉合用1根排放总管时,需要避免2台以上的⅛'时排污;
(7) 锅炉的排污阀、排污管不宜釆用螺纹连接。
5.6安全保护装置
5. 6. 1 基本要求
(1)蒸汽锅炉应当装设高、低水位报警利*『妇:联锁保护装置,保护装置最迟 应当在最低安全水位时动作,无锅筒(壳 '并口有可靠壁温联锁保护装置的工业锅 炉除外;
⑵额定蒸发量大于或者等于,,t∕h 3為炉,应当装设蒸汽超压报警和联锁保护装 置,超压联锁保护装置动作整定 E当低于安全阀较低整定压力值;
(3) 锅炉的过热器和再热券,应当根据机组运行方式、自控条件和过热器、再热 器设计结构,釆取相应的保护措施,防止金属壁超温;再热蒸汽系统应当设置事故 喷水装置,并且能白胡化人使用;
(4) 安置在多层茂省高层建筑物内的锅炉,蒸汽锅炉应当配备超压联锁保护装 置,热水锅炉应当配备超温联锁保护装置。
5.6.2控制循环蒸汽锅炉
控制循环蒸汽锅炉应当装设以下保护和联锁装置:
(1) 锅水循环泵进出口差压保护;
(2) 循环泵电动机内部水温超温保护;
(3) 锅水循环泵出口阀与泵的联锁装置。
5.6.3 A级直流锅炉
A级直流锅炉应当装设以下保护装置:
(1) 在任何情况下,当给水流量低于启动流量时的报警装置;
(2) 锅炉进入纯直流状态运行后,工质流程中间点温度超过规定值时的报警 装置;
(3) 给水的断水时间超过规定时间时,自动切断锅炉燃料供应的装置;
(4) 亚临界及以上直流锅炉上下炉膛水冷壁金属温度超过规定值的报警装置;
(5) 设置有启动循环的直流锅炉,循环泵电动机内部水温超温的保护装置。
5. 6. 4循环流化床锅炉
循环流化床锅炉应当装设风量与燃料联锁保护装置,当流化风量低于最小流化 风量时,能够切断燃料供给。
5.6. 5室燃锅炉
室燃锅炉应当装设具有以下功能的联锁装置:
(1) 全部引风机跳闸时,自动切断全部送风和燃料供应;
(2) 全部送风机跳闸时,自动切断全部燃料供应;
(3) 直吹式制粉系统一次风机全部跳闸时,自动切断全京燃料供应;
(4) 燃油及其雾化工质的压力、燃气压力低于规定饵旳,当动切断燃油或者燃气 供应。
A级高压以上锅炉,除符合(1)-(4)要求H 还应当有炉膛高低压力联锁保护 装置。
5.6.6点火程序控制与熄火保护
室燃锅炉应当装设点火程序控制v⅞*:熄火保护装置,并且符合以下要求:
(1) 在点火程序控制中,点火莒育总通风量应当不小于3倍的从炉膛到烟囱进口 烟道总容积;0∙5t∕h(350kW)以下的液体燃料锅炉通风时间至少持续IOs,锅壳锅 炉、贯流锅炉和非发电用直流福炉的通风时间至少持续20s,水管锅炉的通风时间至 少持续60s,电站锅炉的*风时间一般应当持续3min以上;由于结构原因不易做到 充分吹扫时,应延长通风时间;
(2) 单位时间返爲量一般保持额定负荷下的燃烧空气量,对额定功率较大的燃烧 器,可以适当降低但不能低于额定负荷下燃烧空气量的50%;电站锅炉一般保持额 定负荷下25%〜40%的燃烧空气量;
(3) 熄火保护装置动作时,应当保证自动切断燃料供给,并进行充分后吹扫。
5.6.7其他要求
(1) 由于事故引起主燃料系统跳闸,灭火后未能及时进行炉膛吹扫的应当尽快实 施补充吹扫,不应当向已经熄火停炉的锅炉炉膛内供应燃料;
(2) 锅炉运行中联锁保护装置不应当随意退出运行,联锁保护装置的备用电源 或者气源应当可靠,不应当随意退出备用,并且定期进行备用电源或者气源自投 试验。
5.7电加热锅炉的其他要求
按照压力容器相应标准设计制造的电加热锅炉的安全附件应当符合本规程的设 置规定及其要求。
电加热锅炉的电器元件应当有足够的耐压强度。
6. 1 基本要求
锅炉的燃烧设备、辅助设备及系统的配置应当和锅炉的型号规格相匹配,满足 锅炉安全可靠、经济运行、方便检修的要求,并且具有良好C坏。特性。新建锅炉 大气污染物初始排放浓度不能满足环境保护标准和要求的,应当配套环保设施O
6.2燃烧设备及系统
(1) 锅炉的燃烧系统应当根据锅炉设计燃料洗棒诜若的锅炉燃烧方式、炉膛型 式、燃烧设备和燃料制备系统;
(2) 应当在燃料母管上靠近燃烧器部位土艾-个手动快速切断阀;
(3) 燃气锅炉炉前燃气主管路上:.史三设置放散阀,其排空管出口必须直接通向 室外;
(4) 醇基燃料燃烧器的管道上庄2安装排空阀,确保管路运行过程中无空气;
(5) 煤粉锅炉应当采用⅛∙^p;靠、节能高效的点火装置,点火装置应当具有与煤 种相适应的点火能量;々*装置应当设有火焰监测装置,能够验证火焰是否存在, 并且点火火焰不能影响亠火焰的检测;
(6) 具有多个炫少器的锅炉,炉膛火焰监测装置的设置,应当能够准确监控炉膛 燃烧状况;
(7) 循环流化床锅炉的炉前进料口处应当有严格密封措施,循环流化床锅炉启动 时宜选用适当的床料;
(8) 以生物质为燃料的锅炉,应当防止排渣口处灰渣堆积和受热面高温腐蚀;燃 料仓与燃烧室之间的给料装置应当与锅炉风机联锁;额定蒸发量大于4t∕h或者额定 热功率大于2.8MW的锅炉应当设置炉膛负压报警装置,燃烧室上部应当设置具有联 锁功能的放散装置。
6.3制粉系统
(1)煤粉管道中风粉混合物的实际流速,在锅炉任何负荷下均不低于煤粉在管道 中沉积的最小流速;必要时在燃烧器区域和磨煤机出口处增加温度测点,加强监 控,避免因风速和煤种变化造成煤粉管道内的着火;
(2) 制粉系统同一台磨煤机出口各煤粉管道间应当具有良好的风粉分配特性,各 燃烧器(或者送粉管)之间的燃料量偏差不宜过大;
(3) 发电煤粉锅炉制粉系统应当执行相关标准中防止制粉系统爆炸的有关规定, 工业煤粉锅炉制粉系统参照发电锅炉相关要求执行;
(4) 锅炉煤粉管道的弯头处应当釆取合适的防磨措施。
6.4汽水管道装置
(1) 锅炉的给水系统应当保证对锅炉可靠供水,给水系统的布置、给水设备的容 量和台数按照设计规范确定。配备壁温联锁保护装置的贯流式和非发电直流锅炉可 以不设置备用给水系统;
(2) 额定蒸发量大于4t∕h的蒸汽锅炉应当装设自动给水调节齢置,并且在锅炉作 业人员便于操作的地点装设手动控制给水的装置;
(3) 工作压力不同的锅炉应当分别有独立的蒸汽管m和诒水管道;如果采用同一 根蒸汽母管时,较高压力的蒸汽管道上应当有自功騒坦装置,较低压力的蒸汽管道 应当有防止超压的止回阀;
⑷外置换热器的循环流化床锅炉应当甘X紧急补给水系统;
(5) 给水泵出口应当设置止回阀和切粉阀,应当在给水泵和给水切断阀之间装设 给水止回阀,并与给水切断阀紧写相连;单元机组省煤器进口可不装切断阀和止回 阀,母管制给水系统,每台锅炉省宙糖进口都应当装设切断阀和止回阀;铸铁省煤 器的出口也应当装设切断阀不:止回阀;
(6) 主汽阀应当装亡靠近锅筒(壳)或者过热器集箱的出口处;单元机组锅炉的主 汽阀可以装设在汽仇进口处;立式锅壳锅炉的主汽阀可以装在锅炉房内便于操作的 地方;多台锅炉尹就N行时,锅炉与蒸汽母管连接的每根蒸汽管道上,应当装设两 个切断阀,切断阀门之间应当装有通向大气的疏水管和阀门,其内径不得小于 18mm,锅炉出口与第一个切断阀(主汽阀)间应当装设放汽管及相应的阀门;
(7) A级高压以上电站锅炉,未设置可回收蒸汽的旁路系统的,应当装设远程控 制向空排汽阀(或者动力驱动泄放阀);
(8) 在锅筒(壳)、过热器、再热器和省煤器等可能聚集空气的地方都应当装设排 气阀。
6.5锅炉水处理系统
(1) 锅炉水处理系统应当根据锅炉类型、参数、水源水质和水汽质量要求进行设 计,满足锅炉供水和水质调节的需要,锅炉水处理设计应当符合相关标准的规定;
(2) A级高压以上的电站锅炉应当根据锅炉类型、参数和化学监督的要求设置在 线化学仪表,连续监控水汽质量;
(3)水处理设备制造质量应当符合国家和行业标准中的相关规定,水处理设备应 当按照相关标准的技术要求进行调试,出水质量及设备出力应当符合设计要求。
6.6管道阀门和烟风挡板
(1) 2台以上(含2台)锅炉共用1个总烟道的,在每台锅炉的支烟道内应当装设 有可靠限位装置的烟道挡板;
(2) 锅炉管道上的阀门和烟风系统挡板均应当有明显标志,标明阀门和挡板的名 称、编号、开关方向和介质流动方向,主要调节阀门还应当有开度指示;
(3) 阀门、挡板的操作机构均应当装设在便于操作的地点。
6.7液体和气体燃料燃烧器
6. 7. 1 基本要求
锅炉用液体和气体燃料燃烧器应当由锅炉制造单伫选补「燃烧器的制造或者供 应单位应当提供有效的燃烧器型式试验证书。
6. 7.2燃烧器安全与控制装置
燃烧器应当设有自动控制器、安全切削阀、人焰监测装置、空气压力监测装 置、燃料压力监测装置和气体燃料燃烧器的芸3检漏装置。
6. 7. 2. 1液体燃料燃烧器安全切疚町宿置
(1)额定输出热功率小于或者牛干M)OkW的压力雾化燃烧器,每一个喷嘴前都 应当设置1个安全切断阀;釆用回'龙喷嘴的,在回流管路上也应当设置1个安全切断 阀,可用喷嘴切断阀代替安U议断阀;
⑵额定输出热功400kW的压力雾化燃烧器,每一个喷嘴前应当设置2个 串联布置的安全切斷涙:采用回流喷嘴的,在回流管路上也应当设置2个串联布置 的安全切断阀,司3项嘴切断阀代替安全切断阀,还应当在回流管路上的输出调节 器和安全切断阀之间设置1个压力监测装置。
6. 7. 2. 2气体燃料燃烧器安全切断阀布置
(1) 主燃气控制阀系统应当设置2只串联布置的自动安全切断阀或者组合阀;
(2) 额定输出热功率大于120OkW的燃烧器,主燃气控制阀系统应当设置阀门检 漏装置;
(3) 安全切断阀上游应当至少设置1只压力控制装置。
6. 7. 2. 3联锁保护
燃烧器在启动和运行过程中,出现以下情况,应当在安全时间内实现系统联锁 保护:
(1)火焰故障信号;
(2) 燃气高压保护信号;
(3) 空气流量故障信号;
(4) 设有位置验证的燃烧器,位置验证异常;
(5) 燃气阀门检漏报警信号;
(6) 液体燃料温度超限信号;
(7) 本规程规定的与锅炉有关的控制,如压力、水位、温度等参数超限。
6. 7. 3液体、气体和煤粉锅炉燃烧器安全时间与启动热功率
6. 7. 3. 1燃烧器点火、熄火安全时间(注6-1)
用液体、气体和煤粉作燃料的锅炉,其燃烧器必须保证点火、熄火安全时间符 合表6-1、表6-2和表6-3的要求。
注6-1:燃烧器启动时,从燃料进入炉膛点火失败到燃料快速切断芒置兀始动作的时间称为 点火安全时间;燃烧器运行时,从火焰熄灭到快速切断装置开始动作的时爲祢为熄火安全时间。
表6-1液体燃料燃烧器安全时间U嘤求
|
主燃烧器额定 输出热功率 0(kW) |
主燃烧器在 额定功率下 直接点火安 全时间 |
主燃烧器在降 低功率下直接 点火安全时代 |
主域匕誓浦过点火 燃烧器点火 |
熄火安全 时间 | |
|
「点」燃烧器 的点火安全 时间 |
主燃烧器的 主火安全 时间 | ||||
|
≤400 |
≤10 |
≤10 |
≤10 |
≤1 | |
|
400 < QF ≤1200 |
≤5 |
≤5 |
≤5 |
≤1 | |
|
1200 < QF ≤6000 |
不允许 |
≤5 |
≤5 |
≤5 |
≤1 |
|
>6000 |
不允许- |
≤5 |
≤5 |
≤5 |
≤1 |
表6-2气体燃料燃烧器安全时间(S)要求
|
器额 定输出热功 率 0(kw) |
主燃烧器 在额定功 率下直接 点火安全 时间 |
主燃烧器 在降低功 率下直接 点火安全 时间 |
带有旁路启 动燃气的主 燃烧器降低 功率直接点 火安全时间 |
主燃烧器通过点火 燃烧器点火 |
熄火安 全时间 | |
|
点火燃烧 器的点火 安全时间 |
主燃烧器 的主火安 全时间 | |||||
|
Qf W 70 |
≤5 |
≤5 |
≤5 |
Wl | ||
|
70<Qf ≤120 |
≤3 |
≤5 |
≤3 |
Wl | ||
|
Qf >120 |
不允许 |
≤3 |
≤3 |
≤3 |
Wl | |
表6-3燃煤粉燃烧器安全时间(S)要求
|
点火安全时间 |
熄火安全时间 |
|
—— |
≤5 |
6. 7. 3. 2燃烧器启动热功率
用液体或者气体作燃料的锅炉,应当严格限制燃烧器点火时的启动热功率。
6. 7.4燃烧器改造
燃烧器燃料种类、内部结构、燃烧方式发生重大变化时,应当由燃烧器的制造 单位或者其授权的单位进行,改造后按照国家相关标准进行燃烧器性能测试。
7. 1基本要求
(1) 锅炉安装、改造和修理单位应当对其安罢、改造和修理的施工质量负责;
(2) 集成锅炉(注7-1)安装就位时不需要,装策质,安装过程不需要进行安装监督 检验;
(3) 安装、改造和修理后的锅炉冇3?十今大气污染物排放要求,锅炉大气污染物 初始排放浓度不能满足环境保护标实求的,应当配套环保设施。
注7-1:集成锅炉是指锅炉本/辛和苒且J设备及系统由锅炉制造单位集成在一个底盘或者框架 上的锅炉。
7.2安装
7.2.1 一般艾玄
锅炉及锅炉范月内管道的安装除了符合本规程的规定外,还应当符合相应国 家、行业标准的有关规定。
7.2.2焊接
锅炉安装工程中焊接工作除符合本规程第4章的相关规定外,还应当符合以下 要求:
(1) 锅炉安装环境温度低于OC或者其他恶劣天气时,有相应保护措施;
(2) 除设计规定的冷拉焊接接头以外,焊件装配时不得强力对正,安装冷拉焊接 接头使用的冷拉工具在整个焊接接头焊接及热处理完毕后方可拆除。
7. 2. 3胀接、热处理和无损检测
锅炉安装工程中的胀接、热处理和无损检测工作要求应当符合本规程第4章的 有关规定。
7.2.4水压试验
(1) 锅炉安装工程的水压试验应当符合本规程第4章的有关规定,电站锅炉水压 试验用水质应当满足相关行业标准的要求;
(2) 亚临界及以上电站锅炉主蒸汽管道和再热蒸汽管道的水压试验按照相关标准 执行;
(3) 锅炉整体水压试验时试验压力允许压降应当符合表7-1的规定。
表7-1锅炉整体水压试验时试验压力允许压降
|
锅炉类别 |
允许压降Ap (MPa) |
|
高压及以上A级锅炉 |
∆p ≤0.60 |
|
次高压及以下A级锅炉 |
∆p ≤0.40 |
|
>20t∕h(14MW)B 级锅炉 |
∆p ≤0.15 |
|
≤20t∕h (MMW)B 级锅炉 |
V ≤0∙lθ |
|
C、D级锅炉 |
∆p ≤0.05 |
7. 2.5电站锅炉安装特殊要求
7.2.5. 1锅炉及系统的清洗、冲洗和泾
电站锅炉在启动点火前,应当进行亿学清洗;锅炉热力系统应当进行冷态水冲 洗和热态水冲洗;锅炉范围内的價3应当进行吹洗。锅炉及系统的清洗、冲洗和吹 洗应当符合国家和相关行业标准的规定。
7.2.5.2锅炉调试
电站锅炉调试过程LLm操作,应当在调试人员的监护、指导下,由经过培训并 且按照规定取得相「见专剃设备作业人员证书的人员进行。首次启动过程中应当缓慢 升温升压,同时要K视各部分的膨胀值在设计范围内。
7.2.5.3锅炉机组启动
电站锅炉整套启动时,以下热工设备和保护装置应当经过调试,并且投入 运行:
(1) 数据采集系统;
(2) 炉膛安全监控系统;
(3) 有关辅机的子功能组和联锁;
(4) 全部远程操作系统。
7.2.5.4 验收
锅炉安装完成后,由锅炉使用单位负责组织验收,并且符合以下要求:
(1)3OOMW及以上机组电站锅炉经过168h整套连续满负荷试运行,各项安全指 标均达到相关标准;
(2) 3OOMW以下机组电站锅炉经过72h整套连续满负荷试运行后,对各项设备 做一次全面检查,缺陷处理合格后再次启动,经过24h整套连续满负荷试运行无缺 陷,并且水汽质量符合相关标准。
7.3锅炉改造
7. 3. 1锅炉改造的含义
锅炉改造是指改变锅炉本体承压结构或者燃烧方式的行为。
7.3.2锅炉改造设计
(1) 锅炉改造的设计应当由有相应资质的锅炉制造单位进行;
(2) 锅炉改造后不应当提高额定工作压力;
(3) 不应当将热水锅炉改造为蒸汽锅炉;
(4) 锅炉改造方案应当包括必要的计算资料、设计图祥丸施,工技术方案;蒸汽锅 炉改为热水锅炉或者热水锅炉受压元件的改造还应当古水流程图、水动力计算书; 安全附件、辅助装置和水处理措施应当进行技术公核。
7.3.3锅炉改造技术要求
锅炉改造技术要求参照相关标准和有Y龙F规定。
7.4锅炉修理
7.4. 1锅炉重大修理含义
7.4. 1. 1 A级锅炉重土修理
(1) 锅筒、启动(汽水)分离溶及储水箱、减温器和集中下降管的更换及其纵向、 环向对接焊缝的补焊;
(2) 整组受热疋骨子様(屏、片)数50%以上的更换;
(3) 外径大于的集箱、管道和管件的更换;
(4) 大板梁主焊缝的补焊;
(5) 液(气)体燃料燃烧器的更换。
7.4. 1.2 B级及以下锅炉重大修理
(1) 筒体、封头(管板)、炉胆、炉胆顶、回燃室、下脚圈和集箱的更换、挖补;
(2) 受热面管子的更换,数量大于该类受热面管(分为水冷壁、对流管束、过热 器、省煤器、烟管等)的10%,并且不少于10根;直流、贯流锅炉本体整组受热面 更换;
(3) 液(气)体燃料燃烧器的更换。
7.4.2锅炉修理技术要求
(1)锅炉修理技术要求参照相关标准和有关技术规定,重大修理应当制定技术方 案,锅炉受压元(部)件更换应当不低于原设计要求;
(2) 不应当在有压力或者锅水温度较高的情况下修理受压元(部)件;
(3) 在锅筒(壳)挖补和补焊之前,修理单位应当进行焊接工艺评定,工艺试件应 当由修理单位焊制;锅炉受压元(部)件采用挖补修理时,补板应当是规则的形状;
(4) 锅炉受压元(部)件不应当采用贴补的方法修理,锅炉受压元(部)件因应力腐 蚀、蠕变、疲劳而产生的局部损伤需要进行修理时,应当更换或者采用挖补方法。
7.4.3受压元(部)件修理后的检验
(1) 锅炉受压元(部)件修理后应当进行外观检验、无损检测(其中挖补焊缝应当 进行100%射线或者超声检测),必要时还应当进行水(耐)压试验,其合格标准应当 符合本规程第4章的有关规定;
(2) 采用堆焊修理的,焊接后应当进行表面无损检测;对V¾¾锅炉,还应当符 合相关标准的技术规定。
7.4.4焊后热处理
修理经过热处理的锅炉受压元(部)件,焊接后点gg照原热处理工艺进行焊后 热处理。
7.5竣工资料
锅炉安装、改造、修理竣工后,眉当将臼样、工艺文件、施工质量证明文件等 技术资料交付使用单位存入锅炉安全技术甘案。
8.1锅炉使用孕廿硯责
锅炉使用单位匝当对其使用的锅炉安全负责,主要职责如下:
(1) 采购监督检验合格的锅炉产品;
(2) 按照锅炉使用说明书的要求运行;
(3) 每月对所使用的锅炉至少进行1次月度检查,并且记录检查情况;月度检查 内容主要为锅炉承压部件及其安全附件和仪表、联锁保护装置是否完好;燃烧器运 行是否正常;锅炉使用安全与节能管理制度是否有效执行,作业人员证书是否在有 效期内,是否按规定进行定期检验,是否对水(介)质定期进行化验分析,水(介)质 未达到标准要求时是否及时处理,水封管是否堵塞,以及其他异常情况等;
(4) 锅炉使用单位每年应当对燃烧器进行检查,检査内容至少包括燃烧器管路是 否密封、安全与控制装置是否齐全和完好、安全与控制功能是否缺失或者失效、燃 烧器运行是否正常。
8. 2作业人员
锅炉作业人员应当严格执行操作规程和有关安全规章制度。B级及以下全自动 锅炉可以不设跟班锅炉作业人员,但是应当建立定期巡回检查制度。
8.3锅炉安全技术档案
使用单位应当逐台建立锅炉安全技术档案,安全技术档案至少包括以下内容:
(1) 特种设备使用登记证和特种设备使用登记表;
(2) 锅炉的出厂技术资料及监督检验证书;
(3) 锅炉安装、改造、修理、化学清洗技术资料及监督检验证书或者报告;
(4) 水处理设备的安装调试记录、水(介)质处理定期检驳打3和定期自行检查 记录;
(5) 锅炉定期检验报告;
(6) 锅炉日常使用状况记录和定期自行检查记录,
(7) 锅炉及其安全附件、安全保护装置及rʃ''?控装置校验报告、试验记录及日 常维护保养记录;
(8) 锅炉运行故障和事故记录及事故处町W苫。
8.4锅炉使用管理制度和规程
锅炉使用管理应当有以下制M祁晩程:
(1) 岗位责任制,包括穴七管理人员、班组长、运行作业人员、维修人员、水处 理作业人员等职责范围为旳任务和要求;
(2) 巡回检查制产,明诵定时检查的内容、路线和记录的项目;
(3) 交接班制度,明•确交接班要求、检查内容和交接班手续;
(4) 锅炉及辅助设备的操作规程,包括设备投运前的检査及准备工作、启动和正 常运行的操作方法、正常停运和紧急停运的操作方法;
(5) 设备维修保养制度,规定锅炉停(备)用防锈蚀内容和要求以及锅炉本体、 安全附件、安全保护装置、自动仪表及燃烧和辅助设备的维护保养周期、内容和 要求;
(6) 水(介)质管理制度,明确水(介)质定时检测的项目和合格标准;
(7) 安全管理制度,明确防火、防爆和防止非作业人员随意进入锅炉房要求,保 证通道畅通的措施以及事故应急预案和事故处理办法等;
(8) 节能管理制度,符合锅炉节能管理有关安全技术规范的规定。
8.5锅炉使用管理记录
锅炉使用单位应当根据本单位锅炉使用情况建立锅炉及燃烧设备运行、检查、 水汽质量测定、维修、保养、事故和交接班等记录。
8.6安全运行要求
(1) 锅炉作业人员在锅炉运行前应当做好各种检查,按照规定的程序启动和运 行,不得任意提高运行参数,压火后应当保证锅水温度、压力不回升和锅炉不缺水;
(2) 当锅炉运行中发生受压元件泄漏、炉膛严重结焦、液态排渣锅炉无法排渣、 锅炉尾部烟道严重堵灰、炉墙烧红、受热面金属严重超温、汽水质量严重恶化等情 况时,应当停止运行。
8. 7蒸汽锅炉(电站锅炉除外)需要立即停止运行的情况
蒸汽锅炉(电站锅炉除外)运行中遇有下列情况之一时,克当立即停炉:
(1) 锅炉水位低于水位表最低可见边缘;
(2) 不断加大给水并且釆取其他措施但是水位仍涔继岌卩降;
(3) 锅炉满水(贯流式锅炉启动状态除外),尤久骂过最高可见水位,经过放水仍 然不能见到水位;
(4) 给水泵失效或者给水系统故障,不龍*锅炉给水;
(5) 水位表、安全阀或者装设在汽空的压力表全部失效;
(6) 锅炉元(部)件受损坏,糸'ɪð矿户运行作业人员安全;
(7) 燃烧设备损坏、炉塔剑塌或者锅炉构架被烧红等,严重威胁锅炉安全运行;
(8) 其他危及锅炉安全运行的异常情况。
8.8锅炉检修的玄打要求
锅炉检修时,进人锅炉内作业的人员工作时,应当符合以下要求:
(1) 进入锅筒(壳)内部工作之前,必须用能指示出隔断位置的强度足够的金属堵 板(电站锅炉可用阀门)将连接其他运行锅炉的蒸汽、热水、给水、排污等管道可靠 地隔开;用油或者气体作燃料的锅炉,必须可靠地隔断油、气的来源;
(2) 进入锅筒(壳)内部工作之前,必须将锅筒(壳)上的人孔和集箱上的手孔打 开,使空气对流一段时间,工作时锅炉外面有人监护;
(3) 进入烟道及燃烧室工作前,必须进行通风,并且与总烟道或者其他运行锅炉 的烟道可靠隔断;
(4) 在锅筒(壳)和潮湿的炉膛、烟道内工作而使用电灯照明时,照明应当使用安 全电压,禁止明火照明。
8.9锅炉水(介)质处理
使用单位应当做好锅炉水(介)质处理工作,保证水汽或者有机热载体的质量符 合标准要求。无可靠的水处理措施的锅炉不应当投入运行。水处理系统运行应当符 合以下要求:
(1) 保证水处理设备及加药装置正常运行;
(2) 釆用必要的检测手段监测水汽质量,每班至少化验1次水汽质量,当水汽质 量不符合标准要求时,应当及时査找原因并处理至合格;
(3) 严格控制疏水、蒸汽冷凝回水的水质,不合格时不得回收进入锅炉。
注8-1:工业锅炉的水质应当符合GB/T 1576 <工业锅炉水质》的规定。电站锅炉的水汽质 量应当符合GB/T 12145《火力发电机组及蒸汽动力设备水汽质量》的规定。
8. 10锅炉排污
锅炉使用单位应当根据锅水水质确定排污方式及排W是,并且按照水质变化进 行调整。蒸汽锅炉定期排污时宜在低负荷时进行,同占心格监视水位。
8.11锅炉化学清洗
当锅炉结垢(有机热载体锅炉循环管路>土生润泥、油垢)超过标准规定值时,锅 炉使用单位应当约请具有相应能力的住以清注争位,按照相关国家标准的要求及时进 行化学清洗。化学清洗过程应当接受特刊艾备检验机构的监督检验。
8.12停(备)用锅炉及水姓水2备停炉保养
锅炉使用单位应当做好停,备)用锅炉及水处理设备的防腐蚀等停炉保养工作。
8. 13锅炉事故MRJF应急救援
锅炉使用单,∙t.√¾⅛定事故应急措施和救援预案,包括组织方案、责任制度、 报警系统及紧急状志∙ F抢险救援的实施方案。
8. 14锅炉事故报告和处理
锅炉使用单位发生锅炉事故,应当按照相关要求及时报告和处理。
8. 15电站锅炉特别规定
8.15.1电站锅炉安全技术档案
锅炉安装单位在总体验收合格后应当及时将锅炉和主蒸汽管道、主给水管道、 再热蒸汽管道及其支吊架和焊缝位置等技术资料移交给使用单位存入锅炉安全技术 档案。使用单位应当做好锅炉、管道和阀门的有关运行、检验、改造、修理以及事 故等记录。
8.15.2电站锅炉燃料管理
电站锅炉使用单位应当加强燃料管理,燃料入炉前应当进行燃料分析,根据 分析结果进行燃烧控制与调整。燃用与设计偏差较大煤质时,应当进行燃烧调整 试验。
8. 15.3电站锅炉启动、停炉
(1) 电站锅炉使用单位应当根据制造单位提供的有关资料和设备结构特点或者通 过试验确定锅炉启动、停炉方式,并且绘制锅炉控制(启、停)曲线;
(2) 电站锅炉启动初期应当控制锅炉燃料量、炉膛出口烟温,使升温、升压过程 符合启动曲线,锅炉启停过程中应当监控锅炉各部位的膨胀情况,做好膨胀指示记 录,各部位应当均匀膨胀,并且应当监控锅筒壁温差;
(3) 电站锅炉停炉的降温降压过程应当符合停炉曲线要求,,魚火后的通风和放 水,应当避免使受压元件快速冷却;锅炉停炉后压力未降K至工气压力以及排烟温 度未降至60。C以下时,应当对锅炉进行严密监控。
8.15.4电站锅炉立即停止向炉膛输送燃料的侑况
电站锅炉运行中遇到下列情况时,应当停一上勺户膛输送燃料:
(1) 锅炉严重缺水;
(2) 锅炉严重满水;
(3) 直流锅炉断水;
(4) 锅水循环泵发生故障,木豎保亜锅炉安全运行;
(5) 水位装置失效无法监梆水t'Z;
(6) 主要汽水管道泄潟或锅炉范围内连接管道爆破;
(7) 再热器蒸汽中轮‘籁造单位有规定者除外),
(8) 炉膛熄火,
⑼燃油(气)据e油(气)压力严重下降;
(10) 安全阀全部失效或者锅炉超压;
(11) 热工仪表失效、控制电(气)源中断,无法监视、调整主要运行参数;
(12) 严重危及人身和设备安全以及制造单位有特殊规定的其他情况。
8.15.5锅炉水汽质量异常处理
锅炉水汽质量异常时,应当按照相关标准规定做好异常情况处理并且记录,尽 快查明原因,消除缺陷,恢复正常。如果不能恢复并且威胁设备安全时,应当立即 采取措施,直至停止运行。
8.15.6锅炉检修的化学检査
锅炉使用单位在锅炉检修时应当进行化学检查,按照相关标准规定对省煤器、 锅筒、启动(汽水)分离器及储水箱、水冷壁、过热器、再热器等部件的腐蚀、结 垢、积盐等情况进行检查、评价,并且对异常情况进行妥善处理。
9. 1基本要求
锅炉检验包括设计文件鉴定、型式试验、监督检验和定期检验。
9.1.1设计文件鉴定
设计文件鉴定是在锅炉制造单位设计完成的基础上,对锅炉设计文件是否满足 本规程以及节能环保相关要求进行的符合性审查。
9. 1.2型式试验
型式试验是验证产品是否满足本规程要求所进行的试整。癥(气)体燃料燃烧器 应当通过型式试验才能使用。
9. 1.3监督检验
监督检验(包括制造、安装、改造、重大修理刊化学清洗监督检验)是监督检验 机构(以下简称监检机构)在制造、安装、改专 κx>理和化学清洗单位(以下统称 受检单位)自检合格的基础上,按照本规程,对制造、安装、改造、重大修理和 化学清洗过程进行的符合性监督抽查、
9. 1.4定期检验
定期检验是对在用锅炉当前安全状况是否满足本规程要求进行的符合性抽 查,包括运行状态下进行的升部检验(注9-1)、停炉状态下进行的内部检验和水(耐) 压试验。
注9-1 :水(介)员处理灯期检验结合锅炉外部检验进行。
9.2设计文什痉定
9. 2.1锅炉设计文件鉴定内容
(1) 锅炉参数与制造单位许可范围的符合性;
(2) 设计所依据的安全技术规范及相关标准;
(3) 锅炉本体受压元件及锅炉范围内管道(注9-2)材料的选用、强度计算、结构形 式、尺寸、主要受压元件的连接、管孔布置、焊缝布置等以及焊(胀)接、热处理、无 损检测方法和比例、水(耐)压试验、水(介)质等主要技术要求;
(4) 燃烧设备、炉膛结构、受热面布置,锅炉设计热效率、排烟温度、排烟处过 量空气系数、大气污染物初始排放浓度等;
(5) 安全附件和仪表的数量、型式、设置等以及安全阀排放量计算书或者计算结 果汇总表、安全保护装置的整定值;
(6) 锅炉本体受压元件的支承、吊挂、承重结构和膨胀等结构以及锅炉平台、扶 梯布置;
(7) 有机热载体锅炉,应当包括最高允许液膜温度计算和最小限制流速计算;
(8) 铸铁、铸铝锅炉,应当现场见证锅片或者锅炉的冷态爆破试验(已经进行过 爆破试验并且在有效期的锅片除外)以及整体验证性水压试验。
注9-2:锅炉范围内管道由管道设计单位设计的除外。
9.2.2设计文件鉴定特殊情况
锅炉主要受压元件和重要承载件的材料或者结构经过设计修改后,可能影响安 全性能时,锅炉制造单位应当重新申请设计文件鉴定。
9.2.3设计文件鉴定报告
经过锅炉设计文件鉴定,鉴定项目符合本规程要求的,生宁机构应当在主要设 计文件上加盖锅炉设计文件鉴定专用章,并且出具锅炉设让文件室定报告。
9.3液(气)体燃料燃烧器型式试验
9. 3. 1 型式试验要求
具有下列情况之一的燃烧器,应当按照型宀左6型式试验:
(1) 新设计的燃烧器;
(2) 燃烧器使用燃料类别或者燃焼看結构〔生程序控制方式发生变化;
(3) 燃烧器型式试验超过4年,
9.3.2型式试验型号覆盖丿片则
燃烧器型式试验按照燃侦崙的型号为基本单位进行,型号的编制应当满足GB/T 36699《锅炉用液体和圭停燃斗燃烧器技术条件》的相关规定,同一系列中同一功率 等级不同型号的燃焼器挈8试验可以相互覆盖,具体的覆盖原则见本规程附件D。
9. 3. 3 型式说沱内容
燃烧器型式试验内容,应当包括基本安全要求检查、安全性能试验和运行性能 试验,主要内容如下:
(1) 基本安全要求检查,包括结构与设计检查、安全与控制装置检查、外壳防护 等级检查和技术文件与铭牌检查;
(2) 安全性能试验,包括泄漏试验、前吹扫时间与风量、安全时间、启动热功 率、火焰稳定性、电压改变、耐热性能、部件表面温度和接地电阻等项目的试验与 测量;
(3) 运行性能试验,包括燃烧器输出热功率范围测试以及运行状态下的燃烧产物 排放、自振动、噪声测试和工作曲线测试。
9.3.4型式试验报告和证书
型式试验结果符合本规程及GB/T 36699《锅炉用液体和气体燃料燃烧器技术条 件》相关规定的,型式试验机构应当及时出具型式试验合格报告和证书。
9.4监督检验
9.4. 1监督检验申请
锅炉产品制造、安装、改造、重大修理和化学清洗施工前,受检单位应当向监 检机构申请监督检验,监检机构接受申请后,应当及时开展监督检验。对国家明令 淘汰的锅炉、禁止新建的锅炉以及未提供建设项目环境影响评价批复文件的锅炉, 监检机构不得实施安装监督检验。
9.4. 2 监督检验要求
监检机构应当根据受检锅炉的情况确定相应的检验方案。*也人员应当对锅炉 逐台进行监督检验;发现一般问题时,应当及时向受检单位劣出特种设备监督检验 联络单;监检机构发现受检单位质量管理体系实施或W凋炉安全性能存在严重问题 时,应当签发特种设备监督检验意见通知书,并且抄投当地特种设备安全监督管理 部门(受检单位为境外企业时,抄报国家市场监督凭■挫总局)O
9.4.3监督检验项目分类
锅炉产品制造、安装、改造、重大仓理监督检验项目分为A类、B类和C类。
(1) A类,是对锅炉安全性能有董X影响的关键项目,检验人员确认符合要求 后,受检单位方可继续施工;
(2) B类,是对锅炉安全主韵有较大影响的重点项目,检验人员应当对该项施工 的结果进行现场检查确人;
(3) C类,是对銅炉史全环保性能有影响的检验项目,检验人员应当对受检单位 相关的自检报告、让录等资料核査确认,必要时进行现场监督、实物检査。
9.4.4制造监督检验内容
制造监督检验应当包括以下内容(检验项目见本规程附件E):
(1) 制造单位基本情况检査;
(2) 设计文件、工艺文件核查;
(3) 锅炉产品制造过程监督抽查。
9.4.5安装监督检验内容
安装监督检验应当包括以下内容(检验项目见本规程附件F):
(1) 安装单位基本情况检查;
(2) 设计文件、工艺文件核査;
(3) 锅炉安装过程监督抽查。
9.4.6改造和重大修理监督检验内容
(1) 核査锅炉改造和重大修理技术方案是否满足本规程第7章的要求;
(2) 监督检验内容参照本章安装监督检验的相关要求执行。
9.4.7化学清洗监督检验内容
化学清洗监督检验内容,应当包括对化学清洗单位质量管理体系运转情况和化 学清洗过程中涉及安全性能的项目的监督抽查:
(1) 化学清洗方案、缓蚀剂缓蚀性能测试记录、清洗药剂质量验收记录、垢样分 析记录、溶垢试验记录、腐蚀指示片悬挂位置及测量数据、监视管的安装、清洗循 环系统和节流装置等;
(2) 化学清洗工艺参数控制记录、化验分析记录、加温方式和温度控制等;
(3) 锅炉清洗除垢率、腐蚀速度及腐蚀总量、钝化效果、金謨^面状况(是否有 点蚀、镀铜、过洗)及脱落垢渣清除情况等;
(4) 对于有机热载体锅炉,还应当包括残余的油泥、给岱为和垢渣等杂质的清除 情况。
9.4.8监督检验证书及报告
监督检验合格后,监检机构应当在10 ÷ Γ作D (A级高压以上电站锅炉为30个 工作日)内出具监督检验证书(化学清洗出具也招检验报告),证书样式见本规程附件 GO A级高压以上电站锅炉安装、改M-W大修理监督检验,除出具监督检验证书 外,还应当出具监督检验报告。
锅炉产品制造监督检验全格后,应当在铭牌上打制造监督检验钢印。
9.5定期检验
9.5. 1定期检验安霹
锅炉使用单廿H当安排锅炉的定期检验工作,并且在锅炉下次检验日期前1个 月向具有相应资质的检验机构提出定期检验要求。检验机构接受检验要求后,应当 及时开展检验。
9.5.2定期检验周期
(1) 外部检验,每年进行1次;
(2) 内部检验,一般每2年进行1次,成套装置中的锅炉结合成套装置的大修 周期进行,A级高压以上电站锅炉结合锅炉检修同期进行,一般每3年〜6年进行 1次;首次内部检验在锅炉投入运行后1年进行,成套装置中的锅炉和A级高压以上 电站锅炉可以结合第一次检修进行;
(3) 水(耐)压试验,检验人员或者使用单位对设备安全状况有怀疑时,应当进 行水(耐)压试验;因结构原因无法进行内部检验时,应当每3年进行1次水(耐)压
试验;
(4)成套装置中的锅炉和A级高压以上电站锅炉由于检修周期等原因不能按期进 行内部检验时,使用单位在确保锅炉安全运行(或者停用)的前提下,经过使用单位 主要负责人审批后,可以适当延期安排内部检验(一般不超过1年并且不得连续延 期),并且向锅炉使用登记机关备案,注明采取的措施以及下次内部检验的期限。
9.5.3定期检验特殊情况
除正常的定期检验以外,锅炉有下列情况之一时,也应当进行内部检验:
(1) 移装锅炉投运前;
(2) 锅炉停止运行1年以上需要恢复运行前。
9.5.4定期检验项目的顺序
外部检验、内部检验和水(耐)压试验在同一年进行时,-U先进行内部检 验,然后进行水(耐)压试验、外部检验。
9.5.5定期检验前的准备工作
(1) 应当核查锅炉的安全技术档案以及相关技术纭料;
(2) 检验机构应当编制检验方案,对于A♦溪三以上电站锅炉的内部检验,还应 当根据受检锅炉的实际情况逐台编制专用代、陞V案;
(3) 进入锅炉内进行检验工作前,行验人员应当通知锅炉使用单位做好检验前的 准备工作;
(4) 锅炉使用单位应当根据在验二作的需要进行相应的检验配合工作。
9.5.6锅炉外部检验内斐-
锅炉外部检验应当旬括以下内容(检验项目见本规程附件H):
(1) ±次检验发琪向冒的整改情况;
(2) 锅炉使用費伯及其作业人员资质;
(3) 锅炉使用管理制度及其执行见证资料;
(4) 锅炉本体及附属设备运转情况;
(5) 锅炉安全附件及联锁与保护投运情况;
(6) 水(介)质处理情况;
(7) 锅炉操作空间安全状况;
(8) 锅炉事故应急专项预案。
9.5.7锅炉外部检验时机
锅炉外部检验可能影响锅炉正常运行,检验机构应当事先同使用单位协商检验 时间,在使用单位的运行操作配合下进行,并且不应当危及锅炉安全运行。
9.5.8锅炉内部检验内容
9. 5. 8. 1 一般要求
锅炉内部检验应当根据锅炉主要部件所处的位置和工作状况及其可能产生的缺 陷,采用相应的检查方法,如宏观检查、厚度测量、无损检测、金相检测、硬度检 测、割管力学性能试验、内窥镜检测、强度校核、腐蚀产物及垢样分析等。应当包 括以下内容(检验项目见本规程附件J):
(1) ±次检验发现问题的整改情况以及遗留缺陷的情况;
(2) 受压元件及其内部装置的外观质量、结垢、积盐、结焦、腐蚀、磨损、变 形、超温、膨胀情况以及内部堵塞、有机热载体的积炭和结焦情况等;
(3) 燃烧室、燃烧设备、吹灰器、烟道等附属设备外观质量、积灰情况、壁厚减 薄情况、变形情况以及泄漏情况等;
(4) 主要承载、支吊、固定件的外观质量、受力情况、交形情况以及锅炉的膨胀 情况;
(5) 炉墙、保温、密封结构以及内部耐火层的外z⅛l*o
9.5.8.2首次内部检验的特殊要求
首次内部检验时,还应当对以下情况遂台捡查:
(1)锅炉各部件、各部位的应力释放情佚.膨胀协调情况;
⑵制造、安装过程中遗留缺陷眨E清况;
(3)当运行与设计存在差异时,?⅛炉的实际运行状况。
9. 5. 8. 3电站锅炉特殊憎况
对于启停频繁以及参与同噂的电站锅炉,应当根据实际工况和主要损伤模式适 当增加检验项目及检
9.5.9缺陷姓丹基本原则
对于检验过程中发现的缺陷,使用单位应当按照合于使用的原则进行处理:
(1) 对缺陷进行分析,明确缺陷的性质、存在的位置以及对锅炉安全经济运行的 危害程度,以确定是否需要对缺陷进行消除处理;
(2) 对于重大缺陷的处理,使用单位应当采用安全评定或者论证等方式确定缺陷 的处理方式;如果需要进行改造或者重大修理,应当按照本规程第7章的有关规定 进行。
9.5. 10外部、内部检验结论
现场检验工作完成后,检验机构应当根据检验情况,结合使用单位对发现问题 的处理或者整改情况,做出以下检验结论,并在30个工作日内出具报告:
(1) 符合要求,未发现影响锅炉安全运行的问题或者对发现的问题整改合格;
(2) 基本符合要求,发现存在影响锅炉安全运行的问题,采取了降低参数运行、 缩短检验周期或者对主要问题加强监控等有效措施;
(3)不符合要求,发现存在影响锅炉安全运行的问题,未对发现的问题整改合格 或者未釆取有效措施。
注9-3:对于超高压及以下锅炉,外部检验报告中应当包含水(介)质定期检验报告。水(介) 质存在影响锅炉安全运行的问题,并且未得到有效整改,水(介)质定期检验报告结论应当为不 符合要求。
9. 5. 11水(耐)压试验检验
9. 5. 11. 1 一般要求
水压试验应当符合本规程第4章和第7章的有关规定,有机热载体锅炉耐压试验 应当符合本规程第10章的有关规定。
9. 5. 11.2试验压力
当实际使用的最高工作压力低于锅炉额定工作压力时,可:垸照锅炉使用单位 提供的最高工作压力确定试验压力;当锅炉使用单位需要裡高锅炉使用压力(但不应 当超过额定工作压力)时,应当按照提高后的工作压2頁新谪定试验压力进行水(耐) 压试验。
9.5.11.3水(耐)压试验检验内容
水(耐)压试验检验应当包括以下内容•
(1) 水(耐)压试验设备、压力测量善置的效量、量程、精度及校验情况;
(2) 水(耐)压试验条件、安全防护信况,试验用水(介)质情况;
(3) 现场监督水(耐)压试验,箜查升(降)压速度、试验压力、保压时间,在工作 压力下检査受压元件有无变死及泄漏情况。
10. 1热水锅炉及系统
10. 1. 1设计
(1) 锅炉的额定工作压力应当不低于额定出口水温加20°C相对应的饱和压力;
(2) 锅炉的结构应当保证各循环回路的水循环正常,所有受热面应当得到可靠冷 却并且能够防止汽化;
(3) 锅壳式卧式外燃锅炉,设计、制造单位应当釆取技术措施解决管板裂纹或者 泄漏以及锅壳鼓包等问题。
10. 1.2排放装置
(1)锅炉的出水管一般设在锅炉最高处,在出水阀前出水管的最高处应当装设集 气装置或者自动排气阀,每一个回路的最高处以及锅筒(壳)最高处或者出水管上都 应当装设公称通径不小于20mm的排气阀,各回路最高处的排气管宜采用集中排列 方式;
(2) 锅筒(壳)最高处或者出水管上应当装设泄放管,其内径应当根据锅炉的额 定热功率确定,并且不小于25mm;泄放管上应当装设泄放阀,锅炉正常运行时, 泄放阀处于关闭状态;装设泄放阀的锅炉,其锅筒(壳)或者出水管上可以不装设 排气阀;
(3) 锅筒(壳)及每个循环回路下集箱的最低处应当装设排污阀或者放水阀。
10. 1.3保护装置
(1) B级锅炉及额定热功率大于或者等于7MW的C级锅炉.应当装设超温报警 装置和联锁保护装置;
(2) 锅炉的压力降低到会发生汽化或者水温超过了规定倉以循环水泵突然停止 运转并且备用泵无法正常启动时,层燃锅炉应当能够n动以盼鼓、引风;室燃锅炉 应当能够自动切断燃料供应。
10. 1.4热水系统
热水系统应当符合以下基本要求:
(1) 在热水系统的最高处以及容易実气苗泣置应当装设集气装置或者自动排气 阀,最低位置应当装设放水装置;
(2) 热水系统应当有可靠的定匚挡尴和循环水的膨胀装置;
(3) 热水系统应当装设自寸补结水装置,并且在锅炉作业人员便于操作的地点装 设手动控制补给水装置;
(4) 强制循环热水系号至少有2台循环水泵,在其中1台停止运行时,其余水泵 总流量应当满足最夂循环水量的需要;
(5) 在循环水菜后管路之间应当装设带有止回阀的旁通管,或者采取其他防止 突然停泵发生水击的措施;
(6) 热水系统的回水干管上应当装设除污器,除污器应当安装在便于操作的位 置,并且应当定期清理。
10.1.5使用管理
10. 1.5. 1锅炉启停
锅炉投入运行时,应当先开动循环水泵,待供热系统水循环正常后,才能逐渐 提高炉温。锅炉停止运行时不应当立即停泵。如果锅炉发生汽化需要重新启动时, 启动前应当先放汽补水,然后启动循环水泵。
10. 1.5.2 停电保护
锅炉使用单位应当制定突然停电时防止锅水汽化的保护措施。
10. 1.5.3锅炉排污
锅炉排污的时间间隔及排污量应当根据运行情况及水质化验报告确定。排污时 应当监视锅炉压力以防止产生汽化。
10.1.5.4锅炉需要立即停炉的情况
锅炉运行中遇有下列情况之一时,应当立即停炉:
(1) 水循环不良,或者锅炉出口水温上升到与出水压力相对应的饱和温度之差小 于 20 °C ;
(2) 锅水温度急剧上升失去控制;
(3) 循环水泵或者补水泵全部失效;
(4) 补水泵不断给系统补水,锅炉压力仍继续下降;
(5) 压力表或者安全阀全部失效;
(6) 锅炉元(部)件损坏,危及锅炉运行作业人员安全:
(7) 燃烧设备损坏、炉墙倒塌,或者锅炉构架萨凍幻筈,严重威胁锅炉安全 运行;
(8) 其他危及锅炉安全运行的异常情况。
10.2有机热载体锅炉及系统
10. 2. 1有机热载体
10. 2.1.1选择和使用
有机热载体产品的选择和使用应当符合GB 23971《有机热载体》和GB/T 24747 《有机热载体安全技术条件》:、I要求。不同化学组成的气相有机热载体不应当混合使 用,气相有机热载体与M相有机热载体不应当混合使用。
10. 2.1.2最葛允订吱用温度
有机热载体产話的最高允许使用温度应当依据其热稳定性确定,其热稳定性应 当按照GB/T 23800《有机热载体热稳定性测定法》规定的方法测定。
10. 2. 1.3最高工作温度
有机热载体的最高工作温度应当不高于其自燃点,并且至少低于其最高允许使 用温度ιooc,电加热锅炉、燃煤锅炉或者炉膛辐射受热面平均热流密度大于 0.05MW∕m2的锅炉,有机热载体的最高工作温度应当低于其最高允许使用温度 20°Co
10. 2. 1.4最高允许液膜温度
有机热载体的最高允许使用温度小于或者等于3200C时,其最高允许液膜温度 应当不高于最高允许使用温度加20oCo有机热载体的最高允许使用温度高于320oC 时,其最高允许液膜温度应当不高于最高允许使用温度加300C o
10.2. 1.5 出厂资料
有机热载体供应单位应当提供其产品与锅炉运行安全相关的物理特性和化学性 质的详细数据,并且提供有机热载体产品的化学品安全使用说明书。
10. 2.2设计制造
10. 2. 2.1锅炉及其附属容器的设计压力
(1) 锅炉的设计计算压力取锅炉进口工作压力加0.3MPa,并且对于火焰加热的 锅炉,其设计计算压力应当不低于LOMPa;对于电加热及余(废)热锅炉,其设计计 算压力应当不低于0.6MPa;
(2) 有机热载体系统中的非承压容器的设计计算压力应当大于或者等于 0.2MPa,选用的承压容器的设计计算压力至少为其额定工作压力加0.2MPaO
10. 2. 2. 2使用气相有机热载体的强制循环液相锅炉工作出刀
强制循环液相锅炉使用气相有机热载体时,其工作压力应当高于其最高工作温 度加20°C条件下对应的有机热载体饱和压力。
10. 2. 2.3锅炉的计算最高液膜温度
锅炉的计算最高液膜温度应当不超过所选用右伉热载体的最高允许液膜温度。锅 炉制造单位应当在锅炉出厂资料中提供锅炉最高疾疣温度和最小限制流速的计算书。
10. 2. 2.4自然循环气相锅炉的有机翅裁,H容量
自然循环气相系统中使用的锅炉,役计时应当保证锅筒最低液位以上可供蒸发 的有机热载体容量能够满足该系统的气柜空间充满蒸气。
10. 2. 2. 5耐压试验和气密M在:俄
(1) 整装出厂的锅炉、啮:件和现场组(安)装完成后的锅炉,应当按照1∙5倍 的工作压力进行液压试玲或者按照设计图样的规定进行气压试验;气相锅炉在液 压试验合格后,还H当&点工作压力进行气密性试验;
(2) 液压试髄应当果用有机热载体或者水为试验介质,气压(密)试验所用气体应 当为干燥、洁净的空气、氮气或者惰性气体;采用有机热载体为试验介质时,液压 试验前应当先进行气密性试验;釆用水为试验介质时,水压试验完成后应当将设备 中的水排净,并且使用压缩空气将内部吹干;
(3) 锅炉的气压试验和气密性试验应当符合《固定式压力容器安全技术监察规程》 的有关技术要求。
10. 2.3安全附件和仪表
10.2.3. 1安全阀设置
10. 2.3. 1. 1气相锅炉及系统
(1) 自然循环气相系统至少装设2个不带手柄的全启式弹簧式安全阀,一个安装 在锅炉的气相空间上方,另一个安装在系统上部的用热设备上或者供气母管上;
(2) 液相强制循环节流减压蒸发气相系统的闪蒸罐和冷凝液罐上应当装设安全 阀,额定热功率大于1.4MW的闪蒸罐上应当装设2个安全阀;
(3)气相系统的安全阀与锅炉或者管线连接的短管上应当串连1个爆破片,安全 阀和爆破片的排放能力应当不小于锅炉的额定蒸发量,爆破片与锅炉或者管线连接 的短管上应当装设1个截止阀,在锅炉运行时截止阀应当处于锁开位置。
10. 2. 3. 1.2液相锅炉及系统
(1) 液相锅炉应当在锅炉进口和出口切断阀之间装设安全阀;
(2) 当液相锅炉与膨胀罐相通,并且二者之间的联通管线上没有阀门时,锅炉本 体上可以不装设安全阀;
(3) 闭式膨胀罐上应当装设安全阀;闭式膨胀罐与闭式储罐之间装设有溢流管 时,安全阀可以装设在闭式储罐上。
10. 2.3.1.3 流道直径
安全阀的流道直径由锅炉制造单位或者有机热载体系统设计羊位确定。
10.2.3.2 安全泄压装置
闭式低位储罐上应当装设安全泄压装置。
10. 2. 3.3压力测量装置
气相锅炉的锅筒和出口集箱、液相锅炉进倉道、循环泵及过滤器进出口、 受压元件以及调节控制阀前后应当装设压』泾,压力表存液弯管的上方应当安装截 止阀或者针形阀。
10. 2. 3.4液位测量装置
(1) 锅筒、闪蒸罐、冷凝液楽天1修胀罐等有液面的部件上应当各自装设独立的 1套直读式液位计和1套自厶:敝位检测仪;
(2) 有机热载体储緒宜当装设1套直读式液位计;
(3) 直读式液位六应与采用板式液位计,不应当釆用玻璃管式液位计。
10. 2. 3.5泌压斗量装置
锅炉进出口以及系统的闪蒸罐、冷凝液罐、膨胀罐和储罐上应当装设有机热载 体温度测量装置。
10.2.3.6安全保护装置
10. 2. 3. 6. 1 基本要求
锅炉和系统的安全保护装置应当根据其供热能力、所使用有机热载体种类及其 特性、燃料种类和操作条件的不同,按照保证安全运行的原则进行设置。锅炉及系 统内气相有机热载体总注入量大于Im3及液相有机热载体总注入量大于5i∏3时,应 当按照本规程10.2.3.6.2〜10.2.3.6.5的要求装设安全保护装置。
10. 2. 3. 6.2系统报警装置
(1)自然循环气相锅炉应当装设高液位和低液位报警装置,其蒸气出口处应当装 设超压报警装置;
(2) 液相强制循环锅炉的出口处应当装设有机热载体的低流量、超温和超压报警 装置,使用气相有机热载体时还应当装设低压报警装置;
(3) 火焰加热锅炉应当装设出口烟气超温报警装置;
(4) 闪蒸罐、冷凝液罐和膨胀罐应当装设高液位和低液位报警装置,闪蒸罐、冷 凝液罐和闭式膨胀罐还应当装设超压报警装置;
(5) 膨胀罐的压力泄放装置、快速排放阀和膨胀管的快速切断阀应当装设动作报 警装置。
10. 2. 3. 6.3加热装置联锁保护
系统内的联锁保护装置,应当在以下情况时能够切断加热装置,并且发出报警:
(1) 气相系统内的蒸发容器、冷凝液罐和液相系统内膨胀罐的液位下降到设定限 制位置;
(2) 气相锅炉出口压力超过设定限制值;
(3) 液相锅炉出口有机热载体温度超过设定限制值•
(4) 并联炉管数大于或者等于5根的液相锅炉,二-根炉管出口有机热载体温度 超过设定限制值;
(5) 液相强制循环锅炉有机热载体流量低于殳专限制值;
(6) 火焰加热锅炉出口烟温超过设定限点佑.
(7) 膨胀罐的压力泄放装置、快涟掉成阀或者膨胀管的快速切断阀动作;
(8) 运行系统主装置联锁停运。
10. 2. 3. 6.4系统联锁保护
有机热载体系统的联供你护装置,应当在以下情况时能够切断加热装置和循环 泵,并且发出报警:
(1) 锅炉出口石制见裁体温度超过设定限制值和烟温超过设定限制值二者同时 发生;
(2) 膨胀罐的低液位报警和快速排放阀或者膨胀管的快速切断阀动作报警二者同 时发生;
(3) 全系统紧急停运。
10. 2. 3. 6.5液相系统的流量控制阀
液相有机热载体系统的供应母管和回流母管之间,应当装设一个自动流量控制 阀或者压差释放阀。
10. 2.4辅助设备及系统
10. 2.4. 1 基本要求
辅助设备及系统的设计、制造、安装和操作,应当避免和防止系统中有机热载 体发生超温、氧化、污染和泄漏。
10. 2.4.2系统的设计
系统的设计型式应当根据所选用的有机热载体的特性和最高工作温度及系统运 行方式确定。符合下列条件之一的系统应当设计为闭式循环系统:
(1) 使用气相有机热载体的系统;
(2) 使用属于危险化学品的有机热载体的系统;
(3) 最高工作温度高于所选用有机热载体的常压下初憶点,或者在最高工作温度 下有机热载体的蒸气压高于0.0IMPa的系统;
(4) 有机热载体系统总容积大于Iom3的系统;
(5) 供热负荷及工作温度频繁变化的系统。
10.2.4.3 材料
系统内的受压元件、管道及其附件所用材料应当满足其WmL年温度的要求, 并且不应当采用铸铁或者有色金属制造。
10.2.4.4管件和阀门
⑴液相系统内管件和阀门的公称压力应当不小=丄MPa,气相系统内管件和 阀门的公称压力不小于2.5MPa,系统内宜使用泣乏管密封的截止阀和控制阀;
(2)系统内的管道、阀门和管件连接一女来用炸接方式,管道的焊接应当使用气 体保护焊打底;釆用法兰连接方式的、应%活用突面、凹凸面法兰或者棒槽面法 兰,其垫片应当采用金属网加强的石竪瑩"或者金属缠绕的石墨复合垫片;除仪器 仪表用螺纹连接以外,系统内不应M弄用螺纹连接。
10.2.4.5循环泵
10. 2.4.5. 1循环泵的姉R
(1) 液相传热系统以二.液相强制循环节流减压蒸发气相系统至少应当安装2台电 动循环泵及冷凝波俠年泵,在其中1台停止运行时,其余循环泵或者供给泵的总流 量应当能够满足该冬统最大负荷运行的要求;热功率小于0.3MW的电加热液相有机 热载体锅炉配备有可靠的温度联锁保护装置时,该液相传热系统可以只安装1台电 动循环泵;
(2) 循环泵的流量与扬程的选取应当保证通过锅炉的有机热载体最低流量不低于 锅炉允许的最小体积流量;
(3) 有机热载体的最高工作温度低于其常压下初僧点的系统可以采用带有延伸冷 却段的泵;
(4) 最高工作温度高于其常压下初馅点的系统,泵的轴承或者轴封应当具有独立 的冷却装置,并且设置一个报警装置,当循环泵的冷却系统故障时,该报警装置能 够动作;
(5) 使用气相有机热载体的系统应当使用屏蔽泵、电磁耦合泵等没有轴封的泵。
10. 2.4.5.2循环泵的供电
为防止突然停电导致循环泵停止运转后锅炉内有机热载体过度温升,炉体蓄热 量较大的锅炉宜采取双回路供电、配备备用电源或者采用其他措施。
10.2.4.5.3 过滤器
循环泵的进口处应当装设可拆换滤网的过滤器。在液相传热系统内宜装设一个 旁路精细过滤器。
10.2.4.6介质排放与收集
锅炉及系统的安全装置排放出的介质,应当能够合理收集与回收,不得直接对 外排放。所收集的介质未经过处理不应当再次使用。
10. 2.4.7液相系统膨胀罐
液相系统应当设置膨胀罐。膨胀罐的设计应当符合以下要'求.
(1) 膨胀罐设置在锅炉正上方时,膨胀罐与锅炉之间需頁釆取有效隔离措施;
(2) 采用惰性气体保护的闭式膨胀罐需要设置定压穿置,如果闭式膨胀罐中气体 的最高压力不超过0.04MPa,可以采用液封的方式压;开式膨胀罐需要设 置放空管,放空管的尺寸符合表10-1的规定;
(3) 膨胀罐的调节容积不小于系统中有択嘿载孫从环境温度升至最高工作温度时 因受热膨胀而增加容积的1∙3倍;
(4) 采用高位膨胀罐和低位容器共同容纳整个系统有机热载体的膨胀量时,高 位膨胀罐上设置液位自动控制装溢流管,溢流管上不装设阀门,其尺寸不小 于表10-1的规定;
(5) 与膨胀罐连接的哮胀管甲,至少有1根膨胀管上不装设阀门,其管径不小于 表10-1中规定的尺寸:
(6) 容积大于或音等于20m3的膨胀罐,应当设置一个独立的快速排放阀,或者 在其内部气相和液朋的空间分别设置膨胀管线,其中液相膨胀管线上设置一个快速 切断阀。
表10-1膨胀罐的膨胀管、溢流管、排放管和放空管尺寸
|
系统内锅炉装机总功率 (MW), ≤ |
0.1 |
0.6 |
0.9 |
1.2 |
2.4 |
6.0 |
12 |
24 |
35 |
50 |
65 |
80 |
100 |
|
膨JOl溢流管公称尺寸 DN(Inm) |
20 |
25 |
32 |
40 |
50 |
65 |
80 |
100 |
150 |
200 |
250 |
300 |
350 |
|
排放及放空管公称尺寸 _____DN (mm)______ |
25 |
32 |
40 |
50 |
65 |
80 |
100 |
150 |
200 |
250 |
300 |
350 |
400 |
10. 2.4.8有机热载体储罐
有机热载体容积超过In?的系统应当设置储罐,用于系统内有机热载体的排 放。储罐的容积应当能够容纳系统中最大被隔离部分的有机热载体量和系统所需要 的适当补充储备量。
10. 2.4.9 取样冷却器
系统至少应当设置一个非水冷却的有机热载体取样冷却器。液相系统取样冷却 器宜装设在循环泵进出口之间或者有机热载体供应母管和回流母管之间。气相系统 取样冷却器宜装设在锅炉循环泵的进出口之间。
10. 2.5使用管理
10. 2.5. 1有机热载体脱气和脱水
(1) 锅炉冷态启动时,当系统循环升温至合适温度,应当W有机热载体进行脱气 和脱水操作;
(2) 在实际运行温度情况下,系统内在用有机热载U中仍潴点物质达到5%以上 时,应当采取适当措施进行脱气操作,并且将其冷簽鬼岌'全收集。
10. 2.5.2系统的有机热载体补充
锅炉正常运行过程中系统需要补充有机热载停时,应当将该冷态有机热载体首 先注入膨胀罐,然后通过膨胀罐将有相热载0題接注入系统主循环回路。
10. 2.5.3锅炉和系统的维护及1%X
(1) 系统检修时,焊接应当在彳:用系统的被焊接组件内的易燃气体和空气的混合 物被惰性气体完全吹扫后进F :在整个焊接过程中,吹扫操作应当连续进行;
(2) 系统中被有机热/体浸润过的保温材料不应当继续使用;已经发生燃烧的保 温层不应当立即打开,心顶在保温层被充分冷却后再将其拆除更换。
10.3铸铁网歹為痔铝锅炉
10. 3. 1允许使用范围
(1) 铸铁热水锅炉额定出水温度应当低于120笆,并且额定工作压力不超过 0.7MPa;
(2) 铸铝热水锅炉额定出水温度应当不高于95°C,并且额定工作压力不超过 0.7MPaO
10.3.2 材料
(1) 铸铁锅炉应当釆用牌号不低于GB 9439《灰铸铁件》规定的HT150的灰铸铁 制造;
(2) 铸铝锅炉应当采用GB/T 1173《铸造铝合金》中的ZL104铝硅合金铸铝材料 制造;
(3)锅炉中钢制受压元件、紧固拉杆应当符合本规程的有关规定。
10.3.3设计
10. 3. 3. 1 基本要求
(1) 热水锅炉的额定工作压力应当不低于额定出水温度加40。C对应的饱和压力;
(2) 铸铝锅炉的结构可以是整体式或者组合式,铸铁锅炉的结构应当是组合式, 锅片之间连接处应当可靠地密封;铸铁锅片的最小壁厚一般不小于5mm,铸铝锅片 的最小壁厚一般不小于3.5mm;锅片之间的紧固拉杆直径一般不小于8mm;
(3) 锅炉下部容易积垢的部位应当设置内径不小于25mm的清洗孔;回流管入口 可以作为清洗孔,但其布置应当满足便于清洗的要求;
(4) 额定热功率小于或者等于1.4MW且设置换热设备的铸铝锅炉,其定压、自 动排气以及压力、温度等安全显示和保护装置可以设置在一W圣黄上;自动排气装 置最小公称通径不小于IOmmO
10. 3. 3. 2 冷态爆破验证试验
10. 3. 3. 2. 1实施验证试验的要求
有下列情况之一的,应当进行锅片或者锅炉的冷态爆破验证试验,由设计文件 鉴定机构现场进行见证并出具报告:
(1) 采用新锅片结构;
(2) 改变锅片材料牌号;
(3) ±次冷态爆破验证试验合柜;⅛,超过5年。
10. 3. 3. 2. 2冷态爆破沉纶数量
整体式锅炉应当取同一烈号3台锅炉进行整体爆破试验。组合式结构的锅炉, 每种型号锅片的冷态爆心貝验应当取同规格的3片锅片进行试验。锅炉的冷态爆破 试验应当取锅炉前訐.中部、后部以及其他承压铸件各3片(件)进行试验。
10. 3.3.2.3渥破试验压力
(1) 额定出水压力小于或者等于0.4MPa时,爆破压力应当大于4p+0.2MPa;
(2) 额定出水压力大于0.4MPa时,爆破压力应当大于5.25PO
10.3.3.3整体验证性水压试验
新设计的铸铁锅炉、铸铝锅炉应当进行整体验证性水压试验,并且由设计文件 鉴定机构现场进行见证并出具报告。保压时间和合格标准应当符合本规程第4章的 有关规定。
整体验证性水压试验压力为2p,并且不小于0.6MPaO
10.3.4制造
10. 3.4. 1 铸造工艺
铸件制造单位应当制订并且实施经过验证的受压铸件的铸造工艺规程。受压铸 件不应当有裂纹、穿透性气孔、缩孔、缩松、未浇足、冷隔等铸造缺陷。
10.3.4.2化学成分分析
每一个熔炼炉次都应当取样1次,进行化学成分分析。在原材料和工艺稳定的 情况下,允许按班次或者批量进行检验。
10.3.4.3受压铸件力学性能检验
(1) 每一熔炼炉次至少浇铸1组试样,每组3根,其中1根做试验,2根做复验; 连续熔炼时,熔炼前期、中期、后期至少各取1组试样。在原材料和工艺稳定的情 况下,允许按班次或者批量进行检验;
(2) 拉伸试验按照相关标准的规定进行,试样的抗拉强度不低于标准规定值下限 为合格;如果第1根试样不合格,则取另2根试样复验,如果该2根试样的试验均合 格,则该受压铸件拉伸试验为合格,否则为不合格,该试样代一*旳囁片也为不合格。
10.3.4.4锅片壁厚控制
制造单位应当采取有效方法控制最小壁厚,锅片宣当有风点图,测点部位应当 具有代表性;对同批制造的铸造锅炉锅片(同牌号、冋氏构型式、同铸造工艺)应当 进行不少于5%的壁厚测量,并且不少于2片;尻地制造同型号的铸铝锅炉锅片, 每200片至少取1片锅片进行解剖测量。
10. 3. 4. 5耐压试验
锅片毛坯件、机械加工后的锅片峪垃后的锅片及其他受压铸件应当逐件进行 水压试验,也可以采用气压试對C诒炉组装后应当整体进行耐压试验,试验压力及 保压时间应当符合表10-2的刼定,耐压试验的方法和合格标准应当符合本规程第4 章的有关规定。气压试验应孑检合《固定式压力容器安全技术监察规程》的有关技术 要求,气压试验压力为苓午工作压力。
表10-2试验压力与保压时间
|
名称 |
水压试验压力(MPa) |
在试验压力下保压时间(min) |
|
受压铸件 |
2p,并且不小于0.4 |
2 |
|
锅炉整体 |
1.5p,并且不小于0.4 |
20 |
10. 3.4. 6受压铸件修补
受压铸铁件不应当采用焊补的方法进行修理。
10. 3.5使用管理
(1) 铸铁锅炉水质应当符合锅炉相关标准的要求;铸铝锅炉宜釆用中性或者接近 中性水质;
(2) 定期检验时的水压试验,按照制造过程中水压试验的要求执行。
10.4 D级锅炉
10. 4. 1 基本要求
(1) 热水锅炉的受压元(部)件可以釆用铝、铜合金以及不锈钢材料,管子可以采 用焊接管,材料选用应当符合相关标准的规定;其他锅炉用材料应当满足本规程第 2章的规定;
(2) 热水锅炉的锅筒(壳)、炉胆与相连接的封头(管板)可以采用插入式全焊透的 T型连接结构;
(3) 蒸汽锅炉的水容积应当经过计算,并且在设计图样上标明锅炉设计正常水位 时的水容积;
(4) 锅筒(壳)、炉胆(顶)、封头(管板)、下脚圈的取用壁厚应当不小于3mm; 铝制锅炉锅筒(壳)或者炉胆的取用壁厚应当不小于3.5mm;祝炉停缝减弱系数取 0 = 0.8 ;
(5) 不允许对D级锅炉进行改造。
10.4.2制造
(1) 锅炉制造过程中可以不做产品焊接试伯:
(2) 制造监督检验,可以采取以批代台勺(注IO-I)进行;
(3) 热水锅炉和额定工作压力小于C 2M√<的蒸汽锅炉,在锅炉制造单位保证焊 缝质量的前提下,可以不进行无损检测,
(4) 锅炉制造单位应当在锅炉显善位置标注“禁止超压、缺水运行”的安全警 示;蒸汽锅炉铭牌上标明“昇刘年限不超过8年”;
(5) 锅炉制造单位应三告为使用单位使用安全注意事项与应急处置办法,并且对 锅炉安全使用情况进行布回访、检査,指导使用单位确保锅炉安全运行。
注10-1:以批代%危h;X固定式压力容器安全技术监察规程》中简单压力容器的监检方法执行。
10.4.3安全Iy件和仪表
10.4.3.1蒸汽锅炉安全附件和仪表要求
(1) 锅炉本体上至少装设2个安全阀,安全阀的排放量按照本规程第5章的要求 进行计算,流道直径应当大于或者等于IOmm;
(2) 锅炉至少装设1个压力表和水位计;
(3) 锅炉应当装设超压、低水位报警或者联锁保护装置,并且定期维护,确保灵 敏、可靠。
10.4.3.2排污管与排污阀连接
锅炉排污管与排污阀可以采用螺纹连接。
10.4.4安装
(1)锅炉不需要进行安装告知,并且不实施安装监督检验;
(2) 锅炉安装工作由制造单位或者其授权的单位负责,制造单位或者其授权的安 装单位和使用单位双方代表书面验收认可后,方可运行;
(3) 锅炉制造单位或者其授权的安装单位应当对作业人员进行操作、安全管理和 应急处置培训,培训合格后出具书面证明。
10.4.5使用管理
(1) 锅炉不需要办理使用登记;不实行定期检验;锅炉的作业人员不需取得《特 种设备作业人员证》,但是应当根据本规程1044的规定经过培训;
(2) 锅炉使用单位应当定期检査锅炉安全状况,及时发现并消除安全隐患,确保 锅炉安全运行。
11.1本规程由国家市场监督管理总局负责解释。
11.2本规程自2021年6月1日起施行。〃钉夕安全技术监察规程>(TSG GOOOl —2012)、《锅炉设计文件鉴定管理规则》001—2004) ʌ《燃油(气)燃烧器 安全技术规则》(TSG ZBOOI—2008)、《燃沱丿燃烧器型式试验规则》(TSG ZB002 —2008)、《锅炉化学清洗规则》(TSG Cm 93—2008)、《锅炉水(介)质处理监督管 理规则》(TSG G5001—2010)、,锅:①k(介)质处理检验规则》(TSG G5002—2010)、 《锅炉监督检验规则》(TSGG700,—2015)、《锅炉定期检验规则》(TSG G7002— 2015)同时废止。
本规程实施之前戈U,*其他相关文件和规定,其要求与本规程不一致的,以本 规程为准。
附件A
Al锅炉用钢板材料
锅炉用钢板材料见表A-IO
表A-I锅炉用钢板材料
|
牌号 |
标准编号 |
______适用范围______ | |
|
工作压力(MPa) |
壁温(°C) | ||
|
Q235B Q235C Q235D |
GB/T 3274 |
≤1.6 |
≤300 |
|
15, 20 |
GB/T711 |
≤350 | |
|
Q245R |
GB/T 713 |
_ W 5.3(注 M |
≤430 |
|
Q345R |
GB/T 713 |
≤430 | |
|
15CrMOR |
GB/T 713 |
1∙⅛ |
≤520 |
|
12Cr2MolR |
GB/T 713 |
W |
≤575 |
|
12CrIMOVR |
GB/T 713 |
不限 |
≤565 |
|
13MnNiMOR |
GB∕T"3 I 不限 |
≤400 | |
注A-I :表A-I所列村為X寸成的标准名称为GB/T 3274《碳素结构钢和低合金结构钢热轧钢 板和钢带》、GB/T 711《优Se夷结构钢热轧钢板和钢带X GB/T 713(锅炉和压力容器用钢板》。
注A-2:制造无质舄舛热的锅筒(壳)时,工作压力不受限制。
注A-3: GB/T /2中所列的其他材料用作锅炉钢板时,其选用可以参照GB/T 150《压力容 器》的相关规定执行。
A2锅炉用钢管材料
锅炉用钢管材料见表A-2o
表A-2锅炉用钢管材料
|
牌号 |
标准编号 |
______适用范围______ | ||
|
用途 |
工作压力 (MPa) |
壁温(°C) (注 A-5) | ||
|
Q235B |
GB/T 3091 |
热水管道 |
≤1.6 |
≤100 |
|
L210 |
GB/T 9711 |
热水管道 |
≤2.5 |
—— |
表A-2(续)
|
牌号 |
标准编号 |
______适用范围______ | ||
|
用途 |
工作压力 (MPa) |
壁温(°C) (注 A-5) | ||
|
GB/T 8163 |
受热面管子 |
≤1.6 |
≤350 | |
|
10, 20 |
集箱、管道 |
≤350 | ||
|
GB/T 3087 |
受热面管子 |
≤5.3 |
≤460 | |
|
集箱、管道 |
≤430 | |||
|
09CrCUSb |
NB/T 47019 |
受热面管子 |
不限 |
≤300 |
|
20G |
GB/T 5310 |
受热面管子 |
不限 |
≤460 |
|
集箱、管道 |
≤430 | |||
|
20MnG, 25MnG |
GB/T5310 |
受热面管子 |
不限 |
≤460 |
|
集箱、管道 |
≤430 | |||
|
15Ni IMnMoNbCu |
GB/T5310 |
集箱、管道 |
≤450 | |
|
15MoG, 20MoG |
GB/T5310 |
受热面管子 |
- |
≤480 |
|
12CrMoG, 15CrMOG |
GB/T5310 |
受热面管工 |
~W |
≤560 |
|
集箱、竇;堂 |
-W |
≤550 | ||
|
12CrIMOVG |
GB/T 5310 |
受热面 |
-W |
≤580 |
|
春箱、管道 |
-W |
≤565 | ||
|
12Cr2MoG |
GB/T531G |
⅛⅛管子 |
-W |
<600* |
|
GB∕T531O |
___ 集箱、管道 |
-W |
≤575 | |
|
12Cr2MoWVTiB |
GB/T5310 |
受热面管子 |
-W |
<600* |
|
12Cr3Mo VSiTiB |
LB T 5310 |
受热面管子 |
-W |
<600* |
|
07Cr2MoW2VNbB |
GB/T5310 |
受热面管子 |
-W |
<600* |
|
10Cr9Mo IVNbN |
GB/T5310 L ________________________ |
受热面管子 |
-W |
<650* |
|
— GB/T5310 |
集箱、管道 |
-W |
<620 | |
|
10Cr9MoW2 VNbBN |
GB/T5310 |
受热面管子 |
-W |
<650* |
|
GB/T5310 |
集箱、管道 |
-W |
≤630 | |
|
07Crl9Nil0 |
GB/T 5310 |
受热面管子 |
-W |
<670* |
|
IOCrI 8Ni9NbCu3BN |
GB/T 5310 |
受热面管子 |
-W |
W 705* |
|
07Cr25Ni21NbN |
GB/T5310 |
受热面管子 |
-W |
≤730* |
|
07Crl9NillTi |
GB/T5310 |
受热面管子 |
-W |
≤670* |
|
07Crl 8Ni IlNb |
GB/T5310 |
受热面管子 |
-W |
≤670* |
|
08Crl 8Ni IlNbFG |
GB/T5310 |
受热面管子 |
不限 |
* ≤700 |
注A-4:表A-2所列材料对应的标准名称为GB/T 3091《低压流体输送用焊接钢管》、GB/T 9711《石油天然气工业 管线输送系统用钢管》、GB/T8163《输送流体用无缝钢管》、GB/T 3087
《低中压锅炉用无缝钢管》、NB/T 47019(锅炉、热交换器用管订货技术条件》、GB/T 5310(高 压锅炉用无缝钢管》。
注 A-5:
(1) “ *”处壁温指烟气侧管子外壁温度,其他壁温指锅炉的计算壁温;
(2) 超临界及以上锅炉受热面管子设计选材时,应当充分考虑内壁蒸汽氧化腐蚀。
A3锅炉用锻件材料
锅炉用锻件材料见表A-3o
表A-3锅炉用锻件材料
|
牌号 |
标准编号 |
适用范围 | |
|
工作压力(MPa) |
屋温(°C) | ||
|
20 |
NB/T 47008 |
≤5.3(注 A-7) |
≤430 |
|
25 |
GB/T 699 | ||
|
16Mn |
NB/T 47002 |
_ ≤430 | |
|
12CrMo |
不限 |
≤550 | |
|
15CrMo |
≤550 | ||
|
14CrIMO |
≤550 | ||
|
12Cr2Mol |
≤575 | ||
|
12CrIMOV |
≤565 | ||
|
10Cr9Mo IVNbN |
≤620 | ||
|
-- 06Crl9Nil0 J |
—--------- NB/T 47010 L_____LJ |
≤670 | |
|
07Crl9Nil1 Tl |
≤670 | ||
注A-6:表A-3所列材料对应的标准名称为GB/T 699 <优质碳素结构钢》、NB/T 47008《承 压设备用碳素钢和合金钢锻件》、NB/T 47010《承压设备用不锈钢和耐热钢锻件》。
注A-7:不与火焰接触锻件,工作压力不限。
注A-8:对于工作压力小于或者等于2.5MPa、壁温小于或者等于350C的锅炉锻件,可以采 用Q235进行制作。
注A-9:表A-3未列入的NB/T 47008《承压设备用碳素钢和合金钢锻件》材料用作锅炉锻 件时,其适用范围的选用可以参照GB/T 150的相关规定执行。
A4锅炉用铸钢件材料
锅炉用铸钢件材料见表A-4o
表A-4锅炉用铸钢件材料
|
牌号 |
标准编号 |
适用范围 | |
|
工作压力(MPa) |
壁温(°C) | ||
|
ZG200-400 |
JB/T 9625 |
≤5.3 |
≤430 |
|
ZG230-450 |
不限 |
≤430 | |
|
ZG20CrMo |
≤510 | ||
|
ZG20CrMoV |
≤540 | ||
|
ZGlSCrlMolV |
≤570 | ||
注A-10:表A-4所列材料对应的标准名称为JB/T 9625《锅炉管道防件承压铸钢件 技术 条件》。
A5锅炉用铸铁件材料
锅炉用铸铁件材料见表A-5o
表A-5锅炉用关铁Ir材料
|
牌号 |
标准编号 |
适 |
用范围 | ||
|
附件扁慕 DN(mm) |
工作压力(MPa) |
壁温(°C) | |||
|
不低于HT150 灰铸铁 |
GB/T 9439 JB/T 2639 |
— |
≤300 |
≤0.8 |
<230 |
|
≤200 |
≤1.6 | ||||
|
KTH300-06 KTH330-08 _ KTH350-10 KTH370-12 |
Gjzf 9440 |
≤100 |
≤1.6 |
<300 | |
|
QT400-18 QT450-10 |
GB/T 1348 JB/T 2637 |
≤150 |
≤1.6 |
<300 | |
|
≤100 |
≤2.4 | ||||
注A-11:表A-5所列材料对应的标准名称为GB/T 9439《灰铸铁件》、JB/T 2639《锅炉承 压灰铸铁件 技术条件》、GB/T 9440《可锻铸铁件》、GB/T 1348《球墨铸铁件》、JB/T 2637 《锅炉承压球墨铸铁件技术条件》。
A6锅炉用紧固件材料
锅炉用紧固件材料见表A-6。
表A-6紧固件材料
|
牌号 |
标准编号 |
适用范围 | |
|
工作压力(MPa) |
使用温度(°C) | ||
|
Q235B, Q235C, Q235D |
GB/T 700 |
≤1.6 |
≤350 |
|
20, 25 |
GB/T 699 |
不限 I I _ |
≤350 |
|
35 |
≤420 | ||
|
40Cr |
GB/T 3077 |
≤450 | |
|
30CrMO |
≤500 | ||
|
35CrMOA |
DL/T 439 |
≤500 | |
|
25Cr2MoVA |
≤510 | ||
|
25Cr2MolVA |
≤550 | ||
|
20CrIMolVNbTiB |
≤570 | ||
|
20CrIMOIVTiB |
≤570 | ||
|
20Crl3, 30Crl3 |
GB/T 1220 |
≤450 | |
|
12Crl8Ni9 |
≤610 | ||
|
06Crl9Nil0 |
_ GP∕Γ 1211 |
≤610 | |
注A-12:表A-6所列材料对左的柄淮名称为GB/T 700《碳素结构钢》、GB/T 699 <优质碳 素结构钢》、GB/T 3077 <合金瑣椅•饥》、DL/T439《火力发电厂高温紧固件技术导则》、GB/T 1220《不锈钢棒》、GB/T ∣22 I《耐热钢棒》。
注A-13:表A-6未列八句GB/T150中所列碳素钢和合金钢螺柱、螺母等材料用作锅炉紧固 件时,其适用范围K尤用可以参照GB/T 150的相关规定执行。
A7锅炉拉撑件材料
锅炉拉撑板应当选用锅炉用钢板材料。锅炉拉撑杆材料的选用应当符合YB/T 4155《标准件用碳素钢热轧圆钢及盘条》和GB/T699《优质碳素结构钢》的要求。
A8焊接材料
焊接材料的选用应当符合NB/T 47018《承压设备用焊接材料订货技术条件》的 要求。
附件B
编号:
|
制造单位名称 | |||
|
产品制造地址 | |||
|
统一社会信用 (组织机构)代码 |
制造许可证编号 | ||
|
制造许可级别 |
产品名称 | ||
|
产品型号 |
产品编号 | ||
|
设备代码 |
设备级别 |
制造日期: 年 ;r
本产品在制造过程中经过质量检验,仃合,;锅炉安全技术规程》及其设计图样、 相应技术标准和订货合同的要求。
检验责任_3部(签章):
日期:
质量保证工程师(签章):
日期:
(产品质量检验专用章)
年 月曰
注:本合格证包括所附的锅炉产品数据表,制造单位应当按照特种设备信息化的要求,将 其信息输入特种设备的设备数据库。
附表b
编号:
|
设备类别 |
产品名称 | ||||||||||||
|
产品型号一 |
产品编号 | ||||||||||||
|
设备代码一 |
设备级别 | ||||||||||||
|
祈伯1λe 设文鉴 |
设计文件鉴定日期 |
鉴定报告编号 | |||||||||||
|
鉴定机构名称 | |||||||||||||
|
主要 参数 |
额定蒸发量(热⅞⅞τ |
Vh(MW) |
额定工作序力_ |
MPa | |||||||||
|
额定工作温度 |
OC |
设计耙效率 |
% | ||||||||||
|
给水温度 |
OC |
额定%子】■兌/回水 _ (油'温度 |
/ OC | ||||||||||
|
整装锅炉本体液压 试验介质/压力 |
/ MPa |
直#欠技体锅炉气密 __讯飨介质/压力 |
/ MPa | ||||||||||
|
再热器进/出口温度 |
/ $ |
:存热器进/出口压力 |
/ MPa | ||||||||||
|
燃烧方式 |
__ MJ |
—燃料(或者热源)种类 | |||||||||||
|
主要受压 元件 |
材料 |
壁厚 (mm) |
无损检测 |
热处理 |
水(耐)压试验 | ||||||||
|
方法 |
比例% |
温度 (°C) |
时间 (h) |
介质 |
压力 (MPa) | ||||||||
|
__安全阀数据 | |||||||||||||
|
型号 |
规格 |
数量 |
制造单位名称 | ||||||||||
|
Il版 |
监检机构 | ||||||||||||
|
机构组织代码 |
机构核准证编号 | ||||||||||||
注:本表的具体项目可以根据锅炉类别(承压蒸汽锅炉、承压热水锅炉、有机热载体锅炉、 锅炉部件)编制;主要受压元件,填写锅筒(锅壳)、过热器出口集箱、启动(汽水)分离器及储水 箱,其他有关数据应当在产品出厂资料其他要求的内容中提供;燃烧方式填写层燃、室燃、流化 床、其他;燃料(或者热源)种类填写油、气、煤、水煤浆、生物质、电、余热、其他。
附件C
CI编号基本方法
设备代码为设备的代号,必须具有其唯一性,由设备基本代码、制造单位代 号、制造年份、制造顺序号组成,中间不空格。
XXXX XXXXX XXXX XXXXX
制造顺序号 制造年份 制造单位代号 设备基本∣<Z⅞
C2编号含义
C2. 1设备基本代码
按照特种设备目录中品种的设应代码(4位阿拉伯数字)编写。如承压蒸汽锅炉 为“1100”、承压热水锅炉为L200”、有机热载体锅炉为“1300”等。
C2.2制造单位代
由制造许可军我机关所在地的行政区域代码(2位阿拉伯数字)和制造单位制造 许可证编号中的单位顺序号(3位阿拉伯数字)组成。如黑龙江某一锅炉制造单位, 由国家市场监督管理总局负责审批,其制造许可证编号为“TS2110890—2012”, 其中国家市场监督管理总局行政区域代码用10表示,单位顺序号为890,则制造单 位代号为“10890” ;如由黑龙江省特种设备安全监督管理部门负责审批,其制造许 可证编号为“TS2123010—2012” ,其中黑龙江行政区域代码用23表示,单位顺序 号为10,则制造单位代号为“23010” o
C2.3制造年份
制造产品制造的年份(4位阿拉伯数字),如2019年制造的则为“2019” O
C2.4制造顺序号
制造单位自行编排的产品顺序号(5位阿拉伯数字)。如2019年制造的某一品种 的锅炉的产品制造顺序号为89,则编为“00089” o
如果制造顺序号超过99999,可用拼音字母代替。如制造产品的某一品种的锅 炉的产品制造顺序号为IOOOOO或者110000,则制造顺序号为AOOOO或者B0000,依 此类推。
附件D
同一系列中同一功率等级不同型号的液(气)体燃料燃烧器型式试验覆盖原则 如下。
Dl同一系列
液(气)体燃料燃烧器同一系列,应当同时满足以下条件:
(1) 燃料种类相同;
(2) 燃烧器结构相似;
(3) 液体燃烧器雾化方式相同,或者气体燃烧器燃匸、空气混合方式相同;
(4) 控制方式相同。
D2功率等级划分
燃烧器功率等级按照燃烧器额定输出热功率(Qe)共划分为18个等级,见 表 D-I o
表Dr燃烧器功率等级划分表
|
功率等级 |
额定输出热功展"厶)范围 |
功率等级 |
额定输出热功率(Qe)范围 |
|
1 |
Qd)OkW |
10 |
250OkW <0W32OOkW |
|
2 |
<ge≤200kW |
11 |
3200kW<βe≤4000kW |
|
3 |
200κW<βe≤300kW |
12 |
4000kW<βe≤4500kW |
|
4 |
300kW<βe≤400kW |
13 |
450OkW <0W63OOkW |
|
5 |
400kW<βe≤600kW |
14 |
630OkW <0W78OOkW |
|
6 |
600kW<βe≤800kW |
15 |
7800kW<βe≤12000kW |
|
7 |
80OkW <0W12OOkW |
16 |
120OOkW < QW160OokW |
|
8 |
1200kW<βe≤1600kW |
17 |
160OokW < 0 W 240OokW |
|
9 |
1600kW<βe≤2500kW |
18 |
Qe > 240OOkW |
D3其他要求
对于被覆盖的燃烧器型号,燃烧器制造单位应当向型式试验机构提供该型号燃 烧器书面的产品安全性能声明资料。型式试验机构对该声明资料及出厂技术文件等 资料核査后,在已通过型式试验型号燃烧器的型式试验证书与报告中注明其可覆盖 的燃烧器型号。
附件E
El制造单位基本情况检查
(1) 制造许可证(A类);
(2) 相关责任人员配置以及受压元件焊接人员和无损检测人员的持证情况 (C 类);
(3) 合格受委托方和供方名单以及与锅炉产品制造相关的其他资源条件(C类);
(4) 每年至少对受检单位的质量管理体系运转情况和资源孟件奕化情况进行一次 检查(B类)。
E2设计文件、工艺文件核查
(1) 设计文件鉴定资料以及相关设计变更资終、类);
(2) 锅炉产品质量(检验)计划(C类);
(3) 焊接工艺评定资料、焊接工专件、热处理工艺文件、胀接工艺文件、 检测工艺文件、水(耐)压试验方案以元监检人员认为应当核查的其他工艺文件 等(C类)。
E3锅炉产品制造应程监督抽查
E3. 1锅炉鴛件底用要求
(1) 主要受压元件材料及其焊接材料质量证明(A类);
(2) 材料验收资料、主要受压元件材料代用资料、合金钢材料化学成分光谱分析 记录(C类);
(3) 材料标记移植的可追溯性(B类);
(4) X艺执行情况(B类);
(5) 焊工施焊记录(C类);
(6) 焊工代号钢印、焊接接头外观质量(B类);
(7) 焊接材料的管理情况(B类);
(8) 热处理记录或者报告、焊接接头的无损检测报告(C类)。
E3.2锅炉部件专项要求
E3. 2. 1锅筒(壳)、启动(汽水)分离器及储水箱、炉胆、封头(管板)、回燃 室、冲天管、下脚圈、拉撑件(管、板、杆)
(1) 焊缝的布置、坡口加工情况(B类);
(2) 焊接试件数量、制作方法(B类);
(3) 焊接试样试验报告(A类);
(4) 几何尺寸[锅筒(壳)筒体最大内径与最小内径差、棱角度、直线度、对接偏 差、开孔位置等]、管孔开孔尺寸以及表面质量(B类);
(5) 内部装置安装记录(C类);
(6) 射线底片的质量、缺陷评定或者数字式可记录超声检测记录、缺陷评定,至 少抽查无损检测数量的30% (包括每种无损检测方法),应当匹最真逢交叉部位、可 疑部位以及返修部位(C类);
(7) 需要进行水压试验的,现场监督水压试验(A沙、、
E3. 2. 2集箱(含分汽缸)
(1) 焊接试件数量、制作方法(B类);
(2) 焊接试样试验报告(A类);
(3) 管孔开孔尺寸以及表面质量(B岁);
(4) 射线底片的质量、缺陷评定或名歓字式可记录超声检测记录、缺陷评定,A 级锅炉至少抽査无损检测数量的23*包括每种无损检测方法),B级及以下锅炉至 少抽查无损检测数量的309<<<?括每种无损检测方法),应当包括焊缝交叉部位、可 疑部位以及返修部位(C芙);
(5) 现场监督水⅛X∕k,数量不少于30% (A类);
(6) 集箱水E由幹紀录(C类)。
E3. 2. 3受热食管
⑴几何尺寸以及外观质量(B类);
(2) 射线底片的质量、缺陷评定(釆用工业射线数字成像检测时,核查检测记录) 或数字式可记录超声检测记录、缺陷评定,至少抽查无损检测数量的20% (包括每 种无损检测方法),应当包括可疑部位以及返修部位(C类);
(3) 受热面管子通球记录(C类);
(4) 需要进行水压试验的,核查水压试验记录(C类)o
E3. 2.4减温器、汽-汽热交换器
(1) 内部装置的装配(B类);
(2) 减温器和汽-汽热交换器筒体的监督检验项目参照E3.2.1的要求进行;
(3) 面式减温器和汽-汽热交换器内部管子的监督检验项目参照E3.2.3的要求 进行。
E3. 2. 5锅炉范围内管道、主要连接管道
(1) 几何尺寸以及表面质量(B类);
(2) 射线底片的质量、缺陷评定或数字式可记录超声检测记录、缺陷评定,至少 抽査无损检测数量的20% (包括每种无损检测方法),应当包括可疑部位以及返修部 位(C类)。
E3. 2. 6铸铁锅炉、铸铝锅炉特殊要求
铸铁锅炉、铸铝锅炉除以上项目外,还应包括以下特殊项目:
(1) 冷态爆破验证试验报告、整体验证性水压试验报告以及设计文件鉴定机构出 具的现场见证文件(C类);
(2) 铸造过程记录(分包时除外)、受压铸件检査记录、受您芯件力学性能检验报 告(C类);
(3) 锅片外观质量以及壁厚(B类);
(4) 锅片以及其他受压铸件的水压试验(B类):
(5) 锅片以及其他受压铸件的水压试验记录半)o
E3.3整体水(耐)压试验
现场监督整装出厂锅炉的整体水'心)压试验(A类)o
E3.4安全附件和仪表
核查安全附件和仪表装笑清単(C类)O
E3. 5出厂资料
(1) 锅炉出厂资対、侦(气)体燃料燃烧器产品型式试验合格证书(安装现场进行 型式试验的,可Z在乡装现场型式试验后提供)(C类);
(2) 相关安全技术规范要求的锅炉定型产品能效测试报告(A类)o
E3.6锅炉铭牌
核查锅炉铭牌内容的完整性(A类)o
E4进口锅炉产品特殊要求
对于进口锅炉产品,如果未进行制造监督检验,在产品到岸后应当进行以下项 目检验。
E4.1锅炉制造单位资质
核查锅炉制造许可证。
E4.2设计文件
核查设计文件鉴定资料以及相关设计变更资料、设计釆用的安全技术规范及其 相关标准。
E4. 3出厂资料
按E3.5的要求,核查出厂资料。
E4. 4现场确认或者检查的项目
参照E3.1、E3.2的要求核查相关技术资料,并且根据核查情况确定需要补充现 场确认或者现场检查的项目。以下项目应当进行现场确认或检查:
(1) 主要受压元件的厚度测量;
(2) 结构、外观及几何尺寸检查;
(3) 主要受压元件标志移植情况确认(条件允许时);
(4) 无损检测检查(条件允许时);
(5) 安全附件及仪表检查(条件允许时);
(6) 相关技术资料核查有怀疑的检验项目;
(7) 铭牌的内容以及是否釆用中文和国际¥位制。
附件F
Fl安装单位基本情况检查
F1.1安装单位资源条件
(1) 锅炉安装许可证(A类);
(2) 相关责任人员配置以及受压元件焊接人员和无损检测人员的持证情况 (C 类);
(3) 合格受委托方和供方名单以及与锅炉安装相关的其他云为条:牛(C类)o
F1.2出厂资料和文件
(1) 锅炉出厂资料、制造监督检验证书,对于移装《忡,还应当核査移装前内部 检验报告和锅炉使用登记机关的过户变更证明文0 >A类);
(2) 安全附件和仪表质量证明文件(C类、.
(3) 液(气)体燃料燃烧器型式试验合格让壬IC类);
(4) 有机热载体产品检验报告(C交,:
⑸相关安全技术规范要求的钥型产品能效测试报告(A类)o
F2设计文件、工艺文件廣查(C类)
(1) 核查相关设计变"度料;
(2) 安装施计(方案);
(3) 焊接工艺评定资料、焊接工艺文件、热处理工艺文件、检测工艺文件、水 (耐)压试验方案、调试和试运行工艺文件以及监检人员认为应当核查的其他工艺文 件等。
F3整装锅炉安装过程监督抽查
F3. 1锅炉基础
锅炉基础验收资料、锅炉就位后本体水平度检査记录、可分式省煤器安装记录 (C 类)。
F3.2主蒸汽管道、主出水管道和给水管道
(1) 质量证明文件(C类);
(2) 无损检测报告、全部安装焊接接头射线底片的质量、缺陷评定或者数字式可 记录超声检测记录、缺陷评定(C类);
(3) 管道支吊架、膨胀节、阀门、法兰等的安装质量(B类)。
F3.3热水锅炉及系统
热水锅炉的集(排)气装置、补给水装置、循环水泵、除污器、定压装置、循环 水的膨胀装置的装设和防水击措施等(B类)o
F3.4有机热载体锅炉及系统
有机热载体锅炉的循环泵、膨胀罐、储存罐、排气阀、*样冷叩装置等的装设 (B 类)。
F3. 5水(耐)压试验
水(耐)压试验,包括检査水(耐)压试验条仲尻及互全防护情况,核査试验用水 水质分析报告(C级及以下锅炉除外),现场监芝水(耐)压试验,检查升(降)压速 度、试验压力、保压时间,检查在工作压压元件表面、焊缝、胀口、人孔、 手孔、密封等处的状况以及泄压后的状况(A类)。
F3. 6锅炉水处理
锅炉水处理设备设置、安装调试和加药记录、水汽(介质)质量检验记录(B类)。
F3. 7锅炉调试、A运行及验收
烘炉及煮炉记是,伤B及安全附件和仪表调试、试运行记录或者报告(C类)。
F3. 8试运行后钓检查
锅炉试运行正常后参照锅炉外部检验的要求对锅炉进行检查(B类)o
F3.9锅炉环保
相关安全技术规范要求的锅炉大气污染物排放测试报告(锅炉大气污染物初始排 放已经达到有关锅炉大气污染物排放控制要求,且制造单位保证后续生产的锅炉与 测试产品完全一致的,可以只提供锅炉产品测试报告)或者与生态环境主管部门联网 的自动监测数据(C类)。锅炉大气污染物排放不符合要求的,监检机构不得出具结 论为合格的锅炉安装监督检验报告及证书。
F3. 10竣工资料
核查锅炉安装竣工资料的完整性和有效性(C类)O
F3.11发现问题的处理(C类)
(1) 受检单位在发现不符合项时的处理情况;
(2) 监检人员提出问题的处理及反馈情况。
F4散装锅炉安装过程监督抽查
F4. 1锅炉基础
锅炉基础沉降定期观测记录(C类)。
F4.2锅炉钢结构(C类)
(1) 锅炉钢结构质量证明文件、高强螺栓复验资料以及安装T录;
(2) 锅炉钢结构现场施焊记录、无损检测报告;
(3) 锅炉大板梁挠度测量记录、钢结构安装验收资料。
F4.3受压部件通用要求
(1) 受压元件及焊接材料质量证明文件(C垄1 -
(2) 受压元件及焊接材料的管理(B类);
(3) 部件外观质量以及现场坡口加工质壹,与类);
(4) 焊接施工过程中焊接工艺执行常尤丐类);
(5) 施焊记录、热处理记录(C关,
(6) 安装焊接接头外观质M (B美丿;
(7) 安装焊接接头无损詹泥也告、合金钢材质安装焊接接头化学成分光谱分析记 录、高合金钢材质安装吳圾竖头金相检测报告(C类)。
F4.4受压部件专项要求
F4. 4. 1锅筒、启动(汽水)分离器及储水箱、集箱类部件(含减温器、分汽缸)
(1) 内部装置现场安装记录(锅筒)、内部清理记录、安装就位记录、支撑以及悬 吊装置安装记录、支座预留膨胀间隙测量记录、膨胀指示器安装记录(C类);
(2) 合金钢材质安装焊接接头化学成分光谱分析,每种材质至少抽查安装焊接接 头数量的5%(B类);
(3) 安装焊接接头射线底片的质量、缺陷评定或者数字式可记录超声检测记录、 缺陷评定,至少抽查无损检测数量的20% (包括每种无损检测方法)(C类);
(4) 安装焊接接头热处理后的硬度检测记录(C类);
(5) 高合金钢材质安装焊接接头的硬度检测,每种材质至少抽査安装焊接接头数 量的10% (B类)。
F4. 4. 2受热面(包括水冷壁、对流管束、过热器、再热器、省煤器等)及其 附件
(1) 膜式壁拼缝用材料检查记录、受热面管的组合记录、安装记录以及管子通球 记录(C类);
(2) 受热面管排平整度、管子间距(B类);
(3) 现场监督胀接试验,检查胀接质量(B类);
(4) 胀管记录(C类);
(5) 安装焊接接头射线底片的质量、缺陷评定或数字式可记录超声检测记录、缺 陷评定,每种部件至少抽查无损检测数量的20% (包括每种无损检测方法)(C类);
(6) 射线检测,每种合金钢材质安装焊接接头抽查比例至少为1 % (B类);
(7) 合金钢材质安装焊接接头化学成分光谱分析,每种材质至少抽査安装焊接接 头数量的1%(B类);
(8) 受热面防磨装置、定位管卡等安装位置和安装拼量但类)。
F4. 4. 3锅炉范围内管道、主要连接管道
(1) 管道安装记录、支吊装置安装记录、r∙L<-⅛?示器安装记录及其原始数据记录
(C 类);
(2) 射线底片的质量、缺陷评定或数字记录超声检测记录、缺陷评定;每种 部件至少抽查无损检测数量的20% (归括耳神无损检测方法)(C类);
(3) A级锅炉安装焊接接头进厂无质检测,每种管道至少抽査安装焊接接头数量 的1%(B类);
(4) 合金钢材质安装蟬接接头化学成分光谱分析,每种材质至少抽查安装焊接接 头数量的1%(B类);
(5) 安装焊接我当W处理后的硬度检测记录(C类);
(6) 高合金钢材质安装焊接接头硬度检测,每种材质至少抽查安装焊接接头数量 的 10% (B 类);
(7) 取样、疏(放)水和排气管道的安装布置(B类)。
F4.5蒸汽吹灰系统
(1) 管道的安装、坡度设置(B类);
(2) 安全阀的校验报告、合金钢部件化学成分光谱分析报告(C类)o
F4. 6锅炉本体其他装置
炉膛门、孔、密封部件以及防爆门的安装记录(C类)。
F4.7水(耐)压试验
水(耐)压试验,包括检查水(耐)压试验条件以及安全防护情况,核查试验用水 水质分析报告(C级及以下锅炉除外),现场监督水(耐)压试验,抽查升(降)压速 度、试验压力、保压时间,检査在工作压力下受压元件表面、焊缝、胀口、人孔、 手孔、密封等处的状况以及泄压后的状况(A类)。
F4.8炉墙、保温及防腐
低温烘炉记录、锅炉本体以及管道保温外护层表面热态测温记录、施工质量验 收记录(C类)O
F4.9安全附件和仪表
(1) 安全阀校验报告、压力测量装置和温度测量装置的检定、打淮征书等(C类);
(2) 合金钢管子、管件和焊接接头化学成分光谱分析汩亲,史装焊接接头的热处 理记录、无损检测记录或者报告(C类);
(3) 安全阀排汽管、疏水管的结构和走向(B斐);
(4) 水位测量装置的安装位置和数量(B类);
(5) 高(低)水位报警装置、低水位联ff⅛r装宣、超压报警及联锁保护装置、超 温报警及联锁保护装置、点火程序控制和媳火保护等的功能试验记录(C类)O
F4. 10锅炉水处理
锅炉水处理设备设置、安装弱由1加药记录、水汽(介质)质量检验记录(B类)。
F4. 11锅炉调试、试运介'.及验收
锅炉整套启动调.式元号、烘炉及煮炉(化学清洗)记录,管道的冲洗和吹洗记 录,安全阀整定报广,整套启动试运行阶段锅炉相关验收签证(C类)。
F4. 12锅炉环保
相关安全技术规范要求的锅炉大气污染物排放测试报告(锅炉大气污染物初始排 放已经达到有关锅炉大气污染物排放控制要求,且制造单位保证后续生产的锅炉与 测试产品完全一致的,可以只提供锅炉产品测试报告)或者与生态环境主管部门联网 的自动监测数据(C类)。锅炉大气污染物排放不符合要求的,监检机构不得出具结论 为合格的锅炉安装监督检验报告及证书。
F4. 13竣工资料
核查锅炉安装竣工资料的完整性和有效性(C类)O
F4.14设计变更以及发现问题的处理(C类)
(1) 施工过程中发生设计变更时的审批手续;
(2) 受检单位在发现不符合项时的处理情况;
(3) 监检人员提出问题的处理及反馈情况。
F5组装锅炉安装过程监督抽查
组装锅炉安装过程监督抽查参照散装锅炉的有关要求进行。
附件G
证书编号:
|
制造单位名称 | |||
|
^^制造许可级别 |
制造许可证编号 | ||
|
设备类别 |
设备品种(名称) | ||
|
产品型号 |
产品编号/批号 | ||
|
设备代码 |
产品总图四号 |
C_____ | |
|
制造日期 |
年一月 |
日 |
监督检验范围说明:
根据《中华人民共和国特种设备安令法》《特种设备安全监察条例》的规定, 该产品的制造经我机构监督检验⅜⅛-vt⅛炉安全技术规程》规定的基本安全要求, 特发此证书,并且在产品铭牌上二有如下监督检验钢印:
监涉检蹬八员: 日期:
审核: 日期:
批准: 日期:
(监督检验机构检验专用章)
年 月曰
监督检验机构核准证号:
注G-1:锅炉部件制造监督检验证书、进口锅炉产品监督检验证书参照编制。(本注不印制)
证书编号:
|
施工单位名称 | |||
|
许可级别 |
许可证编号 | ||
|
~使用单位名称~ | |||
|
制造单位名称 | |||
|
设备类别 |
设备品种(名称) | ||
|
产品型号 |
产品编号 | ||
|
设备代码 |
制造日祉— | ||
|
使用地点 | |||
|
使用单位内编号 |
財苫记证编号 | ||
|
额定蒸发量(功率) |
Vh(MW) |
额定出口压力 |
MPa |
|
额定出口温度 |
允许工作压力 |
MPa | |
|
允许工作温度 |
C |
水(耐)压试验压力 |
MPa |
说明:(可附页)
根据《中华人民共邛国特种设备安全法》《特种设备安全监察条例》的规定, 该锅炉的(安装、故堂、重大修理)经我机构监督检验,符合《锅炉安全技术规程》 规定的基本安全要求,特发此证书。
监督检验人员: 日期:
审核: 日期:
批准: 日期:
(监督检验机构检验专用章)
年 月曰 监督检验机构核准证号:
附件H
Hl资料核查
首次检验的锅炉,核查以下资料;非首次检验的锅炉,重点核査新增加和有变 更的部分:
(1) 锅炉使用管理制度;
(2) 特种设备使用登记证及作业人员证书;
(3) 锅炉出厂资料、锅炉安装竣工资料、锅炉改造和重大0珥技术资料以及监督 检验证书;
(4) 锅炉历次检验、检查、修理资料;
(5) 有机热载体产品检验报告、液(气)体燃料燃炉;灌型式试验证书以及年度检査 记录和定期维护保养记录;
(6) 锅炉日常使用记录、运行故障和事故二录;
⑺相关安全技术规范要求的锅炉产品定况能效测试报告、定期能效测试报告以 及日常节能检查记录;
(8)电站锅炉还应当包括运行⅜λ作检修工艺文件,A级高压以上电站锅炉还应 当包括金属技术监督制度、挡,技术监督制度、水汽质量监督制度。
H2上次检验发说In相的整改情况
核查上次检验及规冋题的整改情况。
H3电站锅炉
H3. 1锅炉铭牌、操作空间和承重装置
(1) 锅炉铭牌;
(2) 零米层、运转层和控制室的出口布置及开门方向,通道、地面、沟道的畅通 情况,照明设施、事故控制电源和事故照明电源以及楼梯、平台、栏杆、护板的完 好情况,孔洞周围的安全防护情况,平台和楼板的载荷限量以及标高标志;
(3) 承重结构的过热、腐蚀、承力情况;
(4) 防火、防雷、防风、防雨、防冻、防腐等设施情况。
H3.2管道、阀门和支吊架
(1) 管道的标志以及泄漏情况;
(2) 阀门的参数、开关方向标志、编号、重要阀门的开度指示和限位装置以及阀 门的泄漏情况;
(3) 支吊架的裂纹、脱落、变形、腐蚀、焊缝开裂、卡死情况,吊架失载、过载 以及吊架螺帽松动情况。
H3. 3炉墙和保温
(1) 炉墙、炉顶的开裂、破损、脱落、漏烟、漏灰和变形情况以及炉墙的振动 情况;
(2) 保温的完好情况,设备和管道保温外表面温度情况;
(3) 炉膛、烟道各门孔的密封、完好情况;
(4) 耐火层的破损、脱落以及膨胀节的膨胀、变形、开窓情况。
H3.4膨胀系统
(1) 悬吊式锅炉膨胀中心的固定情况;
(2) 锅炉膨胀指示装置的卡阻、损坏、為不情况及膨胀量记录;
(3) 锅炉各部件的膨胀情况。
H3.5安全附件和仪表
H3. 5. 1 安全阀
⑴安全阀的安装、数量、堇式、规格以及安全阀上的装置;
(2) 安全阀定期排救润验记录、控制式安全阀和控制系统定期试验记录、安全阀 定期校验记录或者捉■吿;
(3) 安全阀的解/、泄漏情况,排汽、疏水的布置,消音器排汽孔的堵塞、积 水、结冰情况。
H3. 5. 2压力测量装置
(1) 压力表的装设及其部位、精确度、量程、表盘直径;
(2) 压力表检定或者校准记录、报告或者证书;
(3) 压力表刻度盘的高限压力指示标志;
(4) 压力表、压力取样管和阀门的损坏、泄漏情况;
(5) 同一系统内相同位置的各压力表示值的误差情况;
(6) 炉膛压力测量系统的报警和保护定值。
H3. 5. 3水位测量与示控装置
(1) 直读式水位表的数量、装设、结构和远程水位测量装置的装设;
(2) 水位表的水位显示情况以及最低、最高安全水位和正常水位的标志;
(3) 就地水位表的连接、支撑、保温情况,以及疏水管的布置;
(4) 平衡容器以及汽水侧阀门的保温、泄漏情况;
⑸电接点水位表接点的泄漏情况;
(6) 远程水位测量装置与就地水位表校对记录;
(7) 用远程水位测量装置监视锅炉水位时,其信号的独立取出情况;
(8) 冲洗记录。
H3. 5. 4温度测量装置
(1) 温度测量装置的装设位置、量程;
(2) 温度测量装置校验或者校准记录、报告或者证书:
(3) 温度测量装置的运行、示值误差情况;
(4) 螺纹固定的测温元件的泄漏情况。
H3. 5. 5安全保护装置
(1) 安全保护装置的设置;
(2) 联锁保护投退记录;
(3) 安全保护装置保护定值和动何订狞杞录;
(4) 动力源试验记录。
H3. 5. 6防爆门
防爆门的完好情况以,及撰欣方向。
H3. 5. 7 排污和t<Z>^∙⅛i
排污阀与排污芝牝振动、渗漏情况。
H3.6除渣设备和吹灰器
⑴除渣设备的运行情况;
(2)吹灰器的损坏情况、提升阀门的泄漏情况、蒸汽及疏水管道的布置。
H3. 7燃烧设备、辅助设备以及系统
(1) 燃烧设备以及系统的运转情况;
(2) 鼓风机、引风机的运转情况。
H3. 8水质处理
水处理情况及记录,超高压及以下锅炉应当取样检验水汽质量。
H4电站锅炉以外的锅炉(注H-I)
H4. 1锅炉铭牌、操作空间和承重装置
(1) 锅炉铭牌;
(2) 锅炉周围的安全通道的畅通情况,照明设施的完好情况;
(3) 承重结构以及支吊架的裂纹、脱落、变形、腐蚀、焊缝开裂、卡死情况,吊 架的失载、过载以及吊架螺帽的松动情况;
(4) 防火、防雷、防风、防雨、防冻、防腐等设施情况。
H4.2锅炉本体和锅炉范围内管道
(1) 受压部件可见部位的变形、结焦、泄漏情况以及耐火砌筑纹破损、脱落情况;
(2) 除渣设备的运转情况;
(3) 管接头可见部位、法兰、人孔、头孔、手孔、清洗孔、检査孔、观察孔、水 汽取样孔的腐蚀、渗漏情况;
(4) 阀门的参数、开关方向标志、编号、重要¾k∙E<∕-7度指示和限位装置以及阀 门的泄漏情况;
(5) 分汽缸的变形、泄漏以及保温脱落膏山;
(6) 膨胀指示器的完好情况以及其注值景尧情况;
(7) 锅炉燃烧的稳定情况;
(8) 炉墙、炉顶的开裂、破損、脫落、漏烟、漏灰和变形情况以及炉墙的振动 情况;
(9) 炉墙和管道保湼的变K、破损、脱落情况。
H4.3安全附件、N表和安全保护装置
H4. 3. 1 安全阀
(1) 安全阀的安装数量、型式、规格以及安全阀上的装置;
(2) 控制式安全阀控制系统定期试验记录、安全阀定期校验记录或者报告;
(3) 安全阀的泄漏情况,排汽、疏水的布置情况,消音器排汽孔的堵塞、积水、 结冰情况;
(4) 在不低于75%的工作压力下,见证锅炉操作人员进行的手动排放试验,验 证安全阀密封性以及阀芯的锈死情况。
H4. 3. 2压力测量装置
(1) 压力表的装设及其部位、精确度、量程、表盘直径;
(2) 压力表检定或者校准记录、报告或者证书;
(3) 压力表刻度盘的高限压力指示标志;
(4) 压力表、压力取样管和阀门的损坏、泄漏情况;
(5) 同一系统内相同位置的各压力表示值的误差情况;
(6) 见证锅炉操作人员进行的压力表连接管吹洗,验证压力表连接管的畅通情况。
H4. 3. 3水位测量与示控装置
(1) 直读式水位表的数量、装设、结构和远程水位测量装置的装设;
(2) 水位表的水位显示情况以及最低、最高安全水位和正常水位的标志;
(3) 就地水位表的连接、支撑、保温情况,以及疏水管的布置;
(4) 电接点水位表接点的泄漏情况;
(5) 远程水位测量装置与就地水位表校对记录;
(6) 见证锅炉操作人员进行的水位表吹洗,验证连接管的畅通情况。
H4. 3. 4温度测量装置
(1) 温度测量装置的装设位置、量程;
(2) 温度测量装置校验或者校准记录、报告或者证F ;
(3) 温度测量装置的运行、示值误差情况;
(4) 螺纹固定的测温元件的泄漏情况。
H4. 3. 5安全保护装置
(1) 高、低水位报警和低水位联锁保沪较戋的设置,见证功能模拟试验;
(2) 蒸汽超压报警和联锁保护装置Mr/蜜,核查有关超压报警记录和超压联锁保 护装置动作整定值,见证功能计验,
(3) 超温报警装置和联锣保护泼置的设置,见证功能试验或者核查有关超温报警 记录;
(4) 燃油、燃气、必芳-粉锅炉点火程序控制以及熄火保护装置的设置,见证熄火 保护功能试验。
H4. 3. 6 防爆口
防爆门的完好情况以及排放方向。
H4. 3. 7排污和放水装置
⑴排污阀与排污管的振动、渗漏情况;
(2)见证锅炉操作人员进行排污试验,验证排污管畅通情况以及排污时管道的振 动情况。
H4.4燃烧设备、辅助设备及系统
(1) 燃烧设备以及系统的运转情况;
(2) 鼓风机、引风机的运转情况。
H4.5水(介)质处理
水处理情况及记录,超高压及以下锅炉应当取样检验水(介)质质量。
H4. 6热水锅炉特殊要求
热水锅炉的集气装置、排气阀、泄放管、排污阀(放水阀)、除污器、定压和循 环水的膨胀装置、自动补给水装置、循环泵停泵联锁装置等的装设。
H4. 7有机热载体锅炉特殊要求
(1) 有机热载体的酸值、运动黏度、闭口闪点、残炭、水分和低沸物馋出温度等 的检验记录或者报告;
(2) 有机热载体锅炉的闪蒸罐、冷凝液罐和膨胀罐等的装设:
(3) 安全保护装置的装设。
注H-I :有过热器的A级蒸汽锅炉,外部检验内容按照电站锅 > 的要求执行。
附件J
Jl资料查阅
对于首次检验的锅炉,核査附件Hl规定的资料;对于非首次检验的锅炉,重点 核査新增加和有变更的部分。
J2上次检验发现问题的整改情况以及遗留缺陷的情况
核查上次检验发现问题的整改情况以及遗留缺陷的变化情
J3电站锅炉
J3. 1锅筒
⑴表面可见部位的腐蚀、结垢、裂纹标;;
(2) 内部装置的完好情况以及汽水分离装乏、给水装置和蒸汽清洗装置的脱落、 开焊情况;
(3) 下降管孔,给水管套管以五管孔,加药管孔,再循环管孔,汽水引入、引出 管孔,安全阀管孔的腐蚀、氾烈、裂纹情况;
(4) 水位计的汽水连说管ZK力表连通管、水汽取样管、加药管、连续排污管管 孔的堵塞情况;
(5) 内部预埋表面的裂纹情况;
(6) 人孔密封面、人孔皎链座连接焊缝的缺陷情况;
(7) 安全阀管座、加强型管接头以及角焊缝的缺陷情况;
(8) 锅筒与吊挂装置的接触情况,吊杆装置的受力均匀情况,支座的变形情况, 预留膨胀间隙以及膨胀方向。
J3.2水冷壁集箱
(1) 集箱外表面的腐蚀情况、管座角焊缝表面的缺陷情况;
(2) 水冷壁进口集箱内部的腐蚀及异物堆积情况、排污(放水)管孔的堵塞情况、 水冷壁进口节流圈的脱落、堵塞、磨损情况,内部挡板的开裂、倒塌情况;
(3) 环形集箱人孔和人孔盖密封面的缺陷情况;
(4) 集箱与支座的接触情况,支座的变形情况,预留膨胀间隙以及膨胀方向,吊 耳与集箱连接焊缝的缺陷情况。
J3. 3水冷壁管
(I) 燃烧器周围以及热负荷较高区域水冷壁管的结焦、高温腐蚀、过热、变形、 磨损、鼓包情况,鳍片的烧损、开裂情况,鳍片与水冷壁管的连接焊缝的开裂、超 标咬边、漏焊情况,对水冷壁管壁厚进行定点测量,割管检査内壁结垢、腐蚀情 况,测量向火侧、背火侧垢量并分析垢样成分;
⑵折焰角区域水冷壁管的过热、变形、胀粗、磨损情况,水平烟道的积灰情况;
(3) 顶棚水冷壁管、包墙水冷壁管的过热、胀粗、变形情况,包墙水冷壁与包墙 过热器交接位置鳍片的开裂情况;
(4) 凝渣管的过热、胀粗、变形、鼓包、磨损、裂纹情况;
(5) 冷灰斗区域水冷壁管的碰伤、砸扁、磨损情况,水⅛∙f< 水冷壁管的腐
蚀、裂纹情况以及鳍片开裂情况;
(6) 膜式水冷壁吹灰器孔、人孔、打焦孔以及观火丑局围水冷壁管的磨损、鼓 包、变形、拉裂情况以及鳍片的烧损、开裂情况
(7) 膜式水冷壁的变形、开裂情况,鳍片与C'呉管的连接焊缝的开裂、超标咬 边、漏焊情况;
(8) 起定位、夹持作用水冷壁管的宿损情况,与膜式水冷壁连接处鳍片的裂纹 情况;
(9) 水冷壁固定件的变形、疚坏腭落情况,水冷壁管与固定件连接焊缝的裂纹、 超标咬边情况;
(10) 炉膛四角、折炕角和燃烧器周围等区域膜式水冷壁的膨胀情况;
(II) 液态排渣炉或看其他有卫燃带锅炉的卫燃带以及销钉的损坏情况,出渣口 的析铁情况,出渣=酎火层和炉底耐火层的损坏情况;
(12)沸腾炉埋管的碰伤、砸扁、磨损和腐蚀情况,循环流化床锅炉进料口、返 料口、出灰口、布风板水冷壁、翼形水冷壁、底灰冷却器水管的磨损、腐蚀情况, 卫燃带上方水冷壁管及其对接焊缝、测温热电偶附近以及靠近水平烟道的水冷壁管 的磨损情况。
J3.4省煤器集箱
(1) 进口集箱内部的腐蚀及异物堆积情况;
(2) 集箱短管接头角焊缝表面的裂纹等缺陷情况;
(3) 集箱支座与集箱的接触情况,预留膨胀间隙以及膨胀方向,吊耳与集箱连接 焊缝的缺陷情况;
(4)烟道内集箱的防磨装置的完好情况以及集箱的磨损情况。
J3.5省煤器管
(1) 管排平整度、烟气走廊、异物、管子出列以及灰焦堆积情况;
(2) 管子和弯头以及吹灰器、阻流板、固定装置区域管子的磨损情况;
(3) 省煤器悬吊管的磨损情况,焊缝表面的裂纹等缺陷情况;
⑷支吊架、管卡、阻流板、防磨瓦等的脱落、磨损情况,防磨瓦转向情况,与 管子相连接的焊缝的开裂、脱焊情况;
(5) 低温省煤器管的低温腐蚀情况;
(6) 膜式省煤器鳍片焊缝两端的裂纹情况。
J3.6过热器、再热器集箱和集汽集箱
(1) 集箱表面的氧化、腐蚀和变形情况;
(2) 集箱环焊缝、封头与集箱筒体对接焊缝表面的缺陷情况,
(3) 条件具备时,对出口集箱引入管孔桥部位进行超PWJ;
(4) 吊耳、支座与集箱连接焊缝和管座角焊缝表2的砍唇情况;
(5) 集箱与支吊装置的接触情况,吊杆装置的中固肯况,支座的变形情况,预留 膨胀间隙以及膨胀方向;
(6) 安全阀管座角焊缝以及排气、疏革;IZ样、充氮等管座角焊缝表面的缺陷 情况;
⑺对9%~12%Cr系列钢材札制造的集箱环焊缝进行表面无损检测以及超声检 测抽査,抽査比例一般为10%并且不少于1条焊缝;环焊缝、热影响区和母材还应 当进行硬度和金相检测抽査:同级过热器和再热器进口、出口集箱的环焊缝、热影 响区和母材分别抽查不/',•:「1处。
J3.7过热寿訂E热器管
(1) 高温出口段管子的金相组织和胀粗情况;
(2) 管子变形、移位、碰磨、积灰和烟气走廊情况,烟气走廊区域管子的磨损 情况;
(3) 过热器和再热器管的磨损、腐蚀、胀粗、鼓包、氧化、变形、碰磨、机械损 伤、结焦、裂纹情况;
(4) 穿墙(顶棚)处管子的碰磨情况;
(5) 穿顶棚管子与高冠密封结构焊接的密封焊缝表面的裂纹等缺陷情况;
(6) 吹灰器附近管子的裂纹和吹损情况;
(7) 管子的膨胀情况;
(8) 管子以及管排的悬吊结构件、管卡、梳形板、阻流板、防磨瓦等的烧损、脱 焊、脱落、移位、变形、磨损情况以及对管子的损伤等情况;
(9) 氧化皮剥落堆积检査记录或者报告;
(10) 水平烟道区域包墙过热器管鳍片的烧损、开裂情况。
J3.8减温器和汽-汽热交换器
(1) 减温器筒体表面的氧化、腐蚀、裂纹等缺陷情况;
(2) 减温器筒体环焊缝、封头焊缝、内套筒定位螺栓焊缝表面的裂纹等缺陷 情况;
(3) 吊耳、支座与集箱连接焊缝和管座角焊缝表面的缺陷情况;
(4) 混合式减温器内套筒的变形、移位、裂纹、开裂、破损情况,固定件的缺 失、损坏情况,喷水孔或者喷嘴的磨损、堵塞、裂纹、开裂、脱落情况,筒体内壁 的裂纹和腐蚀情况;
(5) 抽芯检査面式减温器内壁和管板的裂纹和腐蚀情况;
(6) 减温器筒体的膨胀情况;
(7) 汽-汽热交换器套管或者套筒外壁的裂纹、底/、陋化情况,进口、出口管 管座角焊缝表面的缺陷情况,条件具备时,抽査套筒寸汽-汽热交换器套筒内壁以及 芯管外壁的裂纹情况。
J3.9启动(汽水)分离器及储水箱
(1) 筒体表面的腐蚀、裂纹情况;
(2) 汽水切向引入区域筒体壁身竹淚薄情况;
(3) 封头焊缝、引入和引Ib管好角焊缝表面的缺陷情况;
(4) 筒体与吊挂装置的获触情况,吊杆装置的牢固情况,吊杆的受力情况,支座 的完好情况,预留膨狀;r发以及膨胀方向。
J3.10锅炉币呉管道和主要连接管道
(1) 主给水管道、主蒸汽管道、再热蒸汽管道和主要连接管道的氧化、腐蚀、皱 褶、重皮、机械损伤、变形、裂纹情况,直管段和弯头(弯管)背弧面厚度测量;
(2) 主给水管道、主蒸汽管道、再热蒸汽管道和主要连接管道焊缝表面的缺陷 情况;
(3) 安全阀管座角焊缝以及排气、疏水、取样等管座角焊缝表面的缺陷情况;
(4) 对蒸汽主要连接管道对接焊缝进行表面无损检测以及超声检测,抽查比例一 般为1%,并且不少于1条焊缝;对蒸汽主要连接管道弯头(弯管)背孤面进行表面无 损检测,抽查比例一般为弯头(弯管)数量的1%,并且不少于1个弯头(弯管);
(5) 对主蒸汽管道和再热蒸汽热段管道对接焊缝进行表面无损检测以及超声检 测,抽查比例一般各为10%,并且各不少于1条焊缝;对主蒸汽管道和再热蒸汽热 段管道弯头(弯管)背弧面进行表面无损检测,抽查比例一般各为弯头(弯管)数量的 10%,并且各不少于1个弯头(弯管);
(6) 对主蒸汽管道和再热蒸汽热段管道对接焊接接头和弯头(弯管)进行硬度和金 相检测,抽查比例一般各为对接焊接接头数量和弯头(弯管)数量的5%,并且各不 少于1点;对于9%~12%Cr钢材料制造的主蒸汽管道、再热蒸汽热段管道和蒸汽主 要连接管道对接焊接接头和弯头(弯管)进行硬度和金相检测,抽查比例一般各为对 接焊接接头数量和弯头(弯管)数量的10%,并且各不少于1点;
(7) 对主给水管道和再热蒸汽冷段管道对接焊缝进行表面无损检测以及超声检 测,一般各不少于1条焊缝;对主给水管道和再热蒸汽冷段管道弯头(弯管)背弧面 进行表面无损检测,一般各不少于1个弯头(弯管);
(8) 主给水管道、主蒸汽管道、再热蒸汽管道和主要连接专道支吊装置的过载、 失载情况,减振器的完好情况,液压阻尼器液位情况以及射油情况;
(9) 已安装蠕变测点的主蒸汽管道、再热蒸汽管道S蠕处测量记录。
J3. 11阀门阀体
外表面的腐蚀、裂纹、泄漏和铸(锻)造缺陷付兆。
J3. 12炉墙和保温
炉顶密封结构、炉墙、保温、耐火見鸵完好情况。
J3. 13膨胀指示装置和主夢承責部件
(1) 膨胀指示装置的指元%必;
(2) 大板梁的变形情况;
(3) 大板梁焊缝寺面的成陷情况;
(4) 承重立柱 史以及连接件的变形、损伤、腐蚀情况;
(5) 锅炉承重混凝土梁、柱的开裂以及露筋情况;
(6) 炉顶吊杆的松动、过热、氧化、腐蚀、裂纹情况。
J3.14燃烧设备、吹灰器等附属设备
(1) 燃烧室的变形、结焦和耐火层脱落情况;
(2) 燃烧设备的烧损、变形、磨损、泄漏、卡死情况,燃烧器吊挂装置连接部位 的裂纹、松脱情况;
(3) 吹灰器以及套管的减薄情况,喷头的烧损、开裂情况,吹灰器疏水管斜度 布置。
J3. 15运行时间超过5万小时的锅炉在J3.1~J3.14的基础上增加的检验项目
J3. 15. 1 锅筒
(1) 对内表面纵、环焊缝以及热影响区进行表面无损检测,抽查比例一般为 20%,抽査部位应当尽量包括纵、环焊缝交叉部位;
(2) 对纵、环焊缝进行超声检测,纵焊缝抽查比例一般为20%,环焊缝抽查比 例一般为10%,抽查部位应当尽量包括纵、环焊缝交叉部位;
(3) 对集中下降管、给水管管座角焊缝进行100%表面无损检测以及100%超声 检测;对分散下降管管座角焊缝进行表面无损检测,抽查比例一般为20%;
(4) 对安全阀、再循环管管座角焊缝进行100%表面无损检测;
(5) 对汽水引入管、引出管等管座角焊缝进行表面无损检对,抽査比例一般为 10%o
J3. 15.2省煤器管
割管或者内窥镜检査省煤器进口端管子内壁的结*刈氣嘉蚀情况。
J3. 15. 3过热器、再热器集箱和集汽集箱
(1) 对高温过热器、高温再热器集箱和集泠肆备K焊缝、管座角焊缝进行表面无 损检测,一般每个集箱抽査不少于1条环⅛'.∙,管座角焊缝抽査比例一般为5%;
(2) 对过热器、再热器集箱以及集汽糞箱繪耳和支座角焊缝进行表面无损检测, 一般同级过热器、再热器集箱抽査各不卒丁1个。
J3.15.4过热器和再热器曽
对不锈钢连接的异种銅更挟接头和采用12Cr2MoWVTiB、12Cr3MoVSiTiB, 07Cr2MoW2VNbB等材,灵易产空再热裂纹的焊接接头进行无损检测,抽查比例一般 为l%o
J3. 15.5 泌混 W
对筒体的环焊绒和管座角焊缝进行表面无损检测,抽查比例一般各为20%并且 各不少于1条焊缝;面式减温器还应当对不少于50%的芯管进行不低于1.25倍工作 压力的水压试验。
J3. 15.6启动(汽水)分离器
(1) 对纵、环焊缝以及热影响区进行表面无损检测,抽査比例一般为20%,抽 查部位应当包括所有纵、环焊缝交叉部位;
(2) 对纵、环焊缝进行超声检测,纵焊缝抽查比例一般为20%,环焊缝抽查比 例一般为10%,抽査部位应当包括所有纵、环焊缝交叉部位;
(3) 对引入管、引出管等管座角焊缝进行表面无损检测,抽查比例一般为 10%;
(4) 内部装置的脱落、缺失情况。
J3. 15.7锅炉范围内管道和主要连接管道
(1) 对主蒸汽管道、再热蒸汽热段管道对接焊缝进行表面无损检测以及超声检 测,抽查比例一般各为20%,并且各不少于1条焊缝;对主蒸汽管道、再热蒸汽热 段管道弯头(弯管)背弧面进行表面无损检测,抽查比例一般各为弯头(弯管)数量的 20%,并且各不少于1个弯头(弯管);
(2) 对蒸汽主要连接管道对接焊缝进行表面无损检测以及超声检测,抽查比例一 般为10%,并且不少于1条焊缝;对蒸汽主要连接管道弯头(弯管)背弧面进行表面 无损检测,抽査比例一般为弯头(弯管)数量的10%,并且不少于1个弯头(弯管);
(3) 对工作温度大于或者等于450oC的主蒸汽管道、再热蒸汽管道、蒸汽主要连 接管道的对接焊接接头和弯头(弯管)进行硬度和金相检测,抽査比例一般各为对接 焊接接头数量和弯头(弯管)数量的5%,并且各不少于1点;
(4) 对安全阀管座角焊缝进行表面无损检测,抽查比例-般为10%,并且不少 于1个安全阀管座角焊缝。
J3. 15. 8 阀门
对工作温度大于或者等于4500C的阀门阀匕们』行硬度和金相检测,抽查数量各 不少于1点。
J3. 16运行时间超过10万小时IK伊炉心J3.15的基础上增加的检验项目
J3. 16. 1水冷壁集箱
(1) 对集箱封头焊缝、环形枭辩&接焊缝进行表面无损检测,抽查比例一般为 20%;
(2) 对环形集箱人二角焊奏、管座角焊缝进行表面无损检测,抽查比例一般为 5%;
(3) 条件具备月.勺集箱孔桥部位进行无损检测。
J3. 16.2省煤器集箱
对集箱封头焊缝进行表面无损检测,抽查比例一般为20%并且不少于1条焊缝。
J3. 16. 3过热器、再热器集箱和集汽集箱
(1) 对高温过热器、高温再热器集箱和集汽集箱环焊缝、热影响区以及母材进行 硬度和金相检测,一般每个集箱抽查不少于1处;
(2) 条件具备时,对高温过热器、高温再热器出口集箱以及集汽集箱引入管孔桥 部位进行硬度和金相检测。
J3. 16.4锅炉范围内管道和主要连接管道
(1)对工作温度大于或者等于450oC的碳钢、钳钢管道进行石墨化和珠光体球化 检测;
(2)采用中频加热工艺制造并且工作温度大于或者等于450°C弯管的圆度测量 记录。
J4电站锅炉以外的锅炉(注J-I)
J4.1锅筒(壳)、炉胆、炉胆顶、回燃室、下脚圈、冲天管、外置式汽水分离 器和集箱(分汽缸)
(1) 内外表面和对接焊缝以及热影响区的裂纹情况;
(2) 拉撑件、人孔圈、手孔圈、下降管、立式锅炉的炉门圈、冲天管、喉管、进 水管等处角焊缝表面的裂纹情况;
(3) 部件扳边区的裂纹、起槽情况;
(4) 锅筒底部、管孔区、水位线附近、进水管与锅筒或者集建;卷接处、排污管与 锅筒或者集箱连接处、炉胆的内外表面、立式锅炉的下弗圈、集箱内外表面的结 垢、腐蚀、磨损减薄情况;
(5) 从锅筒内部检查水位表、压力表等的连返营的帰塞情况;
(6) 受高温辐射和存在较大应力的部位的变形.裂纹情况;
⑺高温烟气区管板的泄漏、裂纹情如 顧茂口严密情况,胀接管口和孔桥的裂 纹或者苛性脆化情况;
(8) 受高温辐射热或者介质⅛≡位集箱的过热、胀粗、变形情况;
(9) 锅筒(壳)、炉胆、炉服顶 回燃室、集箱介质侧的结垢或者积炭情况。
J4.2管子
(1) 烟管、对流管茉、柳腾炉埋管、循环流化床锅炉水冷壁管、光管省煤器、 吹灰口附近等受就气宴速冲刷部位和易受低温腐蚀的尾部烟道管束的腐蚀、磨损 情况;
(2) 受高温辐射热或者介质温度较高部位的管子的过热、胀粗、变形情况;
(3) 管子表面的裂纹情况;
(4) 管子介质侧的结垢、积炭情况。
J4.3锅炉范围内管道和主要连接管道
(1) 管道的腐蚀、裂纹情况;
(2) 介质温度较高部位管道的胀粗、变形情况;
⑶管道支吊架的松动、裂纹、脱落、变形、腐蚀情况,焊缝的开裂情况,吊架 的失载、过载情况以及吊架螺帽的松动情况。
J4. 4阀门阀体
阀门型式、规格,阀体外表面的腐蚀、裂纹、泄漏、铸(锻)造缺陷情况。
J4.5非受压部件
(1) 承受锅炉载荷或者限制锅炉受压部件变形量的主要支撑件的过热、过烧、 变形情况,吊耳、支座与锅筒(壳)或者集箱连接角焊缝的裂纹或者其他超标缺陷 情况;
(2) 燃烧设备(如燃烧器、炉排等)的烧损和变形情况,炉拱、耐火层的脱落情 况,燃油、燃气锅炉的漏油、漏气情况;
(3) 炉顶、炉墙的开裂、变形情况,保温层的破损情况。
注J-1:有过热器的A级蒸汽锅炉,内部检验内容按照电站锅炉的妥奇执行。
1 .蒸汽锅炉安全规程[劳动部(60)中劳护毛字第102号,1960年10月22日颁 发,自颁发之日起生效];
2. 蒸汽锅炉安全监察规程[劳动部(65)中劳锅字第98号,1965年10月12日颁 发,自颁发之日起生效];
3. 蒸汽锅炉安全监察规程[国家劳动总局(80)劳总锅字23号,1980年7月11 日颁发,1981年1月1日起执行,1987年10月1日废止];
4. 热水锅炉安全技术监察规程[劳动人事部劳人锅〔 1983丨4号,1983年6月3 日颁布,1984年7月1日生效];
5. 蒸汽锅炉安全技术监察规程[劳动人事部劳人锅〔,穴7 J 4号,1987年2月 17日颁发,1987年10月1日起执行,1997年1月! □X∣b];
6. 热水锅炉安全技术监察规程[劳动部劳銅了〔 b'91〕8号,1991年5月22日 颁布,1992年1月1日执行];
7. 有机热载体炉安全技术监察规程[労切才劳部发〔1993〕356号,1993年11 月28日印发,1994年5月1日实施[;
8. 蒸汽锅炉安全技术监察规程「劳可部劳部发〔 1996〕276号,1996年8月19 日颁发,1997年1月1日起执行:,
9. 热水锅炉安全技术监条规程[劳动部劳部发〔 1997〕74号,1997年2月14 日印发,对1992年版a美音节的修订];
10. 小型和常凡热水伝炉安全监察规定(国家质量技术监督局令2000年第11号);
11. 《锅炉安全救卡监察规程》(TSGGoOOl—2012,原国家质检总局,国家质检 总局公告2012年第162号,2012年10月23日颁布,2013年6月1日实施);
“《锅炉安全技术监察规程》(TSG GOooI—2012)第1号修改单”(原国家质检 总局,国家质检总局公告2017年第4号,2017年1月16日颁布,2017年6月1日 实施);
12. 《锅炉监督检验规则》(TSGG7001-2015,原国家质检总局,国家质检总局 公告2015年第82号,2015年7月7日颁布,2015年10月1日实施);
13. 《锅炉定期检验规则》(TSGG7002—2015,原国家质检总局,国家质检总局 公告2015年第82号,2015年7月7日颁布,2015年10月1日实施);
14. 《锅炉设计文件鉴定管理规则》(TSGGlOOl—2004,原国家质检总局,国家 质检总局公告2004年第79号,2004年6月28日颁布,2005年1月1日实施);
15. 《燃油(气)燃烧器安全技术规则》(TSGZB001—2008,原国家质检总局,国 家质检总局公告2008年第4号,2008年1月8日颁布,2008年4月30日实施);
“《燃油(气)燃烧器安全技术规则》(TSG ZBOOI—2008)第1号修改单”(原国 家质检总局,国家质检总局公告2011年第140号附件1, 2011年9月23日颁布, 2012年2月1日实施);
16. 《燃油(气)燃烧器型式试验规则》(TSGZBOO2—2008,原国家质检总局,国 家质检总局公告2008年第4号,2008年1月8日国家质检总局颁布,2008年4月 30日实施);
“《燃油(气)燃烧器型式试验规则》(TSG ZB002—2008)第1号修改单”(原国 家质检总局,国家质检总局公告2011年第140号附件2, 2011年9月23日颁布, 2012年2月1日实施);
17. 《锅炉化学清洗规则》(TSGG5003—2008,原国家质检点局,国家质检总局
公告2008年第90号,2008年8月7日颁布,2008年12 〕日实施);
“《锅炉化学清洗规则》(TSGG5003—2008)第丄号“小攻单”(原国家质检总局, 国家质检总局公告2010年第127号附件2, 2C J'左11月5日公告,2011年2月1 日实施);
18. 《锅炉水(介)质处理监督管理规则》"3GG5001—2010,原国家质检总局, 国家质检总局公告2010年第126号,?C匕与11月4日颁布,2011年2月1日实施);
19. 《锅炉水(介)质处理检验刼冉》√ΓSGG5002-2010,原国家质检总局,国家 质检总局公告2010年第126 ⅛ 2010年11月4日颁布,2011年2月1日实施)。
— 108 —