(a)内壁尺寸不相等
现场设备、工业管道焊接工程施工规范
COtIe for COnStrUCtiOn Of field eqυipmenl, industrial PiPe WeIding engineering
GB 50236-2011
主编部门:中国工程建设标准化协会化工分会 批准部门:中华人民共和国住房和城乡建设部 施行日期:2 0 1 1年1 月1日
2011 北 京
中华人民共和国住房和城乡建设部公告
第942号
现批准《现场设备、工业管道焊接工程施工规范》为国家标准, 编号为GB 50236 2011,自2011年1()月1日起实施。其中,第 5.0.1条为强制性条文,必须严格执行。原《现场设备、T.业管道焊 接工程施工及验收规范》GB 50236 - 98同时废止。
本规范由我部标准定额研究所组织中国计划出版社出版发 行。
中华人民共和国住房和城乡建设部
—O--年二月十八日
本规范是根据原建设部《关于印发<2007年工程建设标准规 范制订、修订计划(第二批)》的通知》(建标C2007J126号)的要求, 由中国石油和化工勘察设计协会、中油吉林化建工程股份有限公 司为主编单位,会同有关单位在《现场设备、工业管道焊接工程施 工及验收规范》GB 50236—98的基础上进行修编,修订后名称更 改为《现场设备、工业管道焊接工程施工规范》。
本规范在修订过程中,规范编制组经广泛的调查研究,认真总 结实践经验,参考有关国际标准和国外先进标准,并在广泛征求意 见的基础上,修订本规范,最后经审查定稿。
本规范共分13章和4个附录。主要技术内容是:总则、术语、 基本规定、材料、焊接工艺评定、焊接技能评定、碳素钢及合金钢 的焊接、铝及铝合金的焊接、铜及铜合金的焊接、钛及钛合金的焊 接、镣及裸合金的焊接、皓及错合金的焊接、焊接检验及焊接工程 交接等。
本规范修订的主要技术内容是:
1. 修改了适用范围,增加了钛台金(低合金钛)、错及错台金等 金属材料和气电立焊、螺柱焊等焊接方法。
2. 删除了不适用范围。
3. 增加了术语一章。
4. 补充了焊接材料的检验、保管和使用等相关规定。
5. 依据现行相关标准,修改和调整了焊接工艺评定和焊接技 能评定的内容。
6. 增补了碳素钢及合金钢的气电立焊、螺柱焊、双相钢焊接等 焊接新技术、新工艺及质量要求。修改了焊前预热及焊后热处理 工艺条件的规定。
7. 増补了黄铜鸨极惰性气体保护电弧焊的工艺要求。
8. 增加了钛及钛合金设备的焊接工艺及质量要求。
9. 増加了镣及镣台金熔化极气体保护焊及埋弧焊、镣及镣合 金设备的焊接工艺和质量要求。
10. 增加了错及错合金管道的鴇极惰性气体保护电弧焊的焊 接工艺和质量要求。
本规范中以黑体字标志的条文为强制性条文,必须严格执行。
本规范由住房和城乡建设部负责管理和对强制性条文的解 释,由中国工程建设标准化协会化工分会负责日常管理,由全国化 工施工标准化管理中心站负责具体技术内容的解释。本规范执行 过程中如有意见或建议,请寄送全国化工施工标准化管理中心站 (地址:河北省石家庄市桥东区槐安东路28号仁和商务M-IIo7 室,邮政编码=050020),以便今后修订时参考。
本规范主编单位、参编单位、主要起草人和主要审査人:
主编单位:中国石油和化工勘察设计协会
中油吉林化建工程股份有限公司
参编单位:中国化学工程第三建设有限公司 中国石化集团第十建设公司 上海宝冶集团有限公司 北京电力建设公司
中国机械工业建设总公司
哈尔滨焊接研究所
中国核工业二三建设有限公词
十一冶建设集团有限责任公司
惠生工程(中国)有限公司
阿美科工程咨询(上海)有限公司
中冶集团建筑研究总院
北京燕华建筑安装工程有限责任公司
全国化工施工标准化管理中心站
主要起草人:夏节文 关一卓 赵喜平 卢立香 任永宁 王丽鹃朴东光邵刚张勇孙忠亮 杨惠段斌扬雷芦天颜祖清 主要审查人:吉章红戈兆文 纪方奇 王明涛.李晓松 袁转东 李志远 郭 军 乔亚霞 石学军 张西民 周武强 蒋桂英 李晓琼
6焊接技能评定..................................•.
7碳素钢及合金钢的焊接 ...................-
7.2焊前准备 ................................................
10.3 焊接王艺要求 ................................................( 34 )
13.4 焊接工程交接 ..........................................:• (46)
附录B焊接技能评定记录、焊接技能评定结果登记表
本规范用词说明 ..........................................:
7r '1 (TeneraI FeqUirenlCnt ∙■ ■ ........... *................ ( 1 4 )
7t 2 Preparation before WekIing ......**- -∙> .>> ............... ( ɪ 4 )
7t 3 ReqUireInent Of WeIding ProCedUre 't* *
7÷ 4 PreheaI before Wejding and heat treatment after
WCIding .................................. *.............. ( 2 1 )
8. 1 General requirement .......................................... C 2 4 )
8. 2 PreParatiOn before WeIding ................*............*.....* ( 2 4 )
8, 3 ReqUirCment Of Welding ProCetIUre ........................... (Z 7 )
9 WeIeIing Of CoIJPer and COPPer alloy ........................ ( 29 )
9. 2 PreParaIiOn before WeiCling .................................... ( 2 9 )
9* 3 ReqUirCment Qf welding PrOCedUrC
ɪ O. 1 GClleraI requirenιenτ .......................................... (32
10.2 PreParation before Welding
11 WeIding Of nickel and nickel alloy ........................ ( 36 )
]L 2 ' PreParatiOn before Welding
11.3 ReqUirement Of WeIding ProCCdUre
12 WeIding Of ZirCOniUm and ZirCOniUin alloy ............... ( 39 )
12t 2 PrCParatiOn before WeIding ..............................*
12i 3 ReqUireinent Of Welding PrOCedUre
13 WeIding inspection and hand OVer Of Welding
13» 1 InSPeCtiOn before welding
13. 3 InSPeCtiOn affer Weiding .................................... ( 4 3 )
13, 4 Hand OVer Of Welding Cngineering .
APPendiX A ReCOmmended format Of Weiding PrOCedUre SPeCifiCatiOn
APPendiX B QuaIifiCatiOn record Of Welding Skill, registration list for result in qualification Of Welding Skill and format for qualified CertifiCate Of Welding SkiII ..................... (50)
APPendiX C StyIeS Of grooves and SiZeS for Welding PieCe
APPendiX D SeieCliOn Of Welding materials
EXPIanatiOn Of WOrding in this COde
Addition:EXPianatiOn Of PrOViSiOnS
i.o.i为提高工程建设施工现场设备和工业金属管道焊接工程 的施工水平,加强焊接工程施工过程的质量控制,保证工程质量和 安全,制定本规范。
1.0.2本规范适用于碳素钢、合金钢、铝及铝合金、铜及铜合金、 钛及钛合金(低合金钛)、镣及镣合金、皓及皓合金材料的焊接工程 的施工。
1.0.3本规范适用的焊接方法包括气焊、焊条电弧焊、埋弧焊、鸨 极惰性气体保护电弧焊、熔化极气体保护电弧焊、自保护药芯焊丝 电弧焊、气电立焊和螺柱焊。
1. 0. 4焊接工程的施工,应按设计文件及本规范的规定执行。
L 0. 5当需要修改设计文件及材料代用时,必须经原设计单位同 意,并出具书面文件。
1.0.6本规范应与现行国家标准《现场设备、工业管道焊接工程 施工质量验收规范》GB 50683配合使用。
1.0.7焊接工程的施工应符合国家现行的节能减排、环境保护、 安全技术和劳动保护等有关规定。
1.0.8现场设备、工业管道焊接工程的施工除应符合本规范外, 尚应符合国家现行有关标准的规定。
2, 0.1 现场设备 field equipment
在工程建设施工现场制造或安装的设备。
2,0.2 焊接责任人员 WeIding IeSPOnSibIe PerSOnneI
通过培训、教育或实践获得一定焊接专业知识,其能力得到认 可并被指定对焊接及相关制造活动负有责任的人员。
2,0.3 焊接工艺规程 WeIding PrOCedUre SPeCifiCatiOn
根据焊接工艺评定报吿,并结合实践经验而制定的直接指导 焊接生产的技术细则文件,它包括对焊接接头、母材、焊接材料、焊 接位置、预热、电特性、操作技术等内容进行详细的规定,以保证焊 接质量的再现性。
2.0.4 焊接工艺预规程 Welding PrOCedUre Pre-SPeCifiCatiOn 待评定的焊接工艺规程。
2,0.5 焊接工艺评定 Welding PrOCCdlire qualification
按照焊接工艺预规程的规定,制备试件和试样,并进行试验及 结果评价的过程。
2.0.6 焊接工艺评定报吿 WeIcIing PIoCedUre qualification
FePOrt
记录焊接工艺评定过程中有关试验数据及结果的文件.
2.0.7 焊接技能评定 Wekling SkiiI CIUaIifiCatiOn
对焊接作业人员的操作技能进行评估考核的过程。
2. 0. 8 道间温度 inteι∙PnSSIemPerfitUre
多道焊缝及相邻母材在施焊下一焊道之前的瞬时温度。
3.0.1设计文件应对焊接技术条件提出要求。
3. 0. 2焊接责任人员和作业人员的资格及其职责应符合下列规 定:
1焊接技术人员应由中专及以上专业学历,并有一年以上焊 接生产实践的人员担任。焊接技术人员应负责焊接工艺评定,编 制焊接工艺规程和焊接技术措施,进行焊接技术和安全交底,指导 焊接作业,参与焊接质量管理,处理焊接技术问题,整理焊接技术 资料。
2焊接检查人员应由相当于中专及以上焊接理论知识水平, 并有一定的焊接经验的人员担任。焊接检查人员应对现场焊接作 业进行全面检查和控制,负责确定焊缝检测部位、评定焊接质量、 签发检查文件、参与焊接技术措施的审定。
3焊接材料管理人员应具备相关焊接材料的基本知识,并应 负责焊接材料的入库验收、保管、烘干、发放、回收等工作。
4无损检测人员应由国家授权的专业考核机构考核合格的 人员担任,并应按考核合格项目及权限从事检测和审核工作。无 损检测人员应根据焊接质检人员确定的受检部位进行检验、评定 焊缝质量、签发检测报告,当焊缝外观不符合检验要求时应拒绝检 测。
5焊工应持有符合本规范第6章规定的相应项目焊接技能 评定合格证,且具备相应的能力。焊工应按规定的焊接工艺规程 及焊接技术措施进行施焊,当工况条件不符合焊接工艺规程和焊 接技术措施的要求时,应拒绝施焊。
6焊接热处理人员应经专业培训。焊接热处理人员应按标
• 3 ■
准规范、热处理作业指导书及设计文件中的有关规定进行焊缝热 处理工作。
3.0.3监理单位和总承包单位应配备有焊接责任人员。
3.0.4施工单位应具备下列条件:
1施工单位应建立焊接质量管理体系,对焊接活动进行控
俐,并应有符合本规范第3. 0. 2条规定的相关人员O
2施工单位的焊接工装设备、焊接热处理设备和检验试验手 段,应满足相应焊接工程项目的技术要求。
3在焊接技能评定和工程施焊前,施工单位应具有相应项目 的焊接工艺评定。
3. 0.5施焊环境应符合下列规定:
1焊接的环境温度应符合焊件焊接所需的温度,并不得影响 焊工的操作技能O
2焊接时的风速应符合下列规定:
1) 焊条电弧焊、自保护药芯焊丝电弧焊和气焊不应大于 8m∕so
2) 鸨极惰性气体保护电弧焊和熔化极气体保护电弧焊不应 大于2m∕so
3焊接电弧Im范围内的相对湿度应符合下列规定:
1) 铝及铝合金的焊接不得大于80%。
2) 其他材料的焊接不得大于90% o
4在雨、雪天气施焊时,应采取防护措施。
3. 0. 6不合格焊缝的返修应符合下列规定:
1对需要焊接返修的焊缝,应分析缺陷产生原因,编制焊接 返修工艺文件。
2返修前应将缺陷清除干净,必要时诃采用无损检测方法确 认。
3补焊部位的坡口形状和尺寸应防止产生焊接缺陷和便于 焊接操作。
4当需预热时,预热温度应比原焊缝适当提高。
5焊缝同一部位的返修次数不宜超过两次。
3. 0. 7 .工程施焊前,应对焊接和热处理工装设备进行检查、校准, 并确认其工作性能稳定可靠。计量器具和检测试验设备应在检定 或校准的有效期内。
3.0.8不锈钢和有色金属的焊接,应设置专川的场地和专用组焊 工装,不得与黑色金属等其他产品混杂。不锈钢和有色金属焊接 工作场所应保持洁净、干燥、无污染。
4.0.1焊接工程所采用的母材,应具有制造厂的质量证明文件, 并应符合国家现行标准和设计文件的规定O
4.0.2母材使用前,应按国家现行有关标准和设计文件的规定进 行检查和验收,材料标识应清晰完整,并应能够追溯到产品质量证 明文件。
4. 0.3焊接材料应符合设计文件和下列规定:
1焊接材料应具有制造厂的质量证明文件。
2碳素钢及合金钢焊条、焊丝和焊剂,应分别符合国家现行 标准《碳钢焊条)>GB∕T 5117√(低合金钢焊条MWT 5118.≪不锈 钢焊条》GB/T 983、《焊接用钢盘条》GB/T 3429、《焊接用不锈钢 盘条))GB∕T 4241、《熔化焊用钢丝》GiVT 149571≪气体保护电强 焊用碳钢、低合金钢焊⅛))GB∕T8110√(惰性气体保护焊接用不锈 钢棒及钢丝》YB/T 5091、《埋弧焊用碳钢焊丝和焊剂》GB/T 5293、《埋弧焊用低合金钢焊丝和焊剂X;B/T 12470√(埋弧焊用不 锈钢焊丝和焊剂))GB∕T 17854√<碳钢药芯焊丝))GB∕T 10045√(低 合金钢药芯焊丝))CWTI 7493 不锈钢药芯焊丝》GB/T 17853等 的规定。
3铝及铝合金焊丝应符合现行国家标准《铝及铝合金焊丝》 GB/T 10858 的规定。
4铜及铜合金焊丝应符合现行国家标准《铜及铜合金焊丝》 GIvT 9460的规定。
5钛及钛合金焊丝应符合国家现行标准《钛及钛合金丝》 GB/T 3623和《承压设备用焊接材料订货技术条件 第7部分: 钛及钛合金焊丝和填充丝》NB/T 4701& 7的规定。
• 6 •
6镣及镣合金焊条、焊丝应分别符合现行国家标准《镣及镣 合金焊条》GB/T 13814、《镣及镣台金焊丝》GB/T 15620的规定。
7栓钉和瓷环应符合现行国家标准《电弧螺柱焊用圆柱头焊 钉))GB∕T 10433的规定。
8焊接用气体的使用应符合下列规定;
1) 焊接用氧气应符合现行国家标准《氫》GB/T 4842的规 定,错及错合金焊接时的氧气纯度不应低于99, 998%, 其他材料焊接时的氫气纯度不应低于99.99%。当瓶装 氫气的压力低于0.5MPa肘,应停止使用。焊接铝、铜、 钛、镣、错及其合金时,氯的露点不应高于一50°C。
2) 焊接用二氧化碳气体应符合现行行业标准《焊接用二氧 化碳》HG/T 2537的规定,二氧化碳气体纯度不应低于 99.9%,含水量不应大于0. 005%,使用前应预热和干 燥。当瓶内气体压力低于0. 98MPa时,应停止使用。
3) 焊接用氧气纯度不应低于99. 5%;乙焼气应符合现行国 家标准《溶解乙焕》GB/T 6819的规定,乙块气的纯度不 应低于98%。气瓶中的剩余压力低于0, 05MPa时,应 停止使用。
4) 焊接用氮气应符合现行国家标准《纯氮、高纯氮和超纯 氮》GB/T 8979的规定,氮气纯度应大于99. 99%,含氧 量不应大于50X10 SO
5) 焊接用氮气应符合现行国家标准《纯氮》GB/T 4844. 2 的规定,氮气纯度不应低于99.99%。当瓶装氮气的压 力低于0. SMPa时,应停止使用。
9铛极惰性气体保护电弧焊宜釆用铺铛极。
4.0.4焊接材料使用前应按设计文件和国家现行有关标准的规 定进行检査和验收,并应符合下列规定:
1应检查焊接材料的包装和包装标记。包装应完好,无破 损、受潮现象。包装标记应完整、清晰。
2应核对焊接材料质量证明文件所提供的数据是否齐全并 符合要求。
3应检査焊接材料的外观质量,焊丝使用前应按规定进行除 油、除锈及清洗处理。焊接材料表面不应受潮(必要时按说明书的 要求进行烘干)、污染、存在药皮破损以及储存过程中产生影响焊 接质量的缺陷,焊丝表面应光滑、整洁。焊接材料的识别标志应清 晰、牢固,并应与产品实物相符。
4应根据有关标准或供货协议的要求进行相应的焊接材料 试验或复验。
4.0.5施工现场应建立焊接材料的保管、烘干、清洗、发放、使用 和回收制度。焊接材料的储存场所和烘干、去污设施以及焊接材 料的库存保管和使用过程中的管理,应符合现行行业标准《焊接材 料质量管理规程》JB/T 3223的规定。
5.0.1在掌握材料的焊接性能后,必须在工程焊接前进行焊接工 艺评定。
5.0.2焊接工艺评定应按现行行业标准《承压设备焊接工艺评 定>)NB∕T 47014的规定进行。
5.0.3焊接工艺评定前,应根据金属材料的焊接性能,按照设计 文件和制造安装工艺拟定焊接工艺预规程。
5.0.4焊接工艺评定使用的材料应符合本规范第4章的规定。
5.0.5焊接工艺评定试件的坡口加工、组对及清理等工艺措施应 符合本规范有关章节的规定。
5.0.6焊接工艺评定所用设备、仪表的性能应处于正常工作状 态,且符合本规范第3. 0. 7条的规定。
5.0.7焊接工艺评定应在本单位进行。焊接工艺评定试件应由 本单位技能熟练的焊接人员施焊。检测试验工作电委托有相应资 质的检测试验单位进行.
5.0.8焊接工艺评定过程中应做好记录,评定完成后应提出焊接 工艺评定报告,焊接工艺评定报告应由焊接技术负责人审核。
5.0.9焊接工艺预规程、焊接工艺评定报告、检测试验报告、评定 试样等应进行归档保存。
5.0.10工程产品施焊前,应根据焊接工艺评定报告编制焊接工 艺规程,用于指导焊工施焊和焊后热处理工作。一个焊接工艺规 程可依据一个或多个焊接工艺评定报告编制,一个焊接工艺评定 报吿可用于编制多个焊接工艺规程。焊接王艺规程宜釆用本规范 附录A中表A规定的格式。
6.0.1焊接技能评定应由企业焊接技能评定委员会组织和实施。 不具备成立焊接技能评定委员会的企业,应委托已具备条件的企 业焊接技能评定委员会组织考试。
6.0.2企业焊接技能评定委员会应具备下列条件:
1焊接技能评定委员会的组成人员中应有焊接工程师、射线 检测人员和焊接技师。
2企业应具有管理不少于50名焊工的能力。
3应具有相应的焊接设备、场地、试件及试样加工设备、试验 及检测手段。
4应具有适用于不同焊接方法、不同材料种类的理论知识考 试题库,有满足焊接技能评定要求的焊接工艺评定。
5应具有健全的考场纪律、监考考评人员守则、保密制度、考 试管理、档案管理、应急预案等各项规章制度。
6.0.3企业焊接技能评定委员会应负责审查焊工的技能评定资 格,编制焊工的技能评定计划,提供焊接工艺规程,监督技能评定, 评定考试结果,签发合格证,建立焊工档案,审批焊工免试资格。
6.0.4申请参加焊接技能评定的焊工应有初中及以上学历,身体 状况能够适应所申请考核作业项目的需要,经安全教育和专业培训, 能独立担任焊接工作,并经焊接技能评定委员会批准后参加考试。
6.0.5焊接技能评定应包括基本知识考试和操作技能评定两部 分,考试内容应与焊工所从事的焊接工作范围相适应。基本知识 考试合格后,方可参加操作技能评定。
6. 0. 6基本知识考试应包括下列内容:
1焊接设备和工具的使用及维护。
2金属材料、焊接材料的…般知识与使用规则。
• IO •
3焊接操作工艺,包括焊接方法及其特点、工艺参数、焊接线能 量、熔渣流动性、保护气体的影响、操作方法、焊接顺序、预热、后热等知识。
4焊接缺陷的种类、避免与消除、焊接变形的预防与处理的 一般知识。
5现场焊接的准备工作,工作范围内的焊接符号及其识别。
6安全防护技术和安全操作知识。
6.0.7持证的焊工增考同一焊接方法的项目时,诃不再进行基本知 识考试。当增考项目的材料类别、焊接方法改变时,应增考相应材料 类别、焊接方法的基本知识。参加工艺评定试件焊接的焊工,焊接工 艺评定合格后可免予参加相应顼目的基本知识考试及操作技能评定。
6. 0. 8焊接操作技能评定的焊接工艺应符合焊接工艺规程的要求。
6.0.9焊接操作技能评定的范围、内容、方法和结果评定应符合 国家质检总局特种设备安全技术规范《特种设备焊接操作人员考 核细则》TSG Z6OO2的有关规定,并应符合下列要求:
1皓及错合金的焊接操作技能评定应按每个母材牌号分别 进行,焊缝表面应为银白色,弯曲检验参数应与国家质检总局特种 设备安全技术规范《特种设备焊接操作人员考核细则》TSGZ6002 中母材类别代号Till相ISL
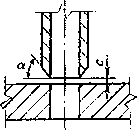
2 一名焊工可以在同一个公称尺寸大于或等于20Omm管 状试件上考核水平固定及垂直固定两个位置的焊接,并应符合图 6.0.9的规定,两位置的接头部位应列入技能评定范围。当接头 部位检验不合格时,应判定两个位置均不合格。
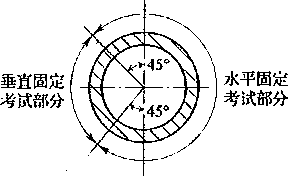
图6.0.9同 '管状试件丄考核垂直固定和水平固定两个位置
3当有下列情况之一时,可不进行国家质检总局特种设备安 全技术规范《特种设备焊接操作人员考核细则》TSG Z6002规定 的弯曲性能检验:
1) 采用焊条电弧焊、铛极惰性气体保护电弧焊、非短路过渡 的熔化极气体保护电弧焊、埋弧焊方法或这些方法的组 合,焊接除铝及铝合金、钛及钛合金、错及错合金以外的 母材;
2) 釆用鸨极惰性气体保护电弧焊方法焊接铝及铝合金、钛 及钛合金。
4不进行国家质检总局特种设备安全技术规范《特种设备焊 接操作人员考核细则》TSG Z6002规定的弯曲性能检验时,技能 评定试件母材的代用可按表6.0.9的规定执行,但其焊接材料应 与原规定的技能评定试件母材相匹配。
表6.0.9考试试件母材的代用
|
原规定的试件母材 |
试件代用母材 |
|
低合金结樹钢 |
碳素钢 |
|
Cr-Mo系列耐热钢 |
碳素钢、低合金结构钢 |
|
奥氏体不锈钢 |
碳素钢、低合金钢 |
|
镣及镣基合金 |
奥氐体不锈钢 |
5当对焊接操作技能评定提出其他力学性能、耐腐蚀性能以 及金相组织等试验要求时,应对技能评定试件进行相应项目的试 验,其合格指标应符合设计文件的规定。
6国家质检总局特种设备安全技术规范《特种设备焊接操作 人员考核细则》TSG Z6002规定以外的焊接方法、母材、填充材 料、特殊焊缝(耐磨层堆焊、端接焊缝和塞焊缝等)和特殊条件的焊 接操作技能评定,其内容、方法和评定标准,由企业焊接技能评定 委员会按照有关设计文件和焊接技术条件,参照国家现行有关标 准制订,并应经建设单位(监理)审査认可。
6.0.10基本知识考试或操作技能评定结果不合格的焊工,允许
• 12 ■
在3个月内补考一次。其中弯曲试验,若有一个试样不合掐,则不 允许复做,本次补考评为不合格。补考仍然不合格者,应经再次培 训后方可重新考试。.
6. 0. 11焊工考试合格项目的有效期限为3年,并应符合下列规 定:
1企业应建立焊工焊接档案,内容应包括焊工焊绩、焊缝质 量检验结果、焊接质量事故等,作为对焊工考核的证明资料。
2连续6个月以上中断焊接作业的焊工,当能满足下列规定 之一时,可重新担任原合格项目的焊接作业O
1) 重新进行该项目的操作技能评定合格;
2) 现场焊接相应项目长度不应小于30Omm的板状对接焊 缝;或焊接相应项目的管状对接焊缝,且不得少于1个焊 口,累计周长不得小于36Omrao经射线检测应全部合 格。
3焊工在合格项目的有效期内,焊缝射线检测一次合格率 (累计底片张数)应为90%以上;或超声检测一次合格率(累计焊 缝延长米)应为99%以上,企业质检部门应提供该焊工的焊绩瓯 明资料,可由焊接技能评定委员会办理延长该合格项目有效期3 年。
4现场焊接质量低劣的焊工,由企业质检部门提出,经企业 焊接技能评定委员会核准后,可注销其合格签证。该焊工应经培 训后方可重新进行考试.
6.0. 12按其他相关标准进行焊接技能评定合格的焊工,应经建 设单位(或监理)的焊接责任工程师认可后,方司从事本规范适用 范围的焊接工作,认可项目应符合本章规定。
6. 0.13焊接技能评定记录、焊接技能评定结果登记表及合格证 书宜釆用本规范附录B规定的格式。焊接操作技能评定项目应 采用代号表示,代号的表示方法应符合国家质检总局特种设备安 全技术规范《特种设备焊接操作人员考核细则》TsG Z6002的规定。
7.1 一般规定
7.1.1本章适用于含碳量小于或等于0. 30%的碳素钢及合金钢 现场设备和管道的焊接施工。
7. 1. 2本章适用于焊条电弧焊、锡极惰性气体保护电弧焊、熔化 极气体保护电弧焊、自保护药芯焊丝电弧焊、埋弧焊、气电立焊、螺 柱焊和气焊方法。
7.2焊前准备
7.2.1焊件的切割和坡口加工应符合下列规定:
1碳钢及碳镒钢坡口加工可采用机械方法或火焰切割方法。
2低温镣钢和合金钢坡口加工宜釆用机械加工方法。
3不锈钢坡口加工应采用机械加工或等离子切割方法。
4釆用等离子弧、氧乙焕焰等热加工方法加工坡口后,应除 去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸 不平处打瘡平整。
5不锈钢复合钢的切割和坡口加工宜采用机械加工法。若 用热加工方法时,宜采用等离子切割方法。热加工切割和加工坡 口时的熔渣不得溅落在复层表面上。
7.2.2焊件组对前及焊接前,应将坡口及内外侧表面不小于 20mm范围内的杂质、污物、毛刺和镀锌层等清理干净,并不得有 裂纹、夹层等缺陷。
7. 2. 3除设计规定需进行冷拉伸或冷压缩的管道外,焊件不得进 行强行组对。
7. 2. 4管子或管件对接焊缝组对肘,内壁错边量不应超过母材厚
■14*
度的10%,且不应大于2mmo
7. 2.5设备、卷管对接焊缝组对时,错边量应符合表7. 2.5及下 列规定:
1只能从单面焊接的纵向和环向焊缝,其内壁错边量不应大 于壁厚的25%,且不成超过2mm。
2当采用气电立焊时,错边量不应大于母材厚度的10%,且 不大于3mmo
3复合钢板组对时,应以复层表面为基准,错边量不应大于 钢板复层厚度的50%,且不大于Imm(J
表7.2.5设备、卷管对接焊缝组对时的错边量(mm)
|
焊件接头的母材厚度T |
错边螢 | |
|
纵向焊琵 |
环向焊縫 | |
|
7,≤12 |
≤T∕4 |
≤T∕4 |
|
12<T≤20 |
≤3 |
≤T∕4 |
|
20<T≤40 |
≤3 |
≤5 |
|
40< T≤50 |
≤3 |
≤T∕8 |
|
T>50 |
≤T∕I6,且Wm |
≤T∕8,⅛≤2O |
7.2.6焊缝不得设置在应力集中区,应便于焊接和热处理.并应 符合下列规定:
1钢板卷管或设备的筒节与筒节、筒节与封头组对时,相邻 两节间纵向焊缝间距应大于壁厚的3倍,且不应小于IOOmmi同 一筒节上两相邻纵缝间的距离不应小于20Omlno
2管道同一直管段上两对接焊缝中心间的距离应符合下列 规定:
1) 当公称尺寸大于或等于15Omm时,不应小于150mm;
2) 当公称尺寸小丁T 50mm时,不应小于管子外径,且不应 小于 IOOnlmfI
3卷管的纵向焊缝应置于易检修的位置,且不宜在底部。
4有加固环、板的卷管,加固环、板的对接焊缝应与管子纵向
• 15 • 焊缝错开,其间距不应小于IOt)Inmo加固环、板距卷管的环焊缝 不应小于50mmo
5加热炉受热面管子的焊缝与管子起弯点、联箱外壁及支、 吊架边缘的距离不应小于70mm;同一直管段上两对接焊缝中心 间的距离不应小于15OmmO
6除采用定型弯头外,管道对接环焊缝中心与弯管起弯点的 距离不应小于管子外径,且不应小于IOommO管道对接环焊缝距 支、吊架边缘之间的距离不应小于50mmj需进行热处理的焊缝距 支、吊架边缘之间的距离不应小于焊缝宽度的5倍,且不应小于 IOOmnIU
7不宜在焊缝及其边缘上开孔。当必须在焊缝上开孔或开 孔补强时,应符合本规范第13. 3. 6条的规定。
7.2.7 坡口形式和尺寸宜符合本规范附录C表C. O. M .表 C. O. A2和现行国家标准《气焊、焊条电弧焊、气体保护焊和高能 束焊的推荐坡口))GB∕T 985. 1、《埋弧焊的推荐坡口》GB/T 985. 2、 《复合钢的推荐坡U >)GB∕T 985. 4的规定。
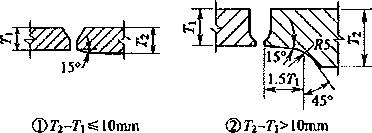
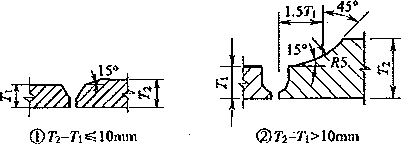
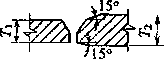
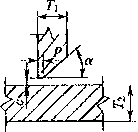
7.2. 8不等厚对接焊件组对时,薄件端面应位于厚件端面之内。 当内壁错边量大于本规范第7. 2, 4条、第7. 2. 5条规定或外壁错 边量大于3mm时,应按图7.2.8进行加工修整O
7.2.9当焊件组对的局部间隙过大时,应修整到规定尺寸,并不 得在间隙内添加填塞物。
7. 2. 10焊件组对时应垫置牢固,并应采取措施防止焊接和热处 理过程中产生附加应力和变形。
7.2.11背面带钢垫板的对接坡口焊缝,垫板与母材之间应贴紧。
7. 2. 12纵向对接焊缝两端部宜设置引弧板和引出板,其材质宜 与母材相同或为同一类别。
7.2. 13 不锈钢焊件坡口两侧# IOOmm范围内,在施焊前应采 取防止焊接飞溅物沾污焊件表面的措施。
7.2.14螺柱焊的电源应单独设置,工作区应远离磁场或采取措
•16*
施防止磁场对焊接的影响;施焊构件宜水平放置。
(a)内壁尺寸不相等
(b)外壁尺寸不相等
(C)内外壁尺寸均不相等
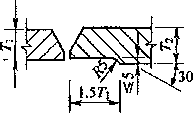
(d)内壁尺寸不相等的削薄
图7. 2. 8不等厚对接焊件坡口加工
孔一不等厚焊件接头的薄件母豺厚度;G-不等厚焊件接头的厚件母材厚度
注:用于管件时,如受长度条件限制,图3)①JS(b)①和图(C)中的15。角可改用 30°角。
7.3焊接工艺要求
7.3.1焊接材料的选用应按照母材的化学成分、力学性能、焊接 性能、焊前预热、焊后热处理、使用条件及施工条件等因素综合确 定,并应符合下列规定:
1焊接材料的焊接工艺性能应良好。
2焊缝的使用性能应符合国家现行有关标准和设计文件的 规定0
3同种钢焊接时,应符合下列规定:
1) 焊缝金属的力学性能应高于或等于相应母材标准规定的 下限值。
2) 铭、钳耐热钢应选用与母材化学成分相当的焊接材料。焊 缝金属的铭、钳含量不应低于相应母材标准规定的下限值O
3) 低温钢应选用与母材的使用温度相适应的焊接材料。含 镣低温钢焊缝金属的含镣量应与母材相近或稍高。
4) 高合金钢宜选用与母材台金系统相同的焊接材料。耐热 耐蚀高合金钢可选用镣基焊接材料。
5) 用生成奥氏体焊缝金属的焊接材料焊接非奥氏体母材时, 应考虑母材与焊缝金属膨胀系数不同而产生的应力作用。
4异种钢焊接时,应符合下列规定:
1) 当两侧母材均为非奥氏体钢或均为奥氏体钢时,可根据 强度级别较低或合金含量较低一侧母材或介于两者之间 选用焊接材料。
2) 当两侧母材之一为奥氏体钢时,应选用25Cr-13Ni型或 含镣量更高的焊接材料。当设计温度高于425°C时,宜 选用镣基焊接材料。
5复合钢焊接时,基层和复层应分别按照基层和复层母材选 用相应的焊接材料,过渡层应选用25Cr-13Ni型或含镣量更高的 焊接材料。
6常用碳素钢及合金钢焊接材料和异种钢焊接材料可按本 规范附录D表D. 0. 1-1和表D. 0. 1-2选用。
7埋弧焊时,选用的焊剂应与母材和焊丝相匹配。
7.3.2定位焊缝应符合下列规定:
1定位焊缝应由持相应合格项目的焊工施焊。
2定位焊缝焊接时,应采用与工程正式焊接相同的焊接「匸艺D
3定位焊缝的长度、厚度和间距的确定,应能保证焊缝在正 式焊接过程中不开裂。
4在根部焊道焊接前,应对定位焊缝进行检查,当发现缺陷
* 18 •
时,应处理后方可施焊。
5与母材焊接的工卡具其材质宜与母材相同或为同一类别 号,其焊接材料宜采用与母材相同或为同一类别号。拆除工卡具 时不应损伤母材。拆除后应确认无裂纹并将残留焊疤打磨修整至 与母材表面齐平。
6复合钢定位焊时,定位焊缝宜焊在基层母材坡口内,且采 用与焊接基层金属相同的焊接材料。
7.3.3不得在坡口之外的母材表面引弧和试验电流,并应防止电 弧擦伤母材。
7.3.4对含铭量大于或等于3%或合金元素总含量大于5%的焊 件,采用鸨极惰性气体保护电弧焊或熔化极气体保护电弧焊进行 根部焊接时,焊缝背面应充氯气或其他保护气体,或应采取其他防 止背面焊缝金属被氧化的措施。
7.3.5焊接时应采取合理的施焊方法和施焊顺序。
7.3.6焊接过程中应保证起弧和收弧处的质量,收弧时应将弧坑 填满。多层多道焊接头应错开.
7.3.7管子焊接时,管内应防止穿堂风。
7.3.8除工艺或检验要求需分次焊接外,每条焊缝宜一次连续焊 完。当因故中断焊接时,应根据工艺要求采取保温缓冷或后热等 防止产生裂纹的措施。再次焊接前应检查焊道表面,确认无裂纹 后,方可按原工艺要求继续施焊.
7.3.9需预拉伸或预压缩的管道焊缝,组对时所使用的工卡具应 在整个焊缝焊接及热处理完毕并经检验合格后方可卸载。
7. 3. 10第一层焊缝和盖面层焊缝不宜采用锤击消除残余应力。
7.3.11对进行双面焊的焊件,应清理焊根,并应显露出莲而打底 的焊缝金属。清根后的坡口形状,应宽窄一致。
7.3.12低温钢、奥氏体不锈钢、双相不锈钢、耐热耐蚀高合金钢 以及奥氏体与非奥氏体异种钢接头焊接时应符合下列规定:
1应在焊接工艺文件规定的范围内,在保证焊透和熔合良好
• 19 * 的条件下,采用小电流、短电弧、快焊速和多层多道焊工艺,并应控 制道间温度。
2对抗腐蚀性能要求高的双面焊焊缝,除双相不锈钢焊缝 外,与腐蚀介质接触的焊层应最后施焊。
3 22Cr-5Ni-3Mo. 25Cr-7Ni-4Mo型双相不锈钢釆用鸨极惰 性气体保护电弧焊时,宜釆用98%Ar+2%N?的混合保护气体。
7. 3.13奥氏体钢与非奥氏体钢的焊接,当焊件厚度较大时,可采 用堆焊隔离层的方法,隔离层的厚度应不小于4mmo 7.3.14复合钢焊接应符合下列规定:
1复合钢的焊接宜按基层焊缝、过渡层焊缝、复层焊缝的焊 接顺序进行。
2不得采用碳钢和低合金钢焊接材料在复层母材、过渡层焊 缝和复层焊缝上施焊。
3焊接过渡层时,宜选用小的焊接线能量。
4在焊接复层前,应将落在复层坡口表面上的飞濺物清理干 净.
7.3. 15对奥氏体不锈钢、双相不锈钢焊缝及其附近表面应按设 计规定进行酸洗、钝化处理。
7. 3.16螺柱焊的焊接应符合下列规定:
1焊接工艺参数应根据焊接工艺评定确定,不得任意调节。
2每个工作日(班)施工作业前,应在厚度和性能与构件相近 的试件上先试焊2个焊钉,并应进行外观检验和弯曲试验,合格 后再进行正式焊接。
3螺柱焊施焊完毕,应将焊钉焊缝上的焊渣或剩余瓷环全部 清除。
7.3. 17 公称尺寸大于或等于60Omm的管道和设备,宜在内侧 进行根部封底焊。
7. 3. 18当有下列情况之一时,管道或设备的焊缝底层应采用鸨 极惰性气体保护电弧焊或能保证底部焊接质量的其他焊接方法或
• 20 •
工艺:
1公称尺寸小于60OnHn,且设计压力大于或等于IOMPa,或 设计温度低于一 20'C的管道。
2对内部清洁度要求较高及焊接后不易清理的管道或设备。
7.4焊前预热及焊后热处理
7.4.1焊前预热及焊后热处理应根据钢材的淬硬性、焊件厚度、 结构刚性、焊接方法、焊接环境及使用条件等因素综台确定。焊前 预热及焊后热处理要求应在焊接工艺文件中规定,并应经焊接工 艺评定验证。
7.4.2焊前预热应符合设计文件的规定。常用钢种的最低预热 温度应符合表7.4.2的规定。
表7.4.2常用钢种的最低预热温度
|
母材类别 (公称成分) |
焊件接头母所厚度 T(rnπι) |
母材最小规定抗拉 强度(MPa) |
最低预热温度 (cC} |
|
碳钢(C)、 曝铉钢(OMn) |
≥25 |
全部 |
80 |
|
<25 |
>490 |
80 | |
|
台金兩(TM。、 Mn-MgCr-MG Cr≤0.5% |
>13 |
全部 |
80 |
|
<13 |
>490 |
80 | |
|
合金钢(Cr-MO) O. 5%<Cr≤2⅜ |
全部 |
全部 |
150 |
|
合金钢(CrMO) 2, 25⅜≤Cr≤10⅜ |
全部 |
全部 |
175 |
|
马氏体不锈钢 |
全部 |
全部 |
150 |
|
低温镣钢CNi≤4⅜) |
全部 |
全部 |
95 |
7.4.3 当焊件温度低于0笆时,所有钢材的焊缝应在始焊处 IoOmm范围内预热至15°C以上。
7.4.4焊前预热的加热范围应以焊缝中心为基准,每侧不应小于 焊件厚度的3倍,且不应小于IoOnInK
7.4.5要求焊前预热的焊件,其道间温度应在规定的预热温度范
• 21 • 围内。碳钢和低合金钢的最高预热温度和道间温度不宜大于 25O'C,輿氏体不锈钢的道间温度不宜大于150OCo
7.4.6焊后热处理应符合设计文件的规定。当无规定时,管道的 焊后热处理应符合现行国家标准《工业金属管道工程施工规范》 GB 50235中的有关规定;设备的焊后热处理应符合现行行业标准 《压力容器焊接规程》NB/T 47015的有关规定。
7.4.7对有抗应力腐蚀要求的焊缝,应进行焊后热处理。
7.4.8非奥氏体异种钢焊接时,应按焊接性较差的一侧钢材选定 焊前预热和焊后热处理温度,但焊后热处理温度不应超过另一侧 钢材的下临界点。调质钢焊缝的焊后热处理温度应低于其回火温 度。
7. 4. 9焊后热处理的方式应符合下列规定S
1现场设备的焊后整体热处理宜采用炉内整体加热、炉内分 段加热、炉外整体和分段加热等方法;现场设备分段组焊的环缝、 管道焊缝以及焊接返修后的热处理,宜采用局部加热方法。
2炉内分段加热时,加热各段重叠部分长度不应少于 150Onlmo炉外部分的设备应采取防止产生有害温度梯度的保温 措施。
3采用局部加热热处理时,加热带应包括焊缝、热影响区及 其相邻母材。焊缝每侧加热范围不应小于焊缝宽度的3倍,加热 带以外1 OOmm的范围应进行保温。
7.4.10炉外整体热处理和局部加热热处理的保温材料和保温层 厚度应符合设计文件、相关标准廂热处理工艺文件的规定。保温 层应紧贴焊件表面,接缝应严密。多层保温时,各层接缝应错开。 在热处理过程中,保温层不得松动、脱落。
7.4.11焊前预热及焊后热处理过程中,焊件内外壁温度应均匀。 管道后热及焊后热处理宜釆用电加热法。
7.4. 12焊前预热及焊后热处理时,应测量和记录其温度,测温点 的部位和数量应合理,测温仪表应经检定合格。
7.4.13热处理温度在整个热处理过程中疵连续自动记录,记录 图表上应能区分每个测温点的数值。热处理过程中应防止热电偶 与焊件接触松动。
7.4.14对易产生焊接延迟裂纹的钢材,焊后应立即进行焊后热 处理。当不能立即进行焊后热处理时,应在焊后立即均匀加热至 2。0°C〜35O°C,并进行保温缓冷。保温时间应根据后热温度和焊 缝金属的厚度确定,不应小于30nιino其加热范围不应小于焊前 预热的范围。
7. 4.15焊后热处理的加热速度及冷却速度应符合下列规定:
1当加热温度升至400°C时,加热速度不应大于(205X25/Q oc∕h(/为焊件焊后热处理的厚度,下同),且不博大于205oC∕ho
2恒温期间最高与最低温差应小于65°CO
3恒温后的冷却速度不应超过(26O×25∕r)cC∕h,且不得大 于260oC∕h,4OoeC以下可自然冷却。
7.4.16奥氏体不锈钢复台钢不宜进行焊后热处理。对耐晶间腐 蚀要求较高的设备,当基层需要热处理时,宜在热处理后再焊接复 层焊缝。
8.1 一般规定
8. 1. 1本章适用于工业纯铝及铝合金现场设备和管道的焊接施工。 8.1.2本章适用了•鶴极惰性气体保护电弧焊和熔化极惰性气体 保护电弧焊。
8.2焊前准备
8.2.1焊丝的选用应综合考虑母材的化学成分、力学性能和使用 条件等因素,并应符合下列规定:
1焊接工艺性能应良好。
2焊缝金属的力学性能不应低于相应母材标准规定的下限 值,焊缝的使用性能应符合国家现行有关标准和设计文件的规定。
3纯铝焊接时,应选用纯度不低于母材的焊丝。
4钥镁合金焊接时,应选用含镁量不低于母材的焊丝。
5铝鮭合金焊接时,应选用与母材成分相近的焊丝或铝硅合 金焊丝。
6异种铝合金焊接时,疵按耐蚀较高、强度高的母材选择焊丝。
7常用铝及铝合金焊丝可按本规范附录D表D.0.2-1和表 D. 0. 2-2 选用。
8保护气体应选用氧气、氮气或的混合气。
8. 2. 2焊件坡口制备应符合下列规定:
1坡口形式和尺寸宜符合本规范附录C表C. 0. 2或现行国家 标准《铝及铝合金气体保护焊的推荐坡口 >)GB∕T 985. 3的规定。
2坡「」加工应采用机械方法或等离子弧切割。切割后的坡 口表面应进行清理,表面应平整光滑并应无毛刺和飞边。
• 24 •
8.2,3焊前清理应符合下列规定:
1焊件组对和施焊前应对焊件坡口、垫板及焊丝进行清理。 两侧坡口的清理范围不应小于50mmo应先用丙酮等有机溶剂去 除表面的油污,再用机械法或化学法清除表面氧化膜。
1) 机械法清理:坡口及两侧表面应采用刮削、櫟削或铢削, 也可采用不锈钢丝刷(轮)清理,并应露出金属光泽。焊 丝表面应用不锈钢丝刷或干净的油砂纸擦洗。钢丝刷应 定期进行脱脂处理。
2) 化学法清理:应采用5%〜10%的氢氧化钠溶液,在温度 为70oCT浸泡30s〜60s,然后水洗,再用15%左右的 硝酸在常温下浸泡2min,然后用温水洗净,并使其干 燥。
2清理好的焊件和焊丝应保持干燥和加以保护,并及时施 焊,不捋有水迹、碱迹或被沾污。
3当焊件和焊丝清理后超过8h未焊时.且无有效的保护措 施,则焊接前应重新淸理。
8.2.4焊件组对应符合下列规定:
1焊接定位焊缝时,应采用与正式焊接相同的焊丝和评定合 格的焊接工艺,并应由合格焊工施焊。
2设备定位焊缝的长度、间距和高度宜符合表8. 2.4-1的规 定,管道定位焊缝尺寸应符合表8.2.4-2的规定。
表8. 2. 4-1设备定位焊缝尺寸(mm)
|
板厚 |
间矩 |
焊缝高度 |
长度 | |
|
纵缝 |
环缝 | |||
|
1-3 |
20 — 60 |
1 ~3 |
5〜15 |
10 — 20 |
|
3〜8 |
60-180 |
3〜4 |
15 〜25 |
20-30 |
|
8~ M |
180—250 |
3〜6 |
20—30 |
30—40 |
|
>14 |
250—350 |
4 6 |
3。〜50 |
40—70 |
表8.2.4-2管道定位焊缝尺寸(mm)
|
公称尺寸 |
位置与数量 |
焊缝高度 |
长度 |
|
≤50 |
对称2点 |
根据焊件厚度确定 |
5~ IO |
|
'J>501 ≤ 150 |
角布2点〜3点 |
5~-10 | |
|
>150.≤200 |
均布3点〜4点 |
10 — 20 |
3正式焊接前应对定位焊缝进行检查,当发现缺陷时,应及 时处理。定位焊缝表面的氧化膜应清理干净,并应将其两端修整 成缓坡形。
4拆除定位板时不应损伤母材,拆除后残留的焊疤应打磨至 与母材表面齐平。
5焊件不得强行组对,组对后的接头应经检验合格方可施 焊。
8.2.5当焊缝背面需加设永久性垫板时,垫板材质应符合设计规 定;当设计无规定时,垫板材质应与母材相同,垫板上应开有容纳 焊缝根部的沟槽。当焊缝背面需加设临时垫板时,垫板应采用对 焊缝质量无不良影响的材质。
8. 2. 6管道对接焊缝组对时,内壁错边量应符合下列规定:
1当母材厚度小于或等于5mm时,内壁错边量不应大丁-Ot 5mmo
2当母材厚度大于5min时,内壁错边量不应大于母材厚度 的1。%,且不应大于2mnιo
8.2.7设备对接焊缝的错边量应符合下列规定;
1当母材厚度小于或等于12mm时,纵缝、环缝错边量均不 应大于1/5母材厚度。
2当母材厚度大于12mm[⅛,纵缝错边量不应大于2. 5mm, 环缝错边量不应大于1/5母材厚度且不应大于5mmo
8.2.8不等厚对接焊件组对时,薄件端面应位于厚件端面之内。 当外壁错边量大于3mm或内壁错边量大T本规范第8.2.6条、第
8.2. 7条规定时,应按本规范第7.2. 8条的规定对焊件进行加TL
• 26 •
8.3焊接工艺要求
8.3.1鸨极惰性气体保护电弧焊应采用交流电源,熔化极惰性气 体保护电弧焊应采用直流电源,焊丝接正极。
8. 3. 2焊接前应在试板上试焊,调整好工艺参数并确认无气孔后 再逬行正式焊接。
8.3.3当采用鸨极惰性气体保护电弧焊方法焊接厚度大于 IOmm的焊件,以及采用熔化极惰性气体保护电弧焊方法焊接厚 度大于15mιn的焊件时,焊前宜对焊件进行预热,预热温度宜为 IOOoC-150°CO
8.3.4当焊件温度低于5cC时,应在施焊处IoOmm范围内预热 至 150CUl±0
8.3.5焊接过程中应清除焊层焊道间的氧化物夹杂等缺陷,双 面焊应清理焊根,显露出正面打底的焊缝金属。
8.3.6宜釆用大电流快速施焊法,焊丝的横'向摆动不宜超过其直 径的3倍。弧坑应填满,接弧处应熔合焊透。.
8,3.7引弧板和熄弧板的材质应与母材相同。
8. 3. 8鸨极惰性气体保护电弧焊的焊丝端部不应离开氧气保护 区,焊丝与焊缝表面的夹角宜为15°,焊枪与焊缝表面的夹角宜为 80° 〜9()°。
8.3.9多层焊时宜减少焊接层数,道间温度不应高于150CCO
8.3. 10 '对于公称尺寸大于或等于60Omm的管道和设备,宜采 用两人双面同步氯弧焊丁.艺。
8.3.11当钙极惰性气体保护电弧焊的鸨极前端出现污染或形状 不规则时,应进行修正或更换鸨极。当焊缝出现触鶴现象时,应将 鸨极、焊丝、熔池处理干净后再继续施焊。
8.3.12当熔化极惰性气体保护电弧焊发生导电嘴、喷嘴熔入焊 缝时,应将该部位焊缝全部铲除,更换导电嘴和喷嘴后方可继续施 焊。
8.3. 13焊件应采用下列防止变形措施:
1焊接顺序应对称进行,当从中心向外进行焊接时,具有大 收缩量的焊缝宜先施焊,整条焊道应连续焊完。
2不等厚对接焊件焊接时,应采取加强拘束措施,防止对应 于焊缝中心线的应力不均匀。
3焊件宜进行刚性固定或采取反变形方法,并应留有收缩余 量。
9.1 一般规定
9. 1.1本章适用于纯铜及黄铜设备和管道的焊接施工。
9.1.2本章适用于纯铜和黄铜的钙极惰性气体保护电弧焊,以及 黄铜的氧乙焕焊方法。
9.2焊前准备
9. 2.1焊接材料的选用应符合T列规定:
1焊缝金属的力学性能不应低于相应母材退火状态标准规 定的下限值,焊接工艺性能应良好,焊缝的使用性能应符合国家现 行有关标准和设计文件的规定。
2纯铜焊接应选用含有脱氧元素、抗裂性好的焊丝。
3黄铜焊接应选用含锌量少、抗裂性好的焊丝。
4铜及铜合金焊丝及焊剂可按本规范附录D表D 0.3选 用。
5鸨极惰性气体保护电弧焊所采用的保护气体应选用氧气、 氮气成氧和氮的混合气。
9.2.2焊件坡口制备应符合下列规定:
1坡口形式和尺寸可根据不同焊接方法和焊接丁艺参数确 定,应采用坡门角度大、根部间隙宽的形式。
2焊件的坡口形式和尺寸宜符合本规范附录C表C 0. 3-1 和表C. 0. 3-2的规定。
3纯铜及黄铜的切割和坡口加工应采用机械或等离子弧切 割方法。
9.2.3 焊件组対和施焊前,坡口及两侧不小于20mm范围内的
. 29 . 表面及焊丝,应采用丙酮等有机溶剂除去油污,并应采用机械方法 或化学方法清除氧化膜等污物,使之露出金属光泽;当釆用化学方 法时,可用30%硝酸溶液浸蚀2min-3min,用水洗净并干燥。
9.2.4管道对接焊缝组对时,内壁错边量不应超过母材厚度的 10%,且不大于ImmD不宜在焊缝及其边缘开孔,如必须开孔时, 应符合本规范第13.3.6条的规定。
9. 2.5设备对接焊缝错边量应符合本规范第8. 2. 7条规定。
9.2.6不等厚对接焊件的组对,当内壁错边量超过本规范第
9. 2. 4条和第9. 2.5条规定或外壁错边量大于3mm时,应按本规 范第7.2. 8条的规定对焊件进行加工。
9.2.7设备、容器相邻筒体或封头与筒体组对时,纵缝之间的距 离不应小于IOOInIno
9.3焊接工艺要求
9.3.1焊接定位焊缝时,应釆用与正式焊接要求相同的焊接材料 及焊接工艺,并应由合格焊工施焊。当发现定位焊缝有裂纹、气孔 等缺陷时应清除重焊。
9.3.2釆用单面焊接接头时,应采取在背面加垫板等措施。
9.3.3铜管焊接位置宜釆用转动焊,铜板焊接位置宜采用平焊。
9. 3. 4每条焊缝宜一次连续焊完。
9. 3.5纯铜及黄铜的鸨极惰件气体保护电弧焊应符合下列规定: 1焊接时应釆用直流电源,母材接正极。
2焊接前应检查坡口的质量,不应有裂纹、分层、夹渣等缺 陷O当发现缺陷时,应修磨或重新加工C
3 当焊件壁厚大于或等于4mm时,焊前应对坡「"两侧 15Omm范围内进行均匀预热,纯铜预热温度应为300°C〜500'C ,黄铜 预热温度应为IOooC-300OCO焊缝道间温度不应低于预热温度。
4焊接过程中发生触鸨时,应将鸨极、焊丝和熔池处理干净 方可继续施焊。
• 30 `
5进行预热或多层多道焊时,应及时去除焊件表面及焊道间 的氧化层。
9. 3. 6黄铜氧乙块焊应符合下列规定:
1宜采用微氧化焰和左焊法施焊。
2施焊前应对坡口两侧15Omm范围内进行均匀预热。当 板厚为5 mm — 15 mm时,预热温度应为400°C ~500°C ;当板厚大 于15mm时,预热温度应为50OeC-550OCO
3焊前应将焊剂用无水酒精调成糊状涂敷在坡口或焊丝表 面;也可在施焊前将焊丝加热后蘸上焊剂。
4宜采用单层单道焊。当采用多层多道焊时,底层焊道应采 用细焊丝,其他各层宜采用较粗焊丝。各层焊道表面熔渣应清除 干净,接头应错开。
5异种黄铜焊接时,火焰应偏向熔点较高的母材侧。
9.3.7应采取防止焊接变形、降低焊接残余应力的措施。焊后可 对焊缝和热影响区进行热态或冷态锤击。
9. 3. 8黄铜焊后热处理应符合下列规定:
1黄铜焊后应进行热处理.热处理前应对焊件采取防变形的 措施。热处理加热范围以焊缝中心为基准,每侧不应小于焊缝宽 度的3倍。
2热处理温度应符合设计文件的规定。当设计无规定时,可 按下列热处理温度进行,
1) 消除焊接应力热处理温度应为400°C-450°C;
2) 退火热处理温度应为500°C〜600°C°
3对热处理后进行返修的焊缝,返修后应重新进行热处理。
10.1 一般规定
10.1.1本章适用于钛及钛合金(低合金钛,下同)设备和管道的 焊接施工。
10.1.2本章适用于鸨极惰性气体保护电弧焊方法。
10.2焊前准备
10. 2. 1焊接材料的选用应符合下列规定S
1焊缝金属的力学性能不应低于相应母材退火状态标准规 定的下限值,焊接工艺性能应良好,焊缝的使用性能应符合国家现 行有关标准和设计文件的规定。
2焊丝的化学成分应与母材相当。
3当对焊缝有较高塑性要求时,应釆用纯度比母材高的焊丝。
4不同牌号的钛材焊接时,应按耐蚀性能较好或强度级别较 低的母材选择焊丝。
5不得从所焊母材上裁条充当焊丝。
6保护气体应选用氯气、氮气或氯和氮的混合气。
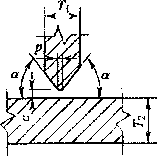
10.2.2鸨极直流氣弧焊时,鸨极直径应按所使用的焊接电流大 小进行选择,其端部应修磨成圆锥形(图10. 2. 2).在焊接过程 中,鸨极的端部应始终保持圆锥状。
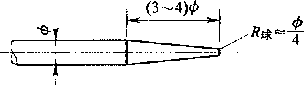
图10.2.2鸨极端部形状和尺寸
10; 2. 3坡口形式和尺寸宜符合本规范附录C表C. 0.4规定。
10. 2.4坡口加工应采用机械加工的方法。加工后的坡口表面应 平整、光滑,不得有裂纹、分层、夹杂、毛刺、飞边和氧化色。坡口表 面应呈银白色金属光泽。
10. 2. 5焊件组对和施焊前,坡口及焊丝的清洗应符合下列规定:
1可根据表面污染程度选用脱脂、机械清理或化学清洗法。
2当进行机械清理时,应清除坡口及其两侧20Inm范围内 的内外表面及焊丝表面的油污,并应用奥氏体不锈钢细铿、丝刷、 硬质合金饺刀等机械方法清除氧化膜、毛剌或表面缺陷。清理工 具应专用,并应保持清洁。
经机械清理后的表面,焊接前应使用不含硫的丙酮或乙醇进 行脱脂处理,不得使用三氯乙烯、四氯化碳等氯化物溶剂。不得将 棉质纤维附于坡口表面。
3当采用酸洗溶液清除焊接坡口表面的氧化膜时,酸洗后, 应用清水冲洗并用丝布擦干;酸洗后的焊接坡口表面应呈现银白 色。
4焊丝应保持清洁、干燥,施焊前应切除端部已被氧化的部 分。当焊丝表面岀现氧化现象时,应进行化学清洗。
5清理干净的焊丝和焊件应保持干燥并加以保护,焊前不得 沾污,不得用手触摸焊接部位,否则应重新进行清理。
6坡口及焊丝清理后应及时焊接。当清理后4h仍未焊接 时,焊前应重新进行清理。
10.2.6管道对接焊缝组对时,内壁错边量不应超过母材厚度的 IO %,且不应大于InImO
10. 2.7设备对接焊缝的错边量应符合本规范第8. 2. 7条规定O
10. 2. 8不等厚对接焊件组对时,薄件端面应位于厚件端面之内O 当内壁错边量大于本规范第10. 2. 6条、第10.2.7条的规定或外 壁错边量大于3mm时,应按本规范第7.2. 8条的规定进行加工。
10.2.9当釆用钢质工装器具组对时,应釆取防止铁离子对钛材
• 33 .
污染的措施。
10. 2.10定位焊缝应采用评定合格的焊接工艺,应由合格焊工施 焊,焊缝长度宜为IOmm-15mm,高度不应超过壁厚的2/3 ,定位 焊间距应根据焊件尺寸和壁厚确定。定位焊缝不得有裂纹、气孔、 夹渣及氧化变色等缺陷,当发现缺陷时应及时消除。
10.3焊接工艺要求
10.3.1钛及钛合金鸨极惰性气体保护电弧焊应采用直流电源、 正接法。
10.3.2管道焊接位置宜采用水平转动平焊。
10.3.3钛及钛合金的焊接不宜进行焊前预热。多层焊缝道间温 度应低于IOOoCO必要时可采用铜垫板冷却。
10. 3. 4在保证熔透及成形良好的条件下,应选用小线能量焊接。 10.3.5焊接熔池及焊接接头的内外表面焊接区域,应采取下列 保护措施:
1应采用焊炬喷嘴保护熔池,喷出的氯气应保持稳定的层流 状态。
2应采用焊炬拖罩或全罩保护热态焊缝及其热影响区,焊炬 拖罩的形式应根据焊件形状和尺寸确定。公称尺寸小于或等于 SOmm的管道,宜采用全罩保护。
3应采用保护气体或铜垫板保护焊缝及近缝区的背面。当 采用气体保护肘,保护区域应提前充气,排净空气,并应保持微弱 的正压和呈流动状态。
10.3.6焊接时应采用高频引弧,焊炬应提前送气;熄弧时应采用 电流衰减装置和气体延时保护装置.弧坑应填满,并应防止大气 污染。
10. 3.7焊接过程中,焊丝的加热端应处于保护气体的保护之中; 熄弧后焊丝不应立即暴露在大气中,应在焊缝脱离保护时同时取 出;当焊丝被污染或氧化变色时,其污染或氧化变色的部分应予
• 34 •
切除。
10. 3. 8…条焊缝应一次焊完,当中途停焊后重新焊接时,应重叠 IOmm〜20mm。弧坑应填满,接弧处应熔合焊透。
10.3.9焊接过程中电弧应保持稳定。当多层焊过程中产生的夹 鸨或超标氧化、裂纹等缺陷时,应按本规范第10. 2.5条的要求清 理干净后,再继续施焊。
10.3.10焊接时不得采用对已污染的焊缝重新熔化焊接来改善 焊缝外观的方法消除氧化色。-
10. 3. ɪl钛及钛合金不宜进行焊后热处理。当设计文件有热处 理要求时,应在焊缝检验合格后进行。
10.3.12焊接时应采用合理的焊接顺序、施焊方法或刚性固定, 并应减少焊接变形和应力。
11.1 一般规定
11.1.1本章适用于镣及镣合金现场设备和管道的焊接施工。
11.1.2本章适用于焊条电弧焊、铛极惰性气体保护电弧焊、熔化 极惰性气体保护电弧焊和埋弧焊方法。
11.2焊前准备
11.2.1镣及镣合金焊接材料的选用应符合下列规定:
1焊缝金属的力学性能不应低于相应母材退火状态或固溶 状态标准规定的下限值,焊接工艺性能应良好,焊缝的使用性能前 符合国家现行有关标准和设计文件的规定。
2同种镣材的焊接,应选用和母•材合金系列和同的焊接材 料。
3异种镣材及镣材与奥氏体钢之间的焊接,应按耐蚀性能较 好的母材以及线膨胀系数与母材相近的原则选用焊接材料。
4镣及镣合金焊接材料宜按本规范附录D表D. 0. 4-1和表 D. (). 4-2 选用。
5惰性气体保护电弧焊时,保护气体应选用氯气、気气或氯 和気的混合气。
11.2.2坡口加工应符合下列规定:
1坡口应选用大角度和小钝边的形式,坡口形式和尺寸宜符 合本规范附录C表C. 0. 5的规定。
2焊件切割及坡门加工宜采用机械方法,当采用等离子切割 时,应清理其加工表面。
11.2.3焊件组对利施焊前,应对坡口两侧各20mrn范围内进行
• 36 • 清理。油污可用蒸汽脱脂;对不溶于脱脂剂的油漆和其他杂物,可 用氯甲烷、碱等清洗剂清洗;标记墨水可用甲醇清除;被压入焊件 表面的杂物可用磨削、喷丸或ιo%盐酸溶液清洗。清理完后,应 用水冲净,干燥后方能焊接。
11.2.4管道对接焊缝组对时,内壁错边量不应大于0. 5∏1mo
H.2.5设备对接焊缝的错边量应符合本规范第8.2.7条规定。
11.2.6不等厚对接焊件组对时,薄件端面应位于厚件端面之内。 当内壁错边量大于本规范第11. 2. 4条涸第11.2, 5条的规定或外 壁错边量大于3mm时,应按本规范第7.2. 8条的规定进行加工。
11.2.7定位焊缝应符合下列规定:
1定位焊应釆用经评定合格的焊接工艺,并应由合格焊工施 焊。
2釆用鸨极惰性气体保护电弧焊进行定位焊时,焊缝背面应 进行充氯气或其他气体保护。
3管道对接定位焊缝的长度宜为IOmm-15mm,厚度不应 超过壁厚的2/3;设备定位焊缝尺寸应符合表11. 2. 7的规定。
表11.2.7设备定位焊缝尺寸(mm)
|
焊件厚度T |
焊缝厚度 |
焊缝长度 |
间距 |
|
≤2fi |
≤0. 70T,H不小于6 |
>20 |
≤500 |
|
20 |
>30 |
4定位焊缝应焊透及熔合良好,并应无气孔、夹渣等缺陷。
5定位焊缝应平滑过渡到母材,并应将焊缝两端磨削成斜
坡。
6定位焊缝应均匀分布。正式焊接时,起焊点应在两定位焊 缝之间。
H.3焊接工艺要求
11.3.1镣及镣合金管的底层焊道焊接时,宜釆用钙极惰性气体 保护电抓焊方法「当含铭或含钥的镣合金焊接接头要求有良好的
-37 •
耐晶间腐蚀性能时,应釆用鸨极惰性气体保护电弧焊、熔化极楕性 气体保护电弧焊或焊条电弧焊方法。
11.3.2焊接应釆用小线能量、窄焊道和保持电弧电压的稳定,并 应采用短弧不摆动或小摆动的操作方法。
11.3.3焊缝多层焊时,宜釆用多道焊。底层焊道完成后,应采用 放大镜检查焊道表面。每一焊道完成后均应彻底清除焊道表面的 熔渣,并应消除各种表面缺陷。各层焊道的接头应错•开。 ,
11.3.4当焊件温度低于15°C时,应对焊缝两侧各30OmnI范围 内加热至150C-20oC,并应热透。对拘束度大的厚壁焊件,宜釆 取预热措施。道间温度应小于IOOOCo
11.3.5当釆用鸨极惰性气体保护电弧焊方法焊接底层焊道时, 焊缝背面应采取充氧气或其他气体保护措施。焊接过程中,焊丝 的加热端应置于保护气体中。
11.3.6焊件表面不得有电弧擦伤,并不得在焊件表面引弧和熄 弧。当焊接熄弧时应填满弧坑,并应磨去弧坑缺陷。
11.3.7当焊接小直径管子时,宜釆取在焊缝两侧加装冷却铜块 或用湿布擦拭焊缝两侧等冷却措施。
11.3.8双面焊时,背而清根应采用机械方法。
11.3.9焊接完毕后,应及肘将焊缝表面的熔渣及表面飞溅物清 理干净。
11.3.10镣及裸合金不宜进行焊后热处理。当设计文件要求进 行焊后热处理时,应在焊缝检验合格后进行。
12.1 一般规定
12.1. 1本章适用于错及誥合金管道的焊接施工。
12.1.2本章适用于鸨极惰性气体保护电弧焊方法。
12.2焊前准备
12.2.1焊接材料的选用应符合下列要求:
1焊缝金属的力学性能不应小于相应母材退火状态标准规 定的下限值,焊接工艺性能应良好,焊缝的使用性能应符合国家现 行有关标准和设计文件的规定。
2选用的焊丝其化学成分应与母材相同。常用错及错合金 的焊丝可按本规范附录D表D.0.5选用。
3保护气体应选用氧气、気气或的混合气。
12.2.2焊件坡口制备应符合下列规定:
1管子和管件的坡口形式和尺寸宜符合本规范附录C表 C. 0. 6的规定O
2焊件切割及坡口加工应釆用机械方法,加工速度应适当, 应防止过热氧化。当采用等离子切割管子时,应采取防止管子内 外表面被污染的措施,并应采用机械方法去除污染层。
3对坡口及其边缘20mm范围内的金属表面应进行机械清 理,并应使其露出金属光泽。
4坡口表面及两侧20πιm范围内外表面及焊丝表面应采用 无水酒精或丙酮等溶剂清除油脂、水分、灰尘等杂物,不得釆用含 氯的溶剂清洗焊件。
5清理好的焊件应立即施焊。当淸理超过4h未焊时,且无
• 39 • 有效的保护措施,则焊接前应重新清理。
12. 2. 3管道对接焊缝组对时,内壁错边量不应大于母材厚度的 10%,且不应大于ImmO
12. 2.4不等厚对接焊件组对时,薄件端面应位于厚件端面之内。 当内壁错边量大于本规范第12. 2. 3条规定或外壁错边量大于 3mm时,应按本规范第7. 2. 8条的规定进行加工。
12. 2.5定位焊缝应符合下列规定:
1定位焊缝的焊接工艺应与正式焊接相同,并应由合格焊工 施焊。
2定位焊缝应均匀分布,焊缝高度不得超过管壁厚的2/3。
3定位焊缝不得有裂纹、气孔或不允许存在的氧化变色等缺 陷。
12.3焊接工艺要求
12.3.1错及错合金焊接应采用直流电源、正接法。焊接位置宜 釆用转动平焊。
12. 3. 2错及错合金焊接宜选用偏大的焊接电流和较快的焊接速 度,焊接过程中应采取冷却措施,道间温度应低于IOoOC O
12.3.3誥及错合金内外表面的焊接区域均应采取有效的气体保 护措施,且应符合下列规定:
1应采用大直径的焊炬喷嘴保护熔池,焊炬喷嘴直径宜为 12mm-20mm,喷出的氧气应保持稳定的层流状态。
2应采用焊炬拖罩或全罩保护热态焊缝和热影响区的外表 面,焊炬拖罩的形状和尺寸应根据焊件尺寸和接头型式确定,应采 用导热性能较好的材料制作。
3应采用管内充氫气或其他保护气体保护焊缝及热影响区 的内表面,并保持微弱的正压和呈流动状态。
4应用独立的气路提供各区域的保护气体,输送时应保持均 匀,且互不干扰。气路中不允许残留水分廂任何泄漏,气路应采用
• 40・
塑料软管,不允许釆用橡胶管或其他吸潮材料。
5喷嘴及正、反面气体保护装置均应提前送气,应排除气路 及保护装置内的空气和吸附的潮气。焊接熄弧后应继续送气,直 到焊缝和热影响区冷却至300°C为止。
12.3.4焊接过程中,焊丝应始终处于保护气体的保护区内,当接 触到空气时,应立即停止焊接,并应切除焊丝端部25mm,再继续 施焊。
12.3.5当焊接过程中发生鸨极碰触焊丝或熔池时,应停止焊接, 去除被污染的焊缝,并应进行修磨或更换电极。
12.3.6当焊道表面出现变色时,应立即停止焊接,查明原因并应 釆取措施,经检验合格后再进行焊接。
13. 1焊接前检查
13.1. 1工程使用的母材及焊接材料,使用前应按本规范第4章 的规定进行检查和验收。
13.1.2焊接前应对焊接、热处理和工装设备进行检查、校准,并 应符合本规范第3. 0. 7条的规定。
13. 1.3焊接前应检查焊接工艺文件,并应符合本规范第5章的 有关规定。
13. L 4焊接前应检查焊工资格,并应符合本规范第6章的有关规定。
13. 1.5焊接前前对焊接环境进行监控,并应符合本规范第3. 0.5 和第3.0.8条的有关规定。
13.1.6组对前应对焊件的主要结构尺寸与形状、坡口形式和尺 寸、坡口表面进行检査,其质量应符合设计文件、焊接工艺文件及 本规范的有关规定。当设计文件、相关规定对坡口表面要求进行 无损检测时,检测及对缺陷的处理应在施焊前完成。
13. 1.7组对后应检查组对构件焊缝的形状、位置、错边量、角变 形、组对间隙、搭接接头的搭接量和贴合、带垫板对接接头的贴合 等,其质量应符合设计文件、焊接工艺文件及本规范的有关规定。
13.1.8焊接前应检査坡曰及坡口两侧的清理质量。清理宽度及 清理后的表面质量应符合本规范及焊接工艺文件的规定。
13.1.9焊接前应检查焊接材料的干燥及清洗质量,其质量应符 台本规范第4章及焊接工艺文件的规定。
13. 1. 10对有焊前预热规定的焊件,焊接前应检查预热温度并记 录.预热温度及预热区域宽度应符合设计文件、焊接工艺文件及本 规范的有关规定O
. 42 •
13.1. 11当本规范第13. 1节规定的检查结果不符合要求时,不 得施焊。
13.2焊接中间检查
13.2.1定位焊缝焊完后,应清除渣皮进行检查,其质量应符合本 规范及焊接工艺文件的规定。对发现的缺陷清除后,再进行焊接。 13.2.2对有冲击韧性要求的焊缝,施焊时应测量焊接线能量并 记录,焊接线能量应符合设计文件和焊接工艺文件的规定。
13.2.3多层焊每层焊完后,应立即对层间进行清理,并应进行外 观检查,清除缺陷后,再进行下一层的焊接。
13. 2. 4对规定进行层间无损检测的焊缝,无损检测应在外观检 查合掐后进行。表面无损检测应在射线检测及超声检测前进行。 经检验的焊缝在评定合格后,再继续进行焊接。
13.2.5对道间温度有明确规定的焊缝,应检查记录道间温度,道 间温度应符合焊接工艺文件的规定。
13.2.6对中断焊接的焊缝,继续焊接前应进行清理、检查,对发 现的缺陷应进行清除,并应符合规定的预热温度后方可施焊, 13.2.7焊接双面焊件时应清理并检查焊缝根部的背面,清除缺 陷后方可施焊背面焊缝。规定清根的焊缝,应在清根后进行外观 检查及规定的无损检测,清除缺陷后方可施焊。
13. 2. 8对规定进行后热的焊缝,应检查后热温度和后热时间。 后热温度、后热时间和加热区域范围应符合本规范有关规定和焊 接工艺文件的规定。
13.2.9设计文件或相关标准规定制作产品焊接检查试件时,产 品焊接检查试件的准备、焊接、试样制备和检查方法应符合设计文 件和国家现行有关标准的规定。
13.3焊接后检查
13.3, 1除设计文件和焊接丁艺文件有特殊要求的焊缝外,焊缝
• 43・ 应在焊完后立即去除渣皮、飞溅物,清理干净焊缝表面,并应进行 焊缝外观检查。
13.3.2除设计文件和焊接工艺文件另有规定外,焊缝无损检测 应在该焊缝焊接完成并经外观检査合格后进行。对有延迟裂纹倾 向的材料,无损检测应在焊接完成24h后进行(I对有再热裂纹倾 向的接头,无损检测应在热处理后进行。
13. 3. 3应按设计文件和国家现行有关标准的规定对焊缝进行表 面无损检测°.磁粉检测和渗透检测应按现行行业标准《承压设备 无损检测MB/T 4730的规定进行。
13.3.4焊缝的内部质量应按设计文件和国家现行有关标准的规 定进行射线检测或超声检测,并应符合下列规定:
1焊缝的射线检测和超声检测应符合现行行业标准'《承压设 备无损检测))JB∕T 4730的规定。
2射线检测和超声检测的技术等级应符合工程设计文件和 国家现行有关标准的规定。射线检测不得低于AB级,超声检测 不得低于B级。
3当现场进行射线检测时,应按有关规定划定控制区和监督 区,设置警告标志。操作人员应按规定进行安全操作防护。
4射线检测或超声检测应在被检验的焊缝覆盖前或影响检 验作业的工序前进行。
13.3.5对焊缝无损检测时发现的不允许缺陷.应消除后进行补 焊,并应对补焊处采用原规定的方法进行检验,直至合格。对规定 进行抽样或局部无损检验的焊缝,当发现不允许缺陷时,应采用原 规定的方法进行扩大检验。
13.3.6当必须在焊缝上开孔或开孔补强时,应对开孔直径1. 5 倍或开孔补强板直径范围内的焊缝进行射线或超声检测,确认焊 缝合格后,方可进行开孔。被补强板覆盖的焊缝应揩平,管孔边缘 不应存在焊接缺陷。
13.3.7设计文件没有规定进行射线照相检测或超声检测的焊
.44 •
缝,焊接检查人员应对全部焊缝的司见部分进行外观检査,当焊接 检查人员对焊缝不可见部分的外观质量有怀疑时,应做进一步检验。
13.3.8焊缝焊后热处理检查应符合下列规定:
1对炉内逬行整体热处理的焊缝以及炉内分段局部热处理 的焊缝,应检查并记录进出炉温度、升温速度、降温速度、恒温温度 利恒温时间、有效加热区内最大温差、任意两测温点间的温差等参数Q 热处理相关参数应符合设计文件、热处理工艺文件和本规范的规定。
2对炉外进行整体热处理的焊缝,应检查并记录升温速度、 降温速度、恒温温度和恒温时间、任意两测温点间的温差等参数、 测温点数量和位置。热处理相关参数应符合设计文件、热处理工 艺文件和本规范的规定。
3对进行局部加热热处理的焊缝,应检查和记录升温速度、 降温速度、恒温温度和恒温时间、任意两测温点间的温差等参数和 加热区域宽度。热处理参数及加热区域宽度应符合设计文件、热 处理工艺文件和本规范的有关规定。
4焊缝热处理效果应根据设计文件或国家现行有关标准规定 的检查方法进行检查。炉内整体热处理的焊缝、炉内分段局部热处理 的焊缝、炉外整体热处理.的焊缝,应通过在相同环境条件下加热的产 品焊接检查试件进行检査。局部加热热处理的焊缝应进行硬度检验O
5当热处理效果检查不合格或热处理记录曲线存在异常时, 宜通过其他检测方法进行复査与评估。
13.3.9当焊缝及附近表面进行酸洗、钝化处理时,其质量应符合 设计文件和国家现行有关标准的规定。
13.3.10当对焊缝逬行化学成分分析、焊缝铁素体含量测定、焊 接接头金相检验、产品试件力学性能等检验时,其检验结果应符合 设计文件初国家现行有关标准的规定。
13. 3. 11焊缝的强度试验及严密度试验应在射线检测或超声检 测以及焊缝热处理后进行。焊缝的强度试验及严密度试验方法及 要求应符合设计文件和国家现行有关标准的规定。
13.3.12焊缝焊完后应在焊缝附近做焊工标记及其他规定的标 记。标记方法不得对材料表面构成损害或污染。低温用钢、不锈 钢及有色金属不彳寻使用硬印标记。当不锈钢和有色金属材料采用 色码标记时,印色不应含有对材料产生损害的物质。
13.4焊接工程交接
13.4.1施工单位按合同规定的范围完成全部焊接工程项目后, 应及时与建设单位或总承包单位办理交接手续。
13. 4.2焊接工程交接前,建设单位或总承包单位应对其进行检 査和验收,并应确认下列内容;
1施工范围和内容符合合同规定。
2工程质量符合设计文件及本规范的规定。
13. 4.3焊接工程交接时,施工单位应向建设单位或总承包单位 提交下列文件:
1母材和焊接材料的质量证明文件或复验、试验报吿。
2焊接施工检查记录和试验报告应包括下列内容,且应符合 国家现行有关标准的规定:
1) 焊工资格认可记录;
2) 焊接检查记录;
3) 焊缝返修检查记录;
4) 焊缝热处理报告(含热处理记录曲线)i
5) 无损检测报告(射线检测、超声波检测.、磁粉检测、渗透检 测等);
6) 硬度检验、光谱分析或其他试验报告。
3设备排版图或管道轴测图、设计变更和材料代用单。
13.4.4要求无损检测和焊后热处理的焊缝,应在设备排版图或 管道轴测播上标明焊缝位置、焊缝编号、焊工代号、无损检测方法、 无损检测焊缝位置、焊缝补焊位置、热处理和硬度检验的焊缝位 置。不要求无损检测的焊缝,可采用焊缝标识图对焊缝进行标识。
• 4 6 •
表A焊接工艺规程的格式
|
焊接工艺规程例~ : |
页数 | |
|
工程名称工程绢号 产品名称《施焊部位) 产品绢号(设备编号、管线号或焊離编号) | ||
|
焊接工艺评定报吿(PQR)编号 焊接施工执行标准 焊接方法―— ___操作类型(手工,自动,半自动) | ||
|
焊接接头: 坡口形式______________衬垫(材科及规格)__ 简图(接头型式、坡□形式利尺寸、焊层/焊道布置及顾序示意图): 接头制备要求: | ||
|
母材: 材駐标准号 ________ _____________ ― _________型号成牌号与 林料标准号 ^ _____________型号或牌号相焊 厚度范闱:坡口焊 ___角焊 __ 管道直径范围;坡口焊 角焊 _____ 其他___ 一____ | ||
续表A
|
焊接工艺规程编号 页数 | ||||||||||||
|
填充金属 | ||||||||||||
|
焊接材料标准号 | ||||||||||||
|
~~型号"" | ||||||||||||
|
牌号 | ||||||||||||
|
尺寸 | ||||||||||||
|
烘干温度(¢)/时间(h) | ||||||||||||
|
焊鏡熔敷金属厚度 | ||||||||||||
|
其他 | ||||||||||||
|
焊接(⅛S = 坡□对接焊∙⅜⅛位置 角焊缝位置 焊接方向(向上、向下) 其他 __—_____ |
预热: 预热温度(=C) 层间 Bffi(IC) 后热温度(°C)和时间(h) 加热方式及其他 | |||||||||||
|
焊后热处理: 温度('C)_______ 时间(h) 升温速度 降温速度 __ ^ 其他 |
气体: 种类(成分)混合配比(纯度)流量(Wmin) 保护气体 _____ ___ 尾部气 _____ 背部气„^_一 ___„ 其他 | |||||||||||
|
电特性: 电流种类 极性—„— 电流范围(A)___电強Jfe压(V) 送丝速度 嬌滴过渡形式— 钙极类型及尺寸 其他 ' ___________ | ||||||||||||
|
焊层/ 焊道 |
焊接 方法 |
填充金属 |
焊接电流 |
电強电压 (V) |
焊接速度 (eπι∕πιin) |
线能量 (kj∕cm} | ||||||
|
牌号 |
直径 (mm) |
类型/ 极牲 |
安培 (Λ) | |||||||||
续表A
|
焊接工艺规程编号 页数 | |||||
|
技术措施: 摆动焊或不摆动焊道 捏动参数 焊前清理或层间清理 背ffl清根 ^ 导电嘴至工件距离 鸨极伸岀长度 焊逅、电极(焊丝、焊条)角度_^___ 喷嘴尺寸____单道焊或多道焊(每例)单丝焊或多丝焊 锤击 , 其他: | |||||
|
绢制 |
审核 |
批准 | |||
|
Pi期 |
日期■ |
日期 | |||
B. 0. 1焊接技能评定记录的格式宜符合表B. O. 1的规定。
表B.0.1焊接技能评定记录
|
试件绢号 姓名 |
试件位置 | ||||||||
|
母材牌号 |
焊条牌号及直径 | ||||||||
|
板材厚度 |
焊丝牌号及直径 | ||||||||
|
管材外径和島京 |
焊剂牌号 | ||||||||
|
輝接方法 |
钙极牌号及直彳厂 | ||||||||
|
试件形式―^ |
保护气体~~ | ||||||||
|
外观检查 |
检查结果: | ||||||||
|
外觌检查质量评定 | |||||||||
|
检查人 __ |
检查日期 | ||||||||
|
射线检毁 |
照相质量等级 |
焊缝质量等级 |
检验报告编号 |
检验日期 | |||||
|
断卩检蒐 |
检鸵结果 |
花姦繇号 |
检验日期 | ||||||
|
弯曲性能 检验 |
_面弯 |
背弯 |
側弯 |
检验报吿绢号 |
检验日期 | ||||
|
宏观金相 检验 |
检殺结果 |
检验报告编号 |
检验日期 | ||||||
|
⅞⅞⅞⅞ 一 |
检⅛⅛报告编号 |
检驱日期 | |||||||
|
_ |
__ 检验结果 一 |
—⅞⅞⅛报告编号 |
检验幷期, | ||||||
|
________________审核: 记录; 年 月曰 | |||||||||
B. O. 2焊接技能评定结果登记表的格式宜符合表B. 0. 2的规 定。
表B.0.2焊接技能评定结果登记表
考试编号:
|
-~~ |
性别 |
焊:!:钢印 | ||||||
|
出生年月 |
文化程度 |
焊接工龄 | ||||||
|
基本知识 考试 |
考试日期 |
试卷编号 |
考试成绩 |
主考人签章 | ||||
|
焊接操作技能评定 |
考试 日期 |
试件编号 |
操作技能评定项目(代号) |
考试 结果 |
主考人 签章 | |||
|
结 论 |
允许担任的焊接顼目: 焊接技能评定委员会主任委员 年 月曰 | |||||||
B. O. 3焊接技能评定合格证的格式宜符合表B. 0.3的规定(J 表B.0.3焊接技能评定合格证
(塑料封面)
现场设备、工业管道焊接工程
焊接技能评定合格证
―焊接技能评定委员会
(封面里)
|
姓 名 性 别_______ 焊工钢印_______________________ (焊接技能评定委员会 台指证绢号 |
照 片 公章压照片) |
(第1-5页)
|
技能评定舍格项目(代号) |
主任委员簽章 |
签证H期 |
(第6-10页)
|
免试项目(代号) |
主任委员签章 |
签证日期 |
(第11〜12页)
|
焊接质量事故记录 | |||
|
日期 |
质員事故内容 |
记录单位 |
质检负责人签字 |
(封底里)
注意事项 l.I⅛ffi应妥善保存,不得转借他人。
2. 此证记载各项’不得私自涂改。
3. 合格项目,自签征之日起有效期=年。
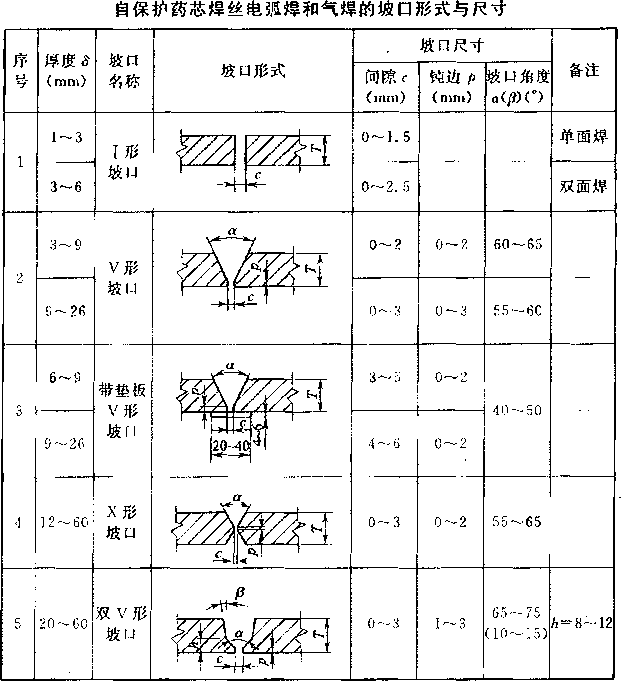
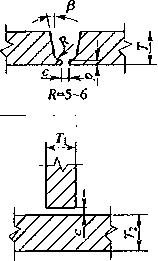
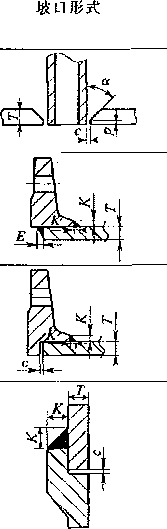
C.0.1碳素钢和台金钢的焊接坡口形式和尺寸宜符合表G 0.1-1 和表C, 0. 1-2的规定。
表C. 0.1-1碳素钢和合金钢焊条电瓠焊、气体保护电弧焊、
续表C O, ɪ-l
厚度8 (mm)
坡口 名称
坡口形式
间涼广 Cmln)
坡口尺寸
钝边P
C mm)
坡口角度 a(β>c>
备注
20—60
U形 坡口
2〜30
6〜1。
10 — 17
17 〜30
20 〜40
形头形口
T援—坡
形头边形口 T接单V坡
形头形口 T接K坡
安放式 焊接支 營坡口
0—2
。〜3
0〜2
2~3
0〜2
(8 〜12)
40—50
4。~ 50
45 〜60
R=5~6
续表 C. 0.1-1
厚度S (mm)
坡口 名称
3〜26
找支口 入接坡 插焊管
平焊法 兰与管 子接头
承插焊 法兰与 管子 接头
承插焊 管件与 管子 接头
C mm)
1〜3
1.5
1.5
坡口尺寸
钝边P (mm)
0—2
坡口角度 a<j9)(°)
备注
45~6G
E=T, 且不 大于6
表C.O. 1-2碳素铜狷合金钢气电立焊的坡口形式和尺寸
|
序 号 |
厚度T (mm) |
坡口 名称 |
玻口形式 |
坡口尺寸 ~~ |
备注 | ||
|
间躁<' (mm) |
钝边P (mm) |
坡口角度 | |||||
|
1 |
12 〜36 |
V形 坡口 |
6〜8 |
O~ 2 |
20 — 35 |
- | |
|
2 |
25 〜70 |
X形 坡口 |
6~8 |
O2 |
20 〜35 |
■— | |
C. 0. 2铝及铝合金的焊接坡口形式和尺寸宜符合表C. 0. 2的规定。
• 56 •
表C. 0.2铝和铝合金焊缝的坡口形式和尺寸
|
焊接 方法 |
项次 |
以度T (mm) |
坡口名称 |
坡口形式 |
坡口尺寸 |
备注 | ||
|
间隙C (mm) |
饨边P Cmm) |
坡口角度 a(β)C) | ||||||
|
钙极惰性 气体保护 电弧焊 |
1 |
1-2 |
卷边 |
-- |
、• |
巻边高度T+1不 墳加焊丝 | ||
|
2 |
<3 3〜5 |
I形坡口 |
〃///」ESSSzI |
0〜L 5 0.5〜2.5 |
`- |
—■■■ |
单面焊 双過如 | |
|
3 |
3〜5 5〜12 |
V形坡口 |
r777× t⅛s⅛ |
O-Q,25 2〜4 |
I-1.5 1-2 |
70 — 80 60~ 70 |
| |
|
A |
4-12 |
带垫板 V形坡口 |
*再仔T H ^H |
3~6 |
-- |
50 〜60 | ||
|
S |
>8 |
U形坡口 |
耳詩寸 |
0〜2.5 |
L 5〜2.5 |
55〜65 |
—- | |
续表C.0.2
|
焊接 方法 |
项次 |
用度T < mTn) |
坡口名称 |
坡口形式 |
坡口尺寸 |
备注 | |||
|
间隙C (mm) |
饨边P Clnln) |
坡口角度 α(g | |||||||
|
鶴极幡性 气体保护 电弧焊 |
6 |
>12 |
X形坡口 |
Al ]v I ψ |
0-2.5 |
2〜3 |
60~80 |
-- | |
|
7 |
≤6 |
不开坡口 T形 接头 |
T →+-7 Z 吐- |
⅛- 1 m |
0.5 — 1. 5 |
— |
— |
- | |
|
*"∕∕Z77^__ | |||||||||
|
8 |
6-10 |
T形接头单边 V形坡口 |
亠 |
0.5 〜2 |
≤2 |
50—55 | |||
|
/ ”∕r 7X T | |||||||||
|
9 |
>8 |
T形接头 K形坡口 |
■ →÷ ,⅛⅜ |
Ij*" |
0〜2 |
≤2 |
5O~55 |
— | |
|
10 |
≤6 |
I形坡口 |
盘Gk |
。〜3 |
… |
一 |
- | ||
|
11 |
6 — 20 |
V形坡口 |
a YTT^ |
0〜3 |
3〜4 |
60 — 70 | |||
|
熔化极 惰性气体 保护 |
12 |
6〜25 |
带垫板 V形坡口 |
α I 时F |
3〜6 |
— |
50 〜60 |
— | |
|
电弧焊 |
13 |
>20 |
U形坡口 |
。〜3 |
3〜5 |
40—50 |
一… | ||
|
>8 |
a ——L _y^y L r「_L ^ mI H" |
3~6 |
70 〜80 |
— | |||||
|
14 |
>26 |
X形坡口 |
0〜3 |
5〜8 |
60 〜70 |
“一… | |||
C. O. 3铜及铜台金的焊接坡口形式及尺寸应分别符合表C. 0. 3-1 及表C. 0. 3-2的规定。
表C. 0.3-1纯铜和黄铜镑极惰性气体保护电弧焊的坡口形式及尺寸
|
顼次 |
厚度 T(πιnι) |
坡口 名称 |
坡口形式 |
坡口尺寸 |
备注 | ||
|
间躁亍 (Inm) |
钝边P (mm) |
坡口角度 a(β>C) | |||||
|
1 |
≤2 |
I形 坡口 |
0 - |
— |
_■P | ||
|
2 |
3~4 |
V形 坡口 |
a |
0 |
- |
60 — 70 |
-- |
|
3 |
5〜8 |
V形 坡口 |
α |
0 |
1〜2 |
60 — 70 | |
|
4 |
10 〜1 4 |
X形 坡口 |
0 |
— |
60 — 70 |
— | |
表C. 0. 3-2黄铜氧乙缺焊的坡口形式及尺寸
|
项次 |
厚度T (mm) |
坡口 名称 |
坡「1形式 |
坡口尺寸 |
备注 | ||
|
间療, (mm) |
钝边P (mm) |
坡丨丨角度 a(β)C) | |||||
|
1 |
≤2 |
卷边 |
......... |
......... |
不加填 充金属 | ||
|
2 |
≤S |
I形 坡口 |
Kl y∕√W∕1 κ∖∖s? ~f |
0~4 |
……” |
单面焊 | |
|
3 ~ 6 |
3〜5 |
双面焊, 但不能 两侧同 时焊 | |||||
续表 C. O. 3-2
|
项次 |
厚度T (mm) |
坡口 名称 |
坡口形式 |
坡口尺寸 |
备注 | ||
|
间蹺C Cnlm) |
钝边P (mm) |
坡ri角度 α(p)(°) | |||||
|
3 |
3-12 |
V形 坡口 |
3〜6 |
O |
6。〜70 |
— | |
|
4 |
>6 |
V形 坡口 |
3〜6 |
0—3 |
60—70 |
— | |
|
5 |
>8 |
X形 坡口 |
U |
3〜6 |
0〜4 |
60 — 70 |
一 |
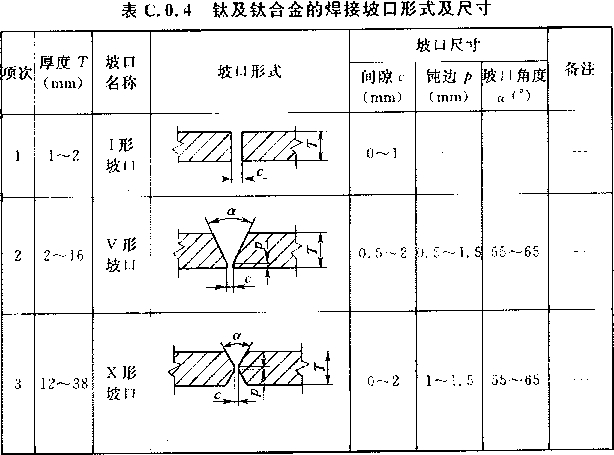
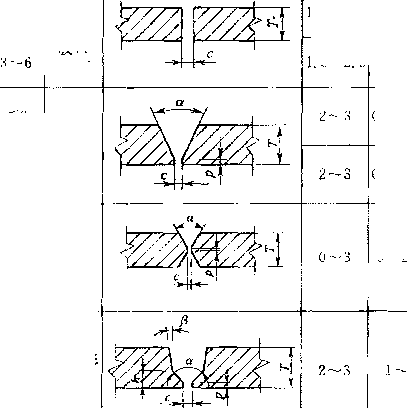
C.0,4钛及钛合金的焊接坡口形式及尺寸宜符合表C. 0.4的规
定。
|
项次 |
厚度T (Innl) |
坡口 名称 |
坡口形式 |
坡口尺寸 |
备注 | |||||
|
间隙r Cmm) |
饨边P Cmln) |
坡口角度 a O | ||||||||
|
4 |
12—38 |
U形 坡口 |
IJɔ-ʃ V ■…4 . |
0—2 厂工6〜W |
1〜L 5 |
15—30 |
— | |||
|
5 |
安放式 焊接支 管坡口 |
L f |
⅛ |
1 — 2,5 |
1—1,5 |
40~50 |
— | |||
|
7 |
2〜16 |
插入式 焊接支 管坡口 |
φ‰ |
1—2,5 |
1 — 1,5 |
4。〜50 |
-- | |||
|
8 |
1〜6 |
形头 T接 |
I |
。〜2 |
-- |
一 |
f | |||
|
9 |
-1 — 12 |
单边V 形坡门 |
ɪ |
。〜2 |
1〜L 5 |
W-50 |
— | |||
续表C. O. 4
|
项次 |
厚度T Cnlm) |
坡口 名称 |
坡口形式 |
坡口尺寸 |
备注 | ||
|
间瞭r (Inln) |
钝边P (Inm) |
坡口角度 | |||||
|
10 |
10—38 |
K形 坡口 |
⅛ |
0~2 |
1-1. 5 |
40〜5。 |
-- |
C. 0.5裸及镣合金的焊条电弧焊和惰性气体保护电弧焊坡口形
式及尺寸宜符合表C. 0.5的规定。
表C.O.S镣及镣合金的焊条电弧焊和惰性气体保护
电弧焊坡口形式及尺寸
序号
厚度S (mm)
坡口
名称
坡口形式
间隙厂 (mm)
坡口尺寸
钝边P (mm)
坡I」角度
a W
备注
1.0—2.0
L C)^-2t 5
O-2. 5
1形 坡口
α 5-1.5
65-75
0,5~ L 5
65 〜8。
2
70—80 (25 — 27.5)
>8
12-32
*
双V形 坡口
V形 坡口
X形 JKH
70 — 80
单面焊
双面焊
Λ = T∕3
续表C. O, 5
|
序号 |
厚度& (mm) |
坡口 名称 |
坡口形式 |
坡口尺寸 |
备注 | |||||
|
间疎r (Tnm) |
钝边P CITlm) |
坡口角度 ft(β)C) | ||||||||
|
5 |
>17 |
U形 坡口 |
2. 5〜3,5 |
1-2 |
(15〜20) |
R—5~6 | ||||
|
6 |
安放式 焊接支 鶯坡口 |
J |
= |
2~3 |
O〜2 |
S5 〜65 |
— | |||
|
7 |
2〜10 |
插入式 焊接支 管坡口 |
J]¾ |
2〜3 |
。〜2 |
50 〜60 |
— | |||
C. O. 6错及错合金的焊接坡口形式及尺寸宜符合表C. 0. 6的规
表C.0.6错及错合金的焊接坡口形式及尺寸
|
顼次 |
厚度T (mm) |
坡口 名称 |
坡「1形式 |
坡口尺寸 |
备注 | ||||
|
间隙r (mm) |
钝边P (mm) |
坡口角度 α (°) | |||||||
|
1 |
1-2 |
I形 坡口 |
7 |
0 — 1 |
■— |
-■ |
— | ||
续表C・0・6
|
项次 |
淳度T (mm) |
坡口 名称 |
坡口形式 |
坡口尺寸 |
备注 | ||||
|
间瞭C (mm) |
钝边P Cmm) |
玻口角度 | |||||||
|
2 |
2 — 10 |
V形 坡口 |
^^3 |
0, 5〜2 |
A 5〜L 5 |
55~65 |
— | ||
|
3 |
安放式 焊接支 管坡口 |
Γ |
^5- L |
1—2.5 |
1〜1.5 |
40—50 |
— | ||
|
≡ | |||||||||
|
I |
I | ||||||||
|
4 |
2 — 10 |
插入式 焊接支 管坡口 |
φ0⅛ |
1 〜2. 5 |
I-I.S |
d0~50 |
— | ||
D. 0.1常用碳索钢及合金钢焊接材料可按表D. 0. 1-1和表D. 0.1-2选用O
表D.0.1-1常用碳素钢及合金钢焊接材料的选用
|
母材牌号 |
焊条电弧焊 |
埋菰焊 |
熔化极气体 保护电弧焊 (实芯) |
情性气体保护 电弧婢(Aj实芯) | |||
|
新牌号 |
旧牌号 |
毋条 |
埠致型号 |
焊剂型号 |
焊丝型号 |
焊丝型号 | |
|
邱号 |
牌号示例 | ||||||
|
Q235Aa0,20 |
E4303 E4315 |
J422 J427 |
H08A HO8M∏A |
F^lAO-HOSA F4A2-H08MnΛ |
~"ER49-1 ER5O-6 HO 8 M成SiA |
ER49< ER5A8 Ho8M∏2SiA | |
|
Q235B、Q235C、 Q235D,Q245R |
— |
E-13I5 E4316 |
B 27 J426 |
HOSA HOSMnA |
F4A0-H08Λ F4Λ2-H0SMnA |
ERSS6 .H08M∏2SiΛ |
ER50-6 HOSMn2S1A |
|
Q345A |
一 |
E5OO3 E501b E5016 |
J5θΓ^^ J507 J5O6 |
HOSMnA HlOMn2 |
F5 AO-HOSMnA F5ΛO→H1OM∏2 |
ER49-1 ER5O-6 Ho8Mn2Si |
ER49-1 H08Mn2Si |
|
Q345B,Q345Cλ Q3-15D,Q345R, 16Mn |
- |
E5015 E5016 |
J507 JbOS |
H08MnΛ HIOMn2 |
F5Λ2-H0δMnΛ F5Λ2-H10Mn2 |
ER50-2 ER50-3 ER5S6 HOSMiI2SiΛ |
ERS 0-2 ER5 OT ER50-6 H08Mn2SiA |
|
MMnDRq345E、 16MnD |
— |
E5015-G E5O16-G |
J507RH J506RH |
— |
— |
— |
ER55÷÷Nil |
|
09MlINiDR. 09MnNiD |
-、 |
E5515-C1L |
— |
一 |
— |
— |
ER55N3 |
|
18MnMoNbR |
— |
E6O15-D1 |
J607 |
HOSMn2MoA |
F62Λ2*÷H08Mn2MoΛ |
— |
—■ |
|
12CrMOa2CrMoG |
-- |
ESSlS-Bl |
R207 |
H13CrMoA |
F48A0-H13CrMoA |
— |
ER55-E2 HlSCrMoA |
|
15GMQ、15CrMoG、 15CrMoR |
— |
E5515*2 |
R307 |
H13CrMoΛ |
F48Λ0-H13CrMoA |
ER55-B2 H13CrMoA | |
|
12CrlMOV. 12CrIMOVG 12CrIMoVR |
— |
E5515-B2-V |
R317 |
HOSCrMoVA |
F48A0-H08CrMoVA |
-■ |
ER55-B2-M∏V HOSCrMoVA |
|
12Cr2Mo. 12Cτ2MoG∖ 12Cr2MoR |
-- |
E6015→B3 |
R407 |
H05SiCr2MoA |
F48A0-H05SiCr2MoA |
-■ |
ER62-B3 |
|
ICrSMo |
— |
E5MoV-15 |
R507 |
— |
—— |
一 |
HlCrSMo |
|
J~~12c718Ni9 06CK9NilO |
IGlgNi9 I oCrl 8 Ni9 |
•至308五6~ E308-1S |
~~Λ102~ |
HoCr21NiIo |
F30S-H0Cr21Nιl0 |
— |
HoC 也 INiIo |
续表 D. 0∙ I-!
|
母材牌号 |
婢条电弧焊 |
埋弧焊 |
始化极气体 保护电瓠焊 (CCλ∖实芯) |
惰性气体保护 电瓠焊(Ae实芯) | |||
|
新牌号 |
旧牌号 |
焊条 |
焊丝型号 |
焊剂型号 |
焊丝型母 |
炸丝型号 | |
|
那!号 |
脾号示例 | ||||||
|
OGCrlgNillTi 07Crl9NillTi |
OCrISNilOTi lCr!8Ni∏T⅛ |
E347-16 E347 15 |
A132 Λ137 |
HoCr20NiIONb |
F347→HOCr20 NilONb |
-■ |
HoCr20NiloNb |
|
O22Crl9NΠ0 |
OoCrl9NJ10 |
E308L-16 |
Λ002 |
HoOCr21NiIO |
F308L-H00Cr21Nil0 |
-- |
HOOCr21NiIo |
|
06Crl7Nil2Mo2 |
OCrI7NiI2Mo2 |
E316-16 E316-15 |
A202 A207 |
HOCrI9Nιl2Mo2 |
F316-H0CΠ9Nil2Mo2 |
-- |
HoCrI9Nil2Mo2 |
|
06Crl7Nil2Mo2Ti |
OCrlSNiI2Mo271 |
E316L 16 E318-16 |
AO22 A212 |
HOCrI9Nιl2Mo2 |
F316-H0Crl9Nil2Mo2 |
--■ |
HOCrl9Nil2Mo2 |
|
06Crl9Nil3Mo3 |
0Crl9Nil3Mo3 |
E317-16 |
A24 2 |
HOCrI9Nil4Mo3 |
F317-H0Crl9Nil4Mo3 |
一. |
HoCrI9NiH MoS |
|
022Crl7NiUMo2 |
OOCrI 7Nil4Mo2 |
E316L-16 |
AO22 |
HOCrI9Nil4Mo3 |
F316L-H00Crl9Nil2Mo2 |
— |
HOOCrI9N112Mo2 |
|
022Crl9NΠ3Mo3 |
OOCrI 9 NilS Mo3 |
E317L46 |
A022Mo |
-- |
-- |
- |
-- |
|
06Cr23Nil3 |
0Cr23Nil3 |
E309-16 E30945 |
A302 A307 |
,HlCr24NΠ3 |
F309-HlCr2^∣Nil3 |
— |
HlCr2^Nil3 |
|
06Cr25Ni20 |
OCr25Ni20 |
E310 口 6 E310-15 |
Λ402 A407 |
HlCr26Ni21 |
F310-HlCr26Ni21 |
— |
HlCr26Ni21 |
表D. O. P2常用异种碳素钢及合金钢焊接材料的选用
|
被炸钢财 种类 |
母材牌号举例 |
焊条电號煤 |
埋弧焊 |
赢化极AU本底护 屯弧焊(CoII、实芯) |
惰性气体保护 电弧焊(Ar、实芯) | ||
|
焊条 |
焊丝型号 |
焊剂型号 |
煤丝型号 |
焊丝型号 | |||
|
型号 |
牌号示例 | ||||||
|
碳素钢与 强度型低合 金钢焊接 |
20.Q235. Q245R + Q345. Q345R |
E4303 E4315 E4316 E5O15 E5O16 |
J422 J427 J426 J507 J506 |
HOSA HoSMnA HIoMn2 |
F4A0-H08A F4A2-H08M∏A F5A2-H10Mn2 |
ER49< ER50-6 H08Mn2SiA |
ER49< ER50-6 H08M∏2SiΛ |
|
碳素钢与 耐热型低合 金钢焊接 |
Q235,20 + 12CrMo-. 15CrMOa2CrlMoV. 12Cr2Mo.lCr5Mo |
E4315 E4316 |
J427 J426 |
H08A HOSMnΛ |
F4Λ0-H08A F4A0*H08MnA |
ER49-1 ER50-6 H08Mn2SiA |
ER49-1 ER5O-6 H08M∏2SiΛ |
|
强度型低合 金钢与耐热 型低合金 钢焊接 |
Q345R + 12CrM ” 15CrMoa2CrlMoV. 12Cr2Mo.lCr5Mo |
E5O15 E5O16 |
J507 J506 |
HOSMnA HlOMn2 |
F5A0-H08MnA F5AO^-H1OM∏2 |
ER49-1 ER50-6 H08Mn2SiΛ |
ER49-1 ER5O-6 H08Mn2SiA |
续表 D. 0.1-2
|
被焊钢材 种类 |
母材牌号举例 |
焊条电弧焊 |
埋弧焊 |
焰化极气庆保护 电弧焊(Co八实芯〉 |
3性气体稣 电弧焊(AI实芯) | ||
|
焊条 |
焯丝型号 |
焊剂型号 |
髀丝财号 |
焊丝型号 | |||
|
型号 |
牌号示例 | ||||||
|
耐热W低合 金钢之间 焊接 |
12CrMO - 15CrMo. 12CrlMOV.12Cr2Mo^ lCr5Mo |
E5515-B1 |
R207 |
H13CrMoA |
F48A0-H13CrMoA |
H13CrMoA | |
|
15CrMO+12CrIMOV. 12Cr2Mo^ 1Cγ5Mo |
E5515~B2 |
R307 |
H13CrMoA |
F48A0- H13CrMoΛ |
— |
ER55-B2 H13CrMoΛ | |
|
12CrlMoV-rl2Cr2Mo. 1 Cr5Mo |
E5515- B2-V |
R317 |
H08CrMoVΛ |
F48A0- H 此 CrMbVA |
一 |
ER55-B2-MnV HOSCrMoVA | |
|
12Cr2Mo+lCr5Mo |
E6015-B3 |
R407 |
H05SCr2MoΛ |
F48A0-H05SiCr2MoΛ |
— |
ER62-B3 | |
|
非奥氏体钢 与奥氏体 钢焊接 |
20∖Q345R∖ 15 CrMo 等 + 06Crl9NilO^ 06Crl7Nιl2Mo2 等 |
E3O9-15 E3O9-16 E31O-16 E310-15 |
A307 A302 MO2 A407 |
HICr24Nil3 HlCr26Ni21 |
F309-HICr24Nil3 F310-HlCr26Ni21 |
— |
HIer24NiI3 HlCr26Ni21 |
D.0.2 铝及铝合金焊接材料的选用宜符合表D. 0. 2-1和表 D. 0. 2-2的规定。
表D.0,2-1同牌号铝及铝合金焊接用焊丝的选用
|
母材种类 |
母材牌号 |
・ 焊丝型号 |
|
纯铝 |
1060J050A |
SAI 1450 |
|
1200 |
SAl 1200 | |
|
铝钱合金 |
3003.3004 |
SAl 3103 |
|
铝镁合金 |
5052^A02 |
SAI 5554 |
|
5A03 |
SAI 5654 | |
|
5083 |
SAI5183 | |
|
5A05 |
SAl 5556 |
表D.0.2-2异种铝及铝合金焊接用焊丝的选用
|
异种母材 |
焊丝型号 |
|
纯铝+铝接合金 |
SAI3103 |
|
纯铝、铝铭合金+ 5052.5ΛO2 |
SAl 5554 .SAl 5556 |
|
纯铝、铝新合金÷5A03 |
SAl 5654 |
|
纯铝、铝铉台金+ 5083.5086 |
SAI 5183 |
|
纯铝、铝铉令金+ 5Λ06.5A05 |
SAI 5556 |
D. 0. 3铜及铜合金焊接材料的选用宜符合表D. 0. 3的规定。
表D,0,3铜及铜合金焊接材料的选用
|
母 材 |
焊丝型号 |
焊 剂 |
备 注 | |
|
类别 |
牌号 | |||
|
纯铜 |
T2.T3-.TIJ2 |
SCUI898 |
— |
— |
|
黄铜 |
H62.H68 |
SCU6560 |
— |
得极惰性气体 保护电菰焊 |
|
SCu681OΛ |
CJ301 |
氧乙欢焊 | ||
D. 0.4镣及镣合金焊条和焊丝的选用宜符合表D. 0. 41和表 D. 0. 4-2的规定。
表D.0.4-l常用镣及镣合金焊接材料的选用
|
毋材类别 |
焊条型号 |
焊丝型号 |
|
NiCkel 200 |
ENi 2061(ENi-I) |
SNi 2061(ERNi-I) |
|
MOnel 400 |
ENi 4060(ENiCU-7) |
SNi 406OCERNiCU-7) |
|
InCOnel 600 |
ENi 6062(ENiCrFe-I) ENi 6182CENiCrFe-3) |
SNi 6062(ERNiCrFe-5) SNi 6082(ERNiCr-3) |
|
InCOnel 625 |
ENi 6625CENiCrMO-3) |
SNt 6625CERNiCrMO-3) |
|
InCoIOy 800 |
ENi 6133(ENiCrF^2) ENi 6182(ENiCrFe-3) |
SNi 6082(ERNiCr-3) |
|
InCOIoy 825 |
SNi 8065CERNiFeCr4) | |
|
HaSteIIoy B |
ENi IOOl(ENiMo-I) |
SNi IGol(ERNiMO-I) |
|
HaStelIOy B2 |
ENi 1066CENiMO-7) |
SNi 1066(ERNiMo-7) |
|
HaStelIoy C276 |
ENi 6276(ENiCrMer4) |
SNi 6276(ERNiCrMO-4) |
|
HaStelIOy C4 |
ENi 6455(ENiCrMo-7) |
SNi 6455(ERNiCrM0-7) |
注;括号内型号为被替代标准《镣及镣合金焊条》GIvTI38M—1992的焊条型 号和《镣及镣合金焊丝》GB/T 15620—1995中的焊丝型号。
表D. 0. 4-2常用异种镣及镣合金焊接材料的选用
|
母材类别 |
原条型号 |
焊丝型号 | |
|
NiCkeI 200 |
MorIei 400 |
ENi 2061( ENi-D ENi 406O(ENICπ√) |
SNi 206ICERNi-I) SNi 406OCERNiCU-7) |
|
InCOnel 600 InCOiOy 800 |
ENi 2061(ENi-I) ENi 6062(ENiCfFm3) ENi 6133(ENiCrFe-2) |
SNi 2061(ERNi-ɪ) SNi 6082(ERNiCr-3) | |
|
HaStenOy B HaStenOy B2 HaStellOy C |
ENi 6062CENiCrFe-3) ENi 6133CENiCrF^2) |
SNi 6082(ERNiCr 3) SNi 7092(ERNiCrF^6) | |
续表 D. O. 4-2
|
母材类别 |
焊条型号 |
焊丝型号 | |
|
Monel 400 |
InCOnel 600 InCOIoy 800 |
ENi 6062(ENiCrFe-3) ENi 6133(ENiCd⅛2) |
SNi 6082(ERNiCr-3) SNi 7092(ERNiCrFe^G) |
|
Hastelloy B HaStelIOy B2 |
ENi 406O(ENiCU-7) |
SNi 4060(ERNiCU-7) | |
|
HaStelIOy C |
ENi 6133(ENierfV2) ENi 6062(ENiC洪T) |
SNi 6082(ERNiCr-3) SNi 7092(ERNierFb6) | |
|
InCOnel 600 InCOIOy 800 |
HaStelIOy B HaSteUoy B2 HaStelIQy C |
ENi 6002(ENiCrF^3) ENi 6133(ENiCrFe-2) |
SNi 6082(ERNiCL3) SNi 7092(ERNiOFb6) |
|
HaStelIOy C276 HaSteiIOy C4 |
ENi 1004(ENiMo-3) |
SNi 1004(ERNiMO-3) | |
|
HaSleIloy B |
HaSteIIOy C |
ENi 1004CENiM0-3) |
SNi 1004<ERNiMo-3) |
注'括号内型号为被替代标准《镣及镣台金焊条》GIvT 13814-1992的焊条型号 和《镣及镣舍金焊⅛>GB∕T 15620—1995中的焊丝型号。
D. 0.5错及错合金焊丝的选用宜符合表D.0.5的规定。
表D.0.5错及皓合金焊丝选用表
|
母材种类 |
母材牌号举例 |
焊丝型号(AWSA5. 24) |
|
工业纯镌 |
ΛSME SB523sSB658 R60702 |
ERZr2 |
|
Zr-I, 5Sn 合金 |
ASMESB523、SB658 R60704 |
ERZ「3 |
|
Zr-2. 5Nb 合金 |
ASME SB523.SB658 R60705 |
ERZrl |
1为便于在执行本规范条文时区别对待,对要求严格程度不 同的用词说明如下:
1) 表示很严格,非这样做不可的:
正面词采用“必须”,反面词釆用“严禁”;
2) 表示严格,在正常情况下均应这样做的;
正面词釆用“应”,反面词采用“不应”或“不得”;
3) 表示允许稍有选择,在条件许可时首先应这样做的:
正面词采用“宜”,反面词采用“不宜”;
4) 表示有选择,在一定条件下可以这样做的,采用“可
2条文中指明应按其他有关标准执行的写法为:“应符合 ……的规定”或“应按……执行”。
《工业金属管道工程施工规范》GB 50235
《现场设备、工业管道焊接工程施工质量验收规范》GB 50683
《不锈钢焊条》GB/T 983
《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》GB/T
985. 1
《埋弧焊的推荐坡口))GB∕T 985.2
《铝及铝合金气体保护焊的推荐坡口》GB/T 985. 3
《复合钢的推荐坡口》GB/T 985, 4
《焊接用钢盘条))GB∕T 3429
《钛及钛合金丝》GB/T 3623
《焊接用不锈钢盘条》GB/T 4241
《氯》GB/T 4842
《纯M))GB 4844. 2
《碳钢焊条》GB/T 5117
《低合金钢焊条))GB∕T 5118
《埋弧焊用碳钢焊丝和焊剂》GB/T 5293
《溶解乙袂》GB 6819
《气体保护电弧焊用碳钢、低合金钢焊丝XWT 8110
《纯氮、高纯氮和超纯氮》GB/T 8979
《铜及铜合金焊丝》GB/T 9460
《碳钢药芯焊丝》GB/T 10045
《电弧螺柱焊用圆柱头焊钉》GB/T 10433
《铝及铝合金焊丝))GB∕T 10858
《埋弧焊用低合金钢焊丝和焊剂))GB∕T 12470
《镣及镣合金焊条》GB/T 13814
《熔化焊用钢丝))GB∕T 14957
《镣及镣合金焊丝))GB∕T 15620
《低合金钢药芯焊丝))GB∕T 17493
《不锈钢药芯焊丝>>GB∕T 17853
《埋弧焊用不锈钢焊丝和焊剂))GB∕T 17854.
《特种设备焊接操作人员考核细则》TGS Z6OO2
《焊接用二氧化碳)>HG∕T 2537
《焊接材料质量管理规程>)JB∕T 3223
《承压设备无损检测MB/T 4730
《承压设备焊接工艺评定》NB/T 47014
《压力容器焊接规程))NB∕T 47015
《承压设备用焊接材料订货技术条件 第7部分:钛及钛合金焊 丝和填充丝 WB/T 47018. 7
《惰性气体保护焊接用不锈钢棒及钢丝))YB∕T 5091
中华人民共和国国家标准
现场设备、工业管道焊接工程施工规范
GB 50236-2011
条文说明
《现场设备、工业管道焊接工程施工规范》GB 50236—2011, 经住房和城乡建设部2011年2月18日以第942号公告批准发 布。
本规范是在《现场设备、工业管道焊接工程施工及验收规范》 GB 50236—98的基础上修订而成,上一版的主编单位是中国化学 工程第三建设公司,参编单位是哈尔滨焊接研究所、原化工部管理 干部学院、原化工部施工标准化管理中心站、中国化学工程第十三 建设公司、原电力部安徽省第二建设公司、中国石化总公司燕山石 化建设公司。主要起草人是鲁爱琴、张正先、宋胜英、程训义、夏节 文、梁永利、涂乃明、田淑珍、瘻传庆。
本规范依据建设部标准定额司要求“验评分离、强化验收、完 善手段、过程控制"的原则进行修订。据此,修编组进行了广泛的 调査研究,总结了我国焊接工程施工的技术水平和实践经验,同时 参考了国外先进技术法规、技术标准。
按“验评分离”原则修订后,本规范更名为《现场设备、工业管 道焊接工程施工规范》。本规范修改的主要技术内容已在前言中 表述。
为便于广大设计、施工、科研、学校等单位有关人员在使用本 规范时能正确理解和执行条文规定,《现场设备、工业管道焊接丁-程施工规范》修编组按章、节、条顺序编制了本规范的条文说明,对 条文规定的目的、依据以及执行中需注意的有关事项进行了说明, 还着重对强制性条文的强制性理由做了解释。但是,本条文说明 不具备与标准正文同等的法律效力,仪供使用者作为理廨和把握 标准规定的参考。
1.0.2明确本规范的适用范围是金属材料,而不适用于非金属材 料。现场设备和工业管道的常用金属材料的范围:碳素钢系指含 C≤O. 30%;合金钢包括低合金结构钢、低温钢、耐热钢、不锈钢、 耐热耐蚀高台金钢等;在铝及铝合金材料中,由于现场设备和管道 工程主要使用工业纯铝和防锈铝合金(铝镁合金和铝镒合金),而 其他铝合金因其可焊性差很少被工程所采用,故本规范适用于工 业纯铝及防锈铝合金材料的焊接。同样,在设备和管道工程中所 采用的铜及铜合金主要是纯铜和黄铜,所以本规范仅包括纯铜和 黄铜的焊接。钛及钛合金包括工业纯钛和低合金钛;镣及裸合金 包括工业纯镣、镣基合金和铁镣基合金;错及皓合金在冶金、石油 化工等方面主要用作耐腐蚀材料,在这里系指核工业以外的错及 错台金,如美国的工业错ASTM R60702和ASTM R6O7O5等。
1.0.3本规范适用的焊接方法仅是熔化焊部分,本次修订增加了 自保护药芯焊丝电弧焊、气电立焊和螺柱焊方法。根据现行国家 标准《焊接及相关工艺方法代号》GB/T 5185--2005的分类,焊条 电强焊、埋弧焊、鸨极惰性气体保护电弧焊(TlG,如鸨极氯弧焊)、 熔化极气体保护电弧焊、自保护药芯焊丝电弧焊均属于电弧焊的 范畴。熔化极气体保护电弧焊包括熔化极惰性气体保护电弧焊 (MlG,如熔化极氧弧焊)、熔化极非惰性气体保护电弧焊(MAG, 如二氧化碳气体保护焊)、非惰性气体保护的药芯焊丝电弧焊和惰 性气体保护的药芯焊丝电弧焊四种。气电立焊主要用于现场大型 .金属储罐的纵缝焊接,近几年来在国内应用发展较快。自保护药 芯焊丝电弧焊与焊条电弧焊同属于金属电弧焊的范畴,近年来自 保护药芯焊丝电弧焊在现场设备和管道工程中得到推广应用。螺 柱焊主要用于现场设备的栓钉(保温钉)焊接,在国内已逐步取代 栓钉的手工电弧焊方法。气焊方法仅限于焊接黄铜,它在工程建 设现场的小口径低碳钢管道上的应用已被鸨极氯弧焊所取代。对 于钎焊,在现场设备和管道工程中应用极少,故未列入。
1.0.5设计文件是管道工程施工的基本依据,按图施工是国务院 令第279号发布的《建设工程质量管理条例》第28条和第29条的 规定,应严格执行。实际施工过程中,施工单位经常会发现设计不 合理或不符合实际之处;现场也会出现材料采购困难或引进新材 料的情况,需要通过材料代用来保证施工有序进行。此时,施工单 位可对设计文件修改或材料代用提出建议,经原设计单位研究决 定后作出设计变更,签署意见并盖章后,方可按变更后的设计要求 进行施工」 √
1.0.8由于本规范是指导基本建设施工现场焊接的综合性规范, 是对现场设备、工业管道焊接施工提出的基本要求。考虑到各行 业施工的特殊性,本规范只对各行业焊接施工质量控制的共性内 容提出要求,而把各行业焊接施工的特殊性交由相关行业标准和 专业标准来处理。因此,现场焊接工程施工除应执行本规范的规 定外,尚应按国家现行有关标准执行。
2. 0. 2该术语参照了现行国家标准《焊接管理任务与职责))GB∕T 19419—2003关于焊接管理人员的定义,专指那些通过培训、教育 或实践获得一定焊接专业知识,其能力得到认可并被指定对焊接 及相关制造活动负有责任的人员。
2.0.3国内有些标准和规程釆用的术语不统一,如焊接工艺指导 书、焊接作业指导书等。本规范综合了现行国家标准《焊接术语》 GB/T 3375—1994、行业标准《钢制压力容器焊接工艺评定》JB 4708—2000和《焊接词典》的定义。
2. 0.4该术语根据现行国家标准《焊接工艺规程及评定的一般规 则》GB/T 19866—2005,定义为“待评定的焊接工艺规程”。
2. 0.7 采用了现行国家标准《钢熔化焊焊工技能评定))GB∕T 15169-2003的术语,将其定义为“对焊接作业人员的操作技能进 行评估考核的过程”。
3.0.1本条强调设计文件中焊接技术条件的重要性,是要求设计 人员保证设计文件的完整性和可操作性,使施工少走弯路。原规 范对设计文件的内容要求很具体,设计一般很难做到,实际工作中 此条变成了空话。本次修订为原则性的要求,对具体内容不作规 定,由设计按照工程实际需要提出焊接技术条件。
3.0.2焊接人员包括焊接责任人员和作业人员。焊接责任人员 包括焊接技术人员、焊接检查人员、焊接材料管理人员、焊缝无损 检测人员等;焊接作业人员包括焊工、焊接热处理工以及与焊接工 作相关的辅助人员(如管工、钏工、电工等)。焊接人员的素质是保 证焊接工程质量的前提条件,本条是对焊接责任人员及作业人员 最基本的要求。
3.0.4本条强调施工单位应具备的焊接条件,包話焊接技术能 力、焊接人员和装备等资源能力、建立质量管理体系的运行水平, 是保证丁•程焊接质量的基本条件.施工单位的焊接技术能力水 平,一般通过焊接工艺评定来体现。
3.0.5 本条对施焊环境提出了基本要求。关于“焊接环境温度” 的规定,国内不少标准提出允许焊接的最低环境温度值,但规定的 温度值不尽一致。实际上,在整个焊接过程中,只要能保证被焊区 域的足够温度(包括在必要时采取的预热、中间加热、缓冷等手段) 就可顺利地进行焊接,获得合格接头。所以对环境温度值给予限 制不是充分必要的,目前又尚无为大家所接受的公认合理的限制 环境温度标准。故本条提出在采取措施,能保证被焊区域所需足 够温度和焊工技术不受影响的精况下,对环境温度值不作强制性 规定。
3. 0.6焊接施工中超过两次返修的焊缝是不断存在的。实践已 证明,只要在焊缝返修时的焊接工艺措施得当,超过两次返修的焊 缝其使用性能不会受到影响。相反,对钢而言,多次返修后对热影 响区的多次回火作用有利于改善力学性能。若措施不当,只会使 新老缺陷问题更加严重。如;铝材随着焊接返修次数的増加,焊缝 成形就越来越困难。本规范提出限制返修次数不是从技术角度出 发,主要是从焊接质量管理角度考虑的。返修两次仍不合格,说明 这位焊工连续三次都不能焊好,应该采取管理措施,如;更换焊工; 及时、准确地分析缺陷产生的原因,重新制定返修措施、调整焊接 工艺(无须重新评定焊接工艺),防止缺陷的进一步扩大;修正奖惩 政策;加强对返修质量的监控等,这些都要通过施焊单位采取管理 手段来完成。
3. 0.8不锈钢和有色金属管道大多用于各种耐腐蚀性介质或在 高温、低温等特殊条件下使用,如钛的耐蚀性主要依靠表面形成致 密的氧化膜来达到。因而它们在焊接生产过程中,应考虑如何保 护其管道表面在搬运、存放、切割加工、焊接和安装过程中不造成 机械损伤和被污染(如铁离子或氯离子等杂质污染),以免影响其 使用性能。
4.0.1用于焊接工程的所有材料都应有制造厂的质量证明书。 对无质量证明书的材料应按材料标准规定补作试验,证明材料合 格后方可使用。
4.0.2检查并确认母材是否无差错地用在设计所规定的部位上, 乃是焊接之前一个极其重要的工作,也是保证焊接质量的前提。 所以本条提出:母材使用前应按国家现行标准和设计文件的规定 进行检査和验收,确保投入使用的母材是合格产品。实行产品质 量终身制要求无论是在施工过程中还是在施工结束后材料都要有 诃追溯性。
4.0.3本条所述焊接材料包含了非承压和承压的设备和管道用 焊接材料。焊接材料质量是保证焊缝质量的关键,故对不同母材 用焊接材料的生产标准进行了详细规定。
根据现行国家标准((M))GB/T 4842-2006的规定,纯氫合格 品的纯度指标不应低于99.998%,故对原规范的氯气纯度指标进 行了修改O
原规范二氧化碳气体纯度为不应低于99.5%。现依据现行 行业标准《焊接用二氧化碳>>HG∕T 2537-1993的规定,含水量不 应大于0.005%,二氧化碳气体纯度不应低于99.9%进行了修改。
原规范氧气的纯度为98.5%。现在焊接用氧气的生产技术 规定氧气的纯度为99. 5% (児《工业氧))GB∕T 3863—2008) o氧 气的纯度对气焊、切割的效率和质量有很大影响,用于气焊和切割 的氧气纯度越高越好,尤其是切割时,为实现切口下缘无粘渣。现 在施工中已没有用电石自制乙決气体,所以将原规范的有关要求 删除.
. 88 .
铺铛电极电子逸出功低,化学稳定性高,允许电流密度大,无 放射性,性能优于纯鸨极,是目前普遍采用的鸨极。钮鸨极电子发 射能力强,允许电流密度大,电弧燃烧较稳定,但锋元素具有一定 的放射性。故本规范推荐采用铺铛极,而不推荐采用牡鸨极。
4.0.4为新增条文。条文中第4款“焊接材料试验或复验”在设 计技术文件或供货协议有要求时才进行。
5.0.1焊接工艺能否保证工程焊接质量很关键。焊接工艺正确 与否,需要通过焊接工艺评定进行验证.焊接工艺评定一是为验 证所拟定的焊件焊接工艺的正确性,二是评价施焊单位施焊焊缝 的使用性能符合设计要求的能力。所以焊接工艺评定很重要,必 须在工程焊接前完成。
焊接工艺评定与焊接性能试验是两个相互关联、又有所区别 的概念。焊接性能试验主要解决材料如何焊接问题,但不能回答 在具体工艺条件下焊接接头的使用性能是否满足要求这个实际问 题,只有依靠焊接工艺评定来完成。钢材的焊接性能是焊接工艺 评定的基础、前提。没有充分掌握钢材的焊接性能就很难拟定出 完整的焊接工艺进行评定。钢材的焊接性能可以通过调研、査找 资料、咨询及必要的试验获得,但真实性必须可靠。本条只要求在 焊接工艺评定前应掌握材料的焊接性能,没有要求每次评定前都 要进行一次焊接性能试验。
5.0.2原规范第4章“焊接工艺评定”的内容主要依据美国机械 工程师协会ASME第IX卷《焊接和钎焊评定》,并结合国内情况编 写的,这与《钢制压力容器焊接工艺评定》JB 4708-2000观点是 一致的。最近JB 4708 -2000已修订为《承压设备焊接工艺评定》 NB/T 47014- 2OI K适用范围扩大到锅炉、压力容器、压力管道、 气瓶等特种设备,仍然保留了 ASME-IX的观点。为避免目前国内 同一种产品的焊接工艺评定标准较多,给企业带来重复做焊接工 艺评定的麻烦,本次修订直接引用《承压设备焊接工艺评定》NB/ T 47014- 2011 标准。
5. 0.3-5. 0.9焊接工艺评定的一般过程是:根据金属材料的焊
• 90 .
接性能,按照设计技术条件和制作安装工艺拟定焊接工艺预规程; 施焊试件和制取试样;检验试件和试样,测定焊接接头是否具有标 准规定的技术要求;提出焊接工艺评定报告,判定焊接工艺评定的 结果。
如何判断一项焊接工艺评定结果是否合格,并能应用于本规 范适用范围内的焊接工程上,首先应确定该项评定的试验程序、试 验方法和评定合格标准是否符合《承压设备焊接工艺评定))NB∕T 47014的规定。然后根据《承压设备焊接工艺评定》NB/T 47014 规定的重要因素和补加重要因素(有冲击韧性要求时)核定其适用 的范围。对其中的不符合项应采取追加试验和评定的方法,或重 新逬行焊接工艺评定。
在已有焊接工艺评定的基础上因评定条件改变而增加检验和 试验内容,或者标准改版时,还会遇到焊接工艺评定报告的变更问 题。按照本规范的观点,除允许对焊接工艺评定报告进行编辑上 的更改或补充外,一般焊接工艺评定报告是不允许变更的,因为焊 接工艺评定报告是进行特定焊接试验时发生事件的记录。“编辑 上的更改”是指诸如母材或填充金属分类号的误用。“补充”是指 诸如由于标准的修改而引起的变化。在焊接工艺评定报吿中可以 附加补充文件,只要这些补充文件被试验记录或类似数据证实是 原来评定条件的一部分。但是对焊接工艺评定报吿的所有变更 (包括日期)都必须进行再确认。
焊接工艺评定验证施焊单位拟定焊接工艺的正确性,并评定 施焊单位在限制条件下焊成合格接头的能力。所以焊接工艺评定 的基本原则是:
I应以金属材料的焊接性能为基础,并在产品焊接前完成。
2应在一个单位所建立的焊接质量管理体系内完成(见本规 范第3.0.4条)。换言之,每个施焊单位应自行组织并完成焊接工 艺评定工作。任何施焊单位不允许将焊接工艺评定的关键工作 (如焊接工艺预规程的编制、试件焊接等)委托另一个单位完成。 试件和试样的加工、无损检测和理化性能试验等可委托其他检测 试验机构完成,但施焊单位应对整个工艺评定工作及试验结果负 •全部责任。
3评定试件由本单位技能熟练的焊工使用本单位的焊接设 备施焊,既可证明施焊单位的焊接技术能力和工裝水平,又能排除 焊工技能因素的影响。
4不允许“照抄”或“输入”外单位的焊接工艺评定。
S焊接工艺预规程应由具有一定专业知识和相当实践经验 的焊接技术人员拟定。
5. 0.10本规范将“焊接工艺文件”摆到一个很重要的位置,在后 面各章里对焊接坡口制备、焊接过程控制参数、预热和热处理控制 参数等均要求“符合焊接工艺文件的规定气焊接工艺文件包括焊 接工艺评定资料(焊接工艺评定报告、焊接工艺预规程、检测试验 报告等)、焊接工艺规程、焊接施工方案(措施)等。焊接工艺规程 是指导焊工和热处理工按相应技术法规或标准要求焊制产品的重 要工艺文件,也是证明施焊单位具有按国家法规或标准制造、安装 合格产品能力的主要文件之一,同时还是参与工程焊接管理的各 方和相关部门检查焊接工艺纪律执行情况的重要检查依据。在实 际工作中,很多施焊单位和焊接工程技术人员都常常忽视焊接工 艺评定和焊接工艺规程的作用。本条的提出就是要求施焊单位和 焊接工程技术人员在编制焊接工艺规程时应重视焊接工艺评定报 告,重视焊接工艺规程的内容和编制质量。编制焊接工艺规程的 基本要求是:
1焊接工艺规程必须由施焊单位自行编制,不得沿用其他企 业的焊接工艺规程,也不得委托其他单位编制用以指导本单位焊 接施工的焊接工艺规程。
2现场编制焊接工艺规程时,应以焊接工艺评定报告为依 据,还要综合考虑设计文件和相关标准要求、产品使用和施工条件 等情况。本条规定:
1) 一个焊接工艺规程可依据一个或多个焊接工艺评定报告进 行编制。例如;手工鸨极氯弧焊+手工电弧焊的组合焊工艺,可分 别依据手工铛极氯抓焊方法的焊接工艺评定报告和手工电弧焊方 法的焊接工艺评定报告进行编制。
2) 一个焊接工艺评定报告可用于编制多个焊接工艺规程。例 如:已知立向上焊位置的焊接工艺评定报告,可用于编制平焊、横 焊、仰焊等各种不同位置的焊接工艺规程。
3焊接工艺规程不能完全等同于“焊接工艺预规程”。即使 焊接工艺因素(重要因素、补加重要因素和次要因素)未超出“焊接 工艺预规程”所适用的范围,也必须另行编制焊接工艺规程。
4 一份完整的焊接工艺规程应当列出为完成符合质量要求 的焊缝所必需的全部焊接工艺参数(工艺因素),除了规定直接影 响焊缝力学性能的重要工艺参数(重要因素和补加重要因素)以 外,还应规定可能影响焊缝质量和外形的次要工艺参数(次要因 素)。
5当某个焊接工艺因素(重要因素、补加重要因素和次要因 素中的任何一个因素)的变化超出标准规定的评定范围时,均需重 新编制焊接工艺规程,并应有相对应的焊接工艺评定报告作为支 持性文件。
6焊接工艺规程应由具有一定专业知识和相当实践经验的 焊接技术人员编制,焊接技术负责人审批。只有经过审批的焊接 工艺规程才可用于指导焊工施焊和焊后热处理工作。
6.0.1本条规定了焊接技能评定的组织和实施机构是企业焊接 技能评定委员会。企业焊接技能评定委员会必须在企业中产生, 按照企业质量管理体系的要求建立与运行,不强调有关主管部门 的审批程序。未设立焊接技能评定委员会的单位,其焊工的焊接 档案可委托由承担其焊接技能评定的企业负责管理。
6.0.2本条规定的企业焊接技能评定委员会应具备的条件必须 是本单位具备的,主要包括人员、场地、设备、工艺文件等。一般不 彳导外借设备、外借人员和租用场地作为焊接技能评定的场地。焊 接技能评定委员会必须有的基本人员包括承担考试技术责任的焊 接工程师、具有较高理论和实际水平的射线照相检验人员以及具 有监督焊工技能考试和执行工艺指令能力的焊接技师,其中射线 检测人员应取得国家有关部门至少射线检测H级资格。对考试的 场地、工装设备、检测手段等提出要求,目的是保证焊工考试工作 的顺利进行,也是成立焊工考试⅛fl构的必备条件。本条规定企业 具有管理不少于50名焊工的能力,是指与本企业签订有劳动合同 的焊工。
6.0.4基于我国的国情.对焊工的文化程度加以规定是有必要 的。为避免考试成绩低劣,致使大量焊接技能评定不能通过,故规 定参加考试的焊工应有一定基础并要通过焊接技能评定委员会的 审査批准.
6.0.5基本知识考试是参加技能考试的前提,因为技能水平的握 高是建立在理论水平的基础上,为督促焊工学习基本知识,提高理 论水平,规定基本知识考试合格后方能参加操作技能考试。
6.0.6 本条规定的焊工基本知识考试的内容包括焊工为合理施
• 94 •
焊和安全操作所必备的基本知识。这样规定比国内其他考试规则 的内容范围窄,但针对性强,符合焊工的基本条件和满足现场焊接 工作的需要。
6.0.7规定了焊工在何时何种情况下可以免除基本知识考试,但 材料类别或焊接方法有改变时,需重新增加相应材料类别、焊接方 法的考试。因为不同种类的材料其焊接特点有一定差别,对焊接 技能的要求就不一样;不同的焊接方法其焊接基本原理大不相同。 焊工必须经过对该种类材料或焊接方法的基本知识进行系统的学 习,方能正确掌握和提高。
6. 0. 8强调了焊工应严格按照焊接工艺规程的要求进行技能评 定,其目的是:一方面保证焊接技能评定不受不良的焊接工艺因素 影响,另一方面考核焊工执行焊接工艺指令的能力。
6.0.9原规范第5章关于“焊接操作技能评定的范围、内容、方法 和结果评定”的内容主要依据美国机械工程师协会ASME第IX卷 《焊接和钎焊评定》并结合国情编写的,这与《锅炉压力容器压力管 道焊工考试与管理规则》(国质检锅C2002B09号)是一致的。《锅 炉压力容器压力管道焊工考试与管理规则》现已修订为《特种设备 焊接操作人员考核细则》TSG Z 6002—2010,而且保留了 ASME 第IX卷的一些观点。为简化规范条文的叙述,也为协调好本规范 与国家质检总局特种设备安全技术规范《特种设备焊接人员操作 考核细则》TSG Z 6002-2010的关系,避免重复性的工作,本次修 订对原规范中涉及焊接操作技能评定的相关内容与《特种设备焊 接操作人员考核细则》基本一致的部分直接采用。
《特种设备焊接操作人员考核细则》中不涉及誥及皓合金材 料,故对其作补充要求。
原规范提出了同一管状试件上同时进行水平固定及垂直固定 两位置的考试,实践表明这是一种行之有效且经济合理的办法。 本次修订予以保留,并对管径进行了限制。
本条第3款依据ASME第IX卷对部分材料的部分焊接方法 免去了弯曲性能检验的要求。
依据ASME第IX卷,结合我国施工现场工件材质多,用于考 试的材料供应不足的实际情况,在焊接材料与原规定不变的前提 下,考试试件的母材釆用低合金系列材料代替高合金材料是可行 的。当考试试件母材按本规范表6. 0. 9代用时,焊接材料必须与 原规定的考试试件母材相匹配。本规定适用于只进行射线检测的 试件,如果有弯曲性能检验要求时,则不适合。
6.0.10焊接技能评定不合格的原因可能有技能以外因素的影' 响,所以应给予补考的机会,补考仍不合格,可对其技能作出判断, 需经一段时间的培训和学习,方能再次申请考试。对于补考仍不 合格者,应经过多长时间的培训和学习,才能再次申请补考呢?国 内标准规定为3个月,国外规范无时间规定。我们认为应根据焊 工培训进步情况决定,在时间上以不作硬性规定为宜。
6. 0.11对连续中断6个月焊接作业需要再参加焊接工作的焊 工,国内一些考试规则规定的办法是“重新考试”。但完全依靠重 新考试会给企业带来繁重的工作量和经济负担。本条增加“现场 考核”的办法,同样能考查焊工在中断6个月后技能有无退步Z “现场考核”的办法及考核焊缝的长度规定主要依据ASME第IX 卷。
由于各企业内部的质量管理指标和考核办法不尽相同,对焊 工技能等级的要求也不尽一致,质量低劣注销合格证的条件由企 业质检部门确定。
6.0.12在施工现场往往一名焊工除承担本规范适用范围内的焊 接工作外,还同时从事锅炉、压力容器、钢结构构件等的焊接工作, 相应的规范又规定必须符合各自考规的要求,所以,作为企业廂焊 工都希望能建立起各考规之间的联系“桥梁”,以避免重复考核。 本条提出;若焊工按其他标准考核合格,承担本规范适用范围的焊 接作业时,应取得建设单位(或监理)的焊接责任工程师认可,条件 是认可的项目应符合本章规定。
7.1 一般规定
7. 1. 1本条是对碳素钢和合金钢现场设备和管道焊接施工适用 材料范围的规定。合金钢主要包括低合金结构钢、低温钢、耐热 钢、不锈钢(含铁素体不锈钢、马氏体不锈钢、奥氏体不锈钢、双相 不锈钢等)、耐热耐蚀高合金钢等。
7.1.2本条是对适用焊接方法的规定。与原规范相比,增加了自 保护药芯焊丝电弧焊、气电立焊、螺柱焊,这都是目前工程现场已 釆用且技术成熟的方法。随着鸨极惰性气体保护电弧焊(鸨极氯 弧焊)方法的普及,气焊方法对于碳钢和合金钢而言已很少釆用, 面临淘汰,但本次修订仍保留,理由是对于普通低碳钢的焊接不失 为一种成本低、又能满足使用要求的焊接方法。工程现场设备和 管道常用的合金钢主要包括低合金结构钢、低温钢、耐热钢、不锈 钢(含双相不锈钢)、耐热耐蚀高合金钢等。
7. 2焊前准备
7.2.1机械加工即冷加工,主要包括车、刨、砂轮切割、坡口机加 工等,适用于所有的材料。但不锈钢、有色金属等材料用砂轮切割 与修磨坡口时,应使用专用砂轮,不得使用切割碳素钢管的砂轮, 以免受污染而影响不锈钢和有色金属的质量。等离子弧或氧乙焕 火焰加工即热加工,等离子弧切割主要用于高合金钢和有色金属 材料,但氧乙欢火焰切割主要适用于碳素钢和低合金钢。对淬硬 倾向大的合金钢,热加工切割容易产生表面淬硬层。表面淬硬层 的厚度与切割方法、切割速度、工件材质、结构状况及环境条件有 关。因此,对不同的材料应正确选用合适的热切割加工方法和采 取相应的措施,减少淬硬层的厚度,否则应采用机械方法加工处理。
7.2.2焊件坡口及内外侧表面的油、輦、锈、毛刺、镀锌层等污物 和有色金属表面氧化膜的存在,对焊接质量影响很大。尽管组对 前对其进行过清理,但由于焊件组对过程或组对清理后的待焊过 程中,坡口表面仍Hr能被氧化或被污染。焊丝也会由于其表面的 油污、锈蚀等对焊接质量造成不良影响。在组对前应对坡口及坡 口两侧内外表面进行淸理,在施焊开始之前还应对坡口及坡口两 侧和焊丝进行清理和检查。由于不同材料的焊接特性不同,坡口 两侧的清理对象、清理范围和清理方法等要求也不同(见本规范第 7章〜第12章相关条款)。
7.2.4焊件组对错边量的大小直接影响到根部焊道质量,尤其是 单面焊焊缝,如局部错边量过大,易导致焊缝根部产生未熔合缺陷 和造成应力集中。有些设备和管道还会因错边产生冲刷腐蚀。
7. 2.5本条对错边量的规定主要是从能否保证焊接质量来考虑, 同时也考虑了材料制造本身允许的壁厚误差。设备对接焊缝错边 量的规定是参照ASME第圳卷《压力容器第一册》和现行国家标 准《钢制压力容器》GB 150—98制定的。
7. 2,6本条对焊缝位置的规定主要是防止焊缝过于集中形成应 力叠加,以免造成焊接接头破坏的隐患,并考虑因位置障碍影响焊 匚施焊和热处理工作的进行。在焊缝上开孔会使焊缝应力状态恶 化,所以不宜在焊缝及其边缘上开孔。当无法避免在焊缝及其边 缘上开孔或开孔补强时,开孔边缘应避开焊缝缺陷位置,并对开孔 附近的焊缝进行检测。
7.2. 7焊接坡口的根本B的是确保接头根部焊透I并使两侧的坡 口面熔合良好。设计焊接坡口既要符合设计文件的要求,还要考 虑母材的焊接性、结构的刚性、焊接应力、焊接方法的特点及其熔 深等。对于奥氏体不锈钢的焊接,还要注意坡口形式和尺寸对抗 腐蚀性能的影响。所以焊缝的坡口形式和尺寸应按照能保证焊接 质量、焊缝填充金属尽量少、避免产生缺陷、减少焊接残余应力和 变形、减少异种金属焊缝的稀释率、有利于焊接防护、使焊工操作 方便、适应无损检测要求等原则,并根据接头形式、母材厚度、焊接 位置、焊接方法、有无衬垫及使用条件等确定。本条推荐的标准坡 口供现场编制焊接工艺规程时参考。
7.2.8对不等厚焊件组对时错边量的处理要求既从保证焊接质 量出发,又考虑了使用条件、应力集中因素和焊件的外观质量。
7. 2.13不锈钢焊件焊接时,如飞溅物落到坡口两侧,易在沾污处 引起腐蚀,从而影响焊件的使用性能O防止措施i坡口两侧涂加粘 结剂的白垩粉、专用的防飞溅涂剂。此条要求主要针对焊条电弧 焊、熔化极气体保护电弧焊等飞溅大的焊接方法而言,鸨极惰性气 体保护电弧焊就不存在飞濺问题。
7. 2.14螺柱焊的瞬间电流大,网庄的波动、电源的稳定对焊接质 量影晌较大。
7.3焊接工艺要求
7. 3. 1正确选择焊接材料是保证焊接质量最重要的也是基本的 条件。本条对焊条、焊丝的选择作了原则规定。焊接材料原则上 应由设计文件提出,并通过焊接工艺评定验证后才能用于焊接工程O
1焊接材料选用的基本原则:
D应考虑焊接材料的工艺性能。工艺性能若不好,则电弧燃 烧不稳定,不易脱渣,飞溅大,焊缝易出现气孔,容易产生焊接缺 陷。所以工艺性能是否良好是选择焊材时应考虑的一项重要条件。
2)应考虑焊材与母材的相匹配性,保证焊接接头的使用性能, 即按照母材的化学成分、力学性能、焊接性能、焊前预热、焊后热处 理和使用条件等因素综合考虑,必要时通过试验确定。
2同种钢材的焊接,首先要保证焊缝金属的使用性能(包括 力学性能,耐热耐腐蚀及低温性能等)与母材相当。为此;
1)碳素钢、低合金强度钢应保证焊缝的力学性能高于或等于 相应母材标准规定下限值。
2) 铭钥耐热钢应保证焊缝的力学性能和化学成分均高于或等 于相应母材标准规定下限值。通常情况下都是根据其合金元素含 量选择相应化学成分的焊材。
3) 低合金低温钢应保证焊缝的力学性能高于或等于相应母材 标准规定下限值,选用与母材使用温度相适应的焊材。就低温钢 的焊接性而言,主要矛盾是保证接头的低温韧性要求,防止接头在 使用中产生脆性断裂,其强度通常均能满足要求。
4) 高合金钢应保证焊缝金属的力学性能和耐腐蚀性能均高于 或等于相应母材标准规定下限值。也可选用镣基焊材。
5) 当用奥氏体焊接材料焊接非奥氏体母材时,应慎重考虑母 材与焊缝金属膨胀系数不同而产生的应力作用。
3异种钢结构能充分利用材料各自的优点,节省大量的贵重 材料,并能更好地满足使用要求,在工程建设施工中,不可避免地 会遇到异种钢材的焊接问题。
1) 金相组织基本相同而钢种不同的异种钢焊接时,因其热物 理性能彼此差异不大,可不考虑因组织差异对焊接质量所带来的 问题。一般情况下根据合金含量较低一侧或介于两者之间的钢材 选择焊材,既可满足对接头的使用要求,而且焊材的焊接性也较好。
2) 奥氏体钢与珠光体钢焊接时,为避免焊缝中产生脆性的马 氏体组织,用含镣量高的焊接材料是目前改善此类异种钢焊接接 头中熔合区质量的主要手段。含镣量越高,脆性层宽度越小,当使 用镣基焊材时,脆性层会完全消失O
对于“设计温度高于425°C时,宜选用镣基焊接材料”的规定, 主要参考电力行业和石化行业的通行做法(见现行行业标准《石油 化工异种钢焊接规程))SH∕T 3526—2004和《火力发电厂焊接技 术规程>)DI√T 869—2004的相关规定。
4复合钢基层多半由碳素钢或低合金钢组成,以满足设备在 使用中的强度和刚度要求;不锈钢部分称为复层,主要用来满足耐 腐蚀性能要求,其厚度通常占总厚度的3%〜20%。复合钢板基
• 100 •
层与复层过渡的焊接,实际上即为奥氏体钢与珠光体钢之间异种 钢的焊接,需采用25Cr-13Ni或含镣量更高的焊材。
7.3.2定位焊缝承受组対应力。定位焊缝过短、过薄,易撕裂,存 在缺陷的可能性大。这些缺陷在焊接过程中常常不能全部熔化, 面保留在新的焊道中,形成根部缺陷。因此,对定位焊缝应进行清 理检查,对发现的缺陷进行打磨处理和修整。
对定位焊缝的焊接要求与正式焊缝同样对待(合格焊工,相同 焊材、预热条件和焊接工艺)。
由于工夹具焊缝短,受热影响硬而脆,容易产生焊接缺陷,所 以除通过组裟方法和工夹具设计的改进使得工夹具焊点数最少 外,最好工夹具材质与母材相同或同一类别号,工夹具肄接(鮮材 和工艺)也要求与正式焊接相同。
7.3.4对合金元素含量较多的钢种,在鸨极惰性气体保护电弧焊 (如氯弧焊)打底时焊缝背面应充保护气体加以保护,否则焊缝背 面将会被严重氧化,甚至形成疏松组织而无法成形,严重影响焊缝 质量。但对合金元素含量较少的钢种,内侧是否充保护气体对焊 缝成形和焊接质量并无明显影响,在此情况下则没有必要对焊缝 背面金属进行保护。保护气体普通采用氯气。国外及国内有些单 位采用氮气或氯气+氢气等其他气体成分作为背面保护取得了成 功经验。所以本条对焊缝背面保护方法和保护气体的种类未予限 制O
根据多年来的施工经验保留原规范将锣极惰性气体保护电弧 焊或熔化极气体保护电弧焊时,焊缝背面应进行保护的合金钢化 学成分限定在Cra3%或合金元素总含量大于5%。
7.3.8中断焊接是指一条焊缝因某种原因未能完成而中断,焊缝 要在完全冷却后重新开始焊接。每条焊缝连续焊完,可使焊缝在 整个焊接过程中少受外界不利因素影响,因此强调:除工艺或检验 要求需分次焊接外,每条焊缝宜J次连续焊完。考虑到某些焊缝 要进行中间检验、或工艺要求、或其他缘故而中断焊接时,疵根据
工艺要求釆取保温缓冷或后热等防止产生裂纹的措施。再次焊接 前应清理并检査焊层表面。
7.3.9需预拉伸或预压缩的管道焊缝组对时的附加应力由工夹 具所承受,在焊接过程中和热处理前如将工夹具拆除,则这部分附 加应力将叠加到焊缝上,易导致焊缝产生裂纹。为防止该附加应 力在工夹具拆除后叠加到焊缝上,在焊完及热处理完毕焊缝已达 到足够的强度和塑性,并经检验合格后方可拆除工夹具。
7. 3.12对低温钢、奥氏体不锈钢、双相不锈钢、耐热耐蚀高合金 钢以及奥氏体与非奥氏体异种钢接头,为保证其焊接质量,除应选 择正确的焊接方法和焊接材料外,需采用的焊接工艺的共同特点 就是选用较小的焊接线能量施焊,并尽量降低道间温度。
焊接低温钢时,控制焊接线能量,可防止因焊缝过热出现粗大 的铁素体或粗大的马氏体组织。试验证明,増大焊接线能量时,焊 缝和热影响区的韧性都随之下降。
奥氏体不锈钢釆用小的焊接工艺参数焊接,可有效地防止合 金元素的烧损,降低焊接残余应力,减少熔池在敏化温度区的停留 时间,避免产生晶间腐蚀,同时也可防止热裂纹的产生。
双相不锈钢既要控制焊接线能量的上限,也要控制其下限。 这是因为当线能量太低可导致母材熔合区利热影响区铁素体含量 过高,从而降低韧性和耐蚀性,而太高的线能量可导致金属间沉淀 相的形成,而铁素体对形成金属间相敏感。
双相不锈钢进行多层多道焊时,后续焊道对前层焊道有热处 理作用,焊缝和热影响区的奥氏体相组织增多,成为奥氏体占优势 的两相组织,从而使整个焊接接头的组织和性能显著改善。所以 双相钢接触腐蚀介质一面的焊缝先焊比后焊要好,这恰与奥氏体 不锈钢焊缝相反。
22Cr-5Ni-3Mo(2205 型)、25Cr-7Ni-4Mo(2507 普通型和超 级型)双相不锈钢焊接采用氫+氮混合保护气,对焊缝的双相比是 有好处的。因为双相不锈钢(如2205型,2507型)均是氮合金化
• H)2 .
的,在距焊缝表面的一定范围内氮的损失是难免的,如果氮的损失 过多,则焊缝区的奥氏体相比例将会大大减少,铁素体相偏高,冲 击韧性下降,耐腐蚀性能也会减弱。因此保护气体中保持一定量 的氮气可以补充焊接过程中金属本身氮的损失,但如果补充量太 大,焊缝易产生气孔,焊缝的冲击值也会下降。一般推荐采用 98%Ar+2%N?比较合适。
耐热耐蚀高合金钢采用较小的焊接线能量焊接,可减小合金 元素烧损和熔池过热而形成粗晶组织,获得较好“等强度”的接头。 粗晶组织虽然对高温瞬时强度和持久强度有一定好处,但严重降 低高温塑性和疲劳强度,并易引起热裂纹,过热区越宽,影响越严 重。
非奥氏体与奥氏体异种钢接头的焊接,选用小电流、短电弧、 快焊速工艺可有效降低熔合比,避免接头一侧产生淬硬组织,防止 扩散层。如果淬硬倾向较大,焊前应对其预热,其预热温度比单独 焊接时要低一些。
7.3.15酸洗、钝化的目的是为了使不锈钢表面生成一层无色致 密的氧化薄膜,起耐腐蚀作用。奥氏体不锈钢焊缝及其附近表面 是否必须进行酸洗、钝化处理,应由设计根据使用条件确定。酸 洗、钝化液的配方也应由设计或相关标准给定。
7.3.16螺柱焊每个工作日前的焊接试验是对当天焊接人员、设 备及作业条件的检验,有利于确保焊接质量。
7.4焊前预热及焊后热处理
7.4.1焊前预热和焊后热处理,是降低焊接接头的残余应力,防 止产生裂纹,改善焊缝与近缝区金属组织与性能的有效方法。是 否进行预热及热处理不仅要考虑钢材的淬硬性和焊件厚度,还应 考虑结构刚性、介质、母材的供货状态、焊接方法及环境温度等条 件。
7.4.2预热的主要目的是为了降低钢材的淬硬程度,延缓焊缝的
■ 103 * 冷却速度,以利于氢的逸出和改善应力条件,从而降低接头的延迟 裂纹倾向。提高预热温度常常会恶化劳动条件,使生产工艺复杂 化。过高的预热还会降低接头韧性。因此焊前是否需要预热和预 热温度如何确定要认真考虑。影响预热温度的因素很多。本条依 据ASME B31. 3《压力管道规范 工艺管道》提出的表7. 4. 2是对 常用钢种的最低预热温度值要求,只考虑了材质和厚度两个因素。 实际焊件预热时,不仅要考虑材料的淬硬性和焊件厚度,还应考虑 结构刖性、焊接方法和环境温度等因素,当遇有拘束度较大或环境 温度低等情况时应适当增加预热温度。
7.4.4预热区域范围并非仅是焊缝和热影响区,还要考虑焊件的 散热问题,以保证焊件焊接时的焊缝和热影响区温度(含壁厚方向 的温度梯度)符合要求。而焊件的散热程度与焊件材质和尺寸(表 面积和壁厚)有关。本条规定的预热区域范围是最低要求,实际预 热的加热范围要结合焊件的实际情况确定。
7.4.5控制道间温度的目的在于:一方面维持一定的道间温度 (一般不低于预热温度),以防止焊接接头产生淬硬组织;另一方面 限制道间温度不能太高,以提高接头冲击性能和耐腐蚀性能。如 果道间温度不足,就相当于预热温度偏低而达不到预热的目的;但 若道间温度过高,说明道间的预热温度过高,无形中增大了焊接线 能量,易引起过热或产生接头塑性和冲击功的下降。对铭钥合金 钢还可能在热影响区形成“软化区”,导致热强性明显下降。奥氏 体不锈钢控制道间温度是为防止焊缝过热影响耐腐蚀性能。
7.4.6本规范所叙及的焊后热处理是指“将焊接区或其在金属的 相变点以下均匀加热到足够高的温度,并保持一定时间,然后均匀 冷却的过程”,即对接头进行高温回火,主要作用是降低接头残余 应力,不包括其他各种形式的热处理,如固溶处理、调质及正火处 理等。
通过焊后热处理可以松弛焊接残余应力,软化淬硬区,改善组 织,减少含氢量,提高耐蚀性,尤其是提高某些材料的冲击韧性,改
• 104 •
善力学性能及蠕变性能。但是焊后热处理的温度过髙,或者保温 时间过长,反而会使焊缝金属结晶粗化,碳化物聚集或脱碳层厚度 增加,从而造成力学性能、蠕变强度及缺口韧性下降。因此焊后热 处理的关键参数是热处理温度和保温时间。
国家现行标准《工业金属管道工程施工规范》GB 50235和《压 力容器焊接规程>>NB∕T 47015均分别对设备和管道的焊后热处 理条件和工艺参数有规定,本规范直接引用。
7.4.7苛性纳、硝酸盐、含氢化氣的溶液、氤化物溶液等介质都会 使焊缝产生应力腐蚀。产生应力腐蚀的条件不仅与介质的种类有 关,也与介质的浓度、温度和压力有关,所以哪些焊缝会产生应力 腐蚀,应进行焊后热处理消除残余应力,应由设计单位在设计文件 中予以规定。
7. 4.8非奥氏体钢之间的异种钢焊接接头的焊后热处理温度如 超过合金成分较低…侧钢材的下临界点A。,则会使焊缝或靠近 接头的该侧母材发生奥氏体转变,在热处理条件下形成粗晶组织 的降低接头的性能。当合金成分高侧(焊接性较差侧)钢材的热处 理需要温度超过低侧钢材的下临界点ACi时,可在较Ad低的温度 下通过延长热处理恒温时间满足对整个接头的热处理要求。
为了保证调质钢的材料强度,消除应力处理的温度应比钢材 原来的回火温度低30°C左右。
7.4.14有延迟裂纹倾向的钢材,一般要求焊后及时热处理,以防 止延迟裂纹的产生。焊后若不能及时热处理(如在热处理前进行 无损检测),则应在焊后立即后热2OO°C-35O°C保温缓冷。这样 做既可减少焊缝中氢气的有害影响,降低焊接残余应力,避免焊接 接头中出现马氏体组织,从而防止氢致裂纹的产生;又可在热处理 前对焊缝进行无损检测,对超标缺陷进行返修,防止热处理后因返 修而重新进行热处理。
8.1 一般规定
8. L 1、8. 1. 2管道工程中使用的铝及铝合金主要是工业纯铝利 防锈铝合金(铝镁合金、铝镒合金)。因铝及铝合金的导热系数大, 比热是铁的1倍多,要求焊接时必须用大功率或能量集中的焊接 电源。无论是焊接质量还是生产效率,惰性气体保护电弧焊(铸极 氯弧焊、熔化极氯弧焊)方法都是最佳的,已被我国施工行业广泛 应用。而氧乙焕焊和焊条电弧焊很难保证铝的焊接质量,已被氯 弧焊所取代。
8.2焊前准备
8. 2.1 附录D表D 0. 2-1和表D. 0. 2-2中的焊丝型号为现行国 家标准《铝及铝合金焊丝))GB∕T 10858—2008中的型号。
8. 2. 2原规范中规定坡口制备的原则、方法以及推荐的坡口形式 和尺寸仍被广泛使用,本次修订除保留外,另推荐采用现行国家标 准《铝及铝合金气体保护焊的推荐坡口》GB/T 985. 3—2008。
8.2.3在工件尺寸较大、生产周期较长、多层焊或化学清洗后又 沾污时,常采用机械清理。先用丙酮、汽油等有机溶剂擦拭表面以 去油,随后直接用直径0. 2mm的铜丝刷或不锈钢丝刷子刷,刷到 露出金属光泽为止。一般不宜用砂轮或普通砂纸打瘡,以免砂粒 留在金属表面,焊接时进入熔池产生夹渣等缺陷。另外也可用刮 刀、铿刀等清理待焊表面。
化学清洗效率高,质量稳定,适用于清理焊丝及尺寸不大、成 批牛产的匸件。可用浸洗法和擦洗法两种。
工件和焊丝经过清洗和清理后,在存放过程中会重新产生氧
• 106 •
化膜,特别是在潮湿环境到焊接前的存放时间应尽量缩短,在气候 潮湿的情况下,一般应在清理后4h内施焊。清理后如存放时间过 长(超过8h)应重新处理。
8.2.5铝材在高温时强度很低,液态铝的流动性能好,在焊接时 焊缝金属容易产生下塌现象。为了保证焊透而又不致堤陷,焊接 时常采用垫环来托住熔池及附近金属。尤其是当管道固定环焊缝 的焊接位置操作难度大、组装条件差时,应尽量采用不锈钢衬环 (临时或永久)、铝衬环、嵌入式不锈钢衬环焊(托板为铝)。
8.2.7備及铝合金设备对接焊缝的错边量参照ASME第冊卷 《压力容器第一册》和现行行业标准《铝制焊接容器MB/T 4734-2002的规定进行了修改。
8.3焊接工艺要求
8.3.1规定鸨极惰性气体保护电弧焊采用交流电源。如果采用 直流电源,当鸨极接正极时,电弧穿透力极差,不能保证熔深;而当 鸨极接负极时,虽然电弧穿透力足够,但电弧对铝材表面却失去了 清洗作用•另产生水气。所以只有用交流电源,钙极惰性气体保护 电弧焊才能兼顾两者的优点。
规定熔化极惰性气体保护电弧焊采用直流电,焊丝接止极。 因熔化极惰性气体保护电弧焊特别当电流达到射流过渡时,电弧 有很强的穿透作用,当焊丝接止极时,电弧对母材表面同时兼有清 洗作用,氯弧对清除氧化膜最为有效。
8.3.3、8.3.4铝及铝合金焊件…般不预热,仅当焊件较厚,通过 适当加大焊接电流仍不能使焊接正常进行时,可考虑预热,以减小 焊接变形。或者当焊件表面有潮气时,为防止气孔需采取预热措 施。
8.3.8焊枪、焊丝和三件的相互位置应既便于操作,又能良好地 保护焊接熔池。焊丝倾角小些为好,倾角太大容易扰乱电弧及气 流的稳定性。
8.3.9铝材焊接应尽量减少层道数,以避免母材反复受热。多层 焊时的道间温度应严格控制,道间温度过高,接头强度和塑性都降 低,易产生微裂纹。本条是参照现行行业标准《铝制焊接容器》 JB/T 4734—2002制定的,多层焊的道间温度应尽可能低。
8.3.10设备和大口径铝管釆用双面同步氯弧焊工艺是目前施工 现场提高焊接质量的最有效措施之一。该方法的特点是;
1可较充分地利用电弧热量,从而降低能源。
2熔池始终处于氧气的保护之下,两侧电弧对熔池都有搅拌 作用,有利于夹杂物气体的逸出,焊缝质量高。
3能实现单面填丝焊接、双面成型,焊后不用清根,生产效率 高,焊件变形小。
8.3.13本条规定是为防止焊件变形。因铝材在受热时线膨胀系 数比铁大近1倍,凝固时的收缩率又比铁大2倍,故铝材焊接时的 变形量很大。如果措施不当,常出现变形,或因此产生开裂,应引 起极大重视。
9.1 一般规定
9. L 1现场设备和管道工程中常用的铜及铜合金主要是纯铜和 黄铜。
纯铜的导热系数很高,是钢的6倍〜8倍,是铝的L 5倍,且 其热容量大,焊接时热量从焊接区迅速大量地传至周围母材,尤其 是厚壁管道焊接更为严重,以致造成未焊透或未熔合。所以焊接 纯铜管必须采用能量集中的强热源,以保证焊接区尽快达到焊接 紫铜的理想温度。
黄铜即铜锌合金。当含锌量高于0. 15时,铜台金的导热率随 合金成分的增加而降低。焊接时,焊接区因传导而损失的热量比 纯铜少,由于锌的沸点低,在焊接过程中很容易蒸发,使焊缝产生 气孔,并降低焊缝的力学性能和耐腐蚀性能。同时蒸发的锌与氧 结合成氧化锌,对人体危害极大。因此焊接黄铜时,能量应比焊接 纯铜时要低。
9.L2鸨极惰性气体保护电弧焊具有电弧稳定、能量集中、保护 效果好、操作灵活、焊接质量高的优点。它已逐渐取代了气焊和焊 条手丁•焊而成为铜及铜台金焊接方法中应用最广泛的焊接方法, 兀乎所有的铜及铜合金均宜采用此种焊接方法。由于现场铜制设 备和管道大部分焊件的厚度不超过12mm,鸨极惰性气体保护电 弧焊的焊接质量高,所需预热温度较低,因此现场的铜及铜合金实 际上多采用铛极惰性气体保护电弧焊。
氧乙焕焊工艺简单、使用灵活、焊接温度低、可减少黄铜中锌 的蒸发,所以氧乙烷焊适合于黄铜焊接。但氧乙焕焊易变形、成形 不好,目前在现场应用较少,作为传统焊接方法,本次修订仍予以
• 109 .
保留。
9.2焊前准备
9.2.1铜及铜合金焊接时焊缝成形差、热裂纹倾向大、气孔倾向 严重,从而造成接头性能下降。这些问题的存在,主要是因为铜及 铜合金的导热系数大,熔化时表面张力小,流动性大,氢及氧反应后 生成水及二氧化碳又不溶解于铜及其合金中,熔焊过程中晶粒长大。
焊接铜及铜台金的焊丝除了要满足对焊丝的一般工艺、冶金 要求外,最重要的是控制其中杂质含量和提高其脱氧能力,以避免 热裂纹和气孔的出现。因此纯铜的焊接应选择脱氧能力强的焊丝 (如含硅、镒、磷等合金)及双相组织的焊丝。焊接黄铜时,为了抑 制锌的蒸发烧损及其造成的气氛污染和对电弧燃烧稳定性产生影 响,故采用含锌量少或最好不含锌的焊丝。铜锌合金的焊丝一般 不适用于鸨极惰性气体保护电弧焊,只适用于气焊。
铜及铜合金一般情况下保护气体釆用氯气,在有些情况下,如 焊接纯铜而又不允许预热时,采用70%M + 30⅜M或氮的混合气 体保护,可获得较大的熔深。但使用氮气易生气孔,使用氮气成本 较高,一般并不常用。
9.2.5铜及铜合金设备对接焊缝的错边量参照ASME第郴卷 《压力容器第一册》和现行行业标准《铜制压力容器》JB 4755一 2006的规定进行了修改。
9.3焊接工艺要求
9.3.3因铜及铜合金的流动性好,故应尽可能采用平焊位置。如 果采用其他位置焊接,应采用小直径电极、填充丝和小电流,也可 以采用脉冲电流来控制金属的流动。
9.3.5铜的热导率高造成焊接区的热量快速传导,应釆用预热来 减少这种热量损失。否则,所焊接头可能未熔合、接头未熔透,或 这两种情况均存在。关于纯铜的鸨极惰性气体保护电弧焊应在什
• 110 •
么厚度下预热的问题,中国机械工程学会焊接学会编著的《焊接手 册》(第2版)第2卷“材料的焊接”中指出;纯铜鸨极氯弧焊时,工 件厚度在4mm以下可以不预热,4nιm-12mm的纯铜需预热至 200°C〜450°C°现彳亍行业标准《铜制压力容器))JB∕T 4755—2006 也规定:焊件厚度超过4mm的纯铜、黄铜焊前一般应预热。焊件 厚度和尺寸、保护气体的种类不同,则预热温度不同。美国焊接学 会主编的《焊接手册》中推荐黄铜的预热温度为93'C〜316°CiJ 9.3.6黄铜采用氧乙決焊,由于氧乙炊焰的温度较低,故其预热 温度略高于纯铜。为防止熔池金属氧化和其他气体侵入熔池,并 改善液体金属的流动性,氧乙焕焊应使用焊剂。
9.3.7为改善焊缝的性能,减小焊接应力,焊后对焊缝进行热态 或冷态锤击是必要的。
9.3.8黄铜焊后是否需要热处理取决于母材的成分及焊件的用 途。高锌(≤0. 20)黄铜合金在焊接过程中产生的应力,在某些介 质中能导致应力腐蚀,以致引起产品过早破坏,且焊缝区的硬度将 随焊接热所引起的时效结果而变化,因此黄铜焊后都要进行热处 理以消除应力。
对于可淬硬合金焊件采用退火处理和均质化处理,以产生令 人满意的金相组织,退火温度必须高于消除应力的热处理温度。 美国焊接学会主编的《焊接手册》中推荐的黄铜退火温度范围为 427oC-593°C0
10. 1 一般规定
10.1. IslO. 1.2钛的熔点高、导热性差、热容量小、电阻系数大, 因而与钢、铜、铝等的焊接相比,钛的焊接熔池积累的热量多、尺寸 大、高温停留时间长、冷却速度慢。在正常焊接工艺条件下,刚焊 完的焊缝在长度方向上超过600°C的区域比不锈钢约大1. 5倍, 比碳素钢大2. 3倍,比铝大16倍,比铜大23倍。因而焊钛时不但 熔池区域和焊接接头的背面要保护,焊后正在冷却中的焊接接头 正面也要保护。所以钛的焊接不能釆用一般的焊条电弧焊、气焊 等,国内也不用埋弧焊,一般釆用惰性气体保护下的钙极惰性气体 保护电弧焊、熔化极惰性气体保护电弧焊等。现场设备和管道焊 接通常釆用铛极惰性气体保护电菰焊。
由于现场存在钛材设备焊接工作,因此本次修订增加了钛材 设备焊接要求。同时,工艺设备及管道中使用的钛材多为工业纯 钛及低合金钛,因此本次修订限定了本规范的使用范围为工业纯 钛及低合金钛。
10.2焊前准备
10.2.1本条规定了焊接材,料选用原则,主要依据中国机械工程 学会焊接学会编写的《焊接皐册》。对于钛焊丝的杂质成分而言, 基本上将碳、氮和氢的含量都同样控制在尽可能低的水平。
原规范中规定的“焊丝的化学成分和力学性能应相当”不够明 确和合理,故做了相应改动。
保护气体使用时要将保护气系统如输气软管、焊炬、拖罩中的 空气置换干净。保护气应选用氯气、氮气或氯氮混合气.
• 112 •
10. 2. 2钙极的形状和尺寸直接影响着焊接电弧的稳定和鸨极的 烧损程度,从而直接影响焊接质量。
10. 2.5本条是根据钛材的化学活性及一些有害杂质对焊缝性能 的恶劣影响,使钛焊缝对坡口及焊丝表面的污物十分敏感的情况 而制定的。很多国内外相应的标准规范及有关资料都对坡口及焊 丝的清洗提出严格的要求。
在钛材焊接时,焊接接头表面以及接头两侧长度至少为 20mm,母材表面上的一切鳞片、漆层、残留的污物、金属碎屑、磨 料粉尘和可能与钛材发生化学作用的其他杂质,均应使用奥氏体 不锈钢丝刷清除干净,粗切的坡口表面、毛刺以及其他表面缺陷均 应使用细齿铿磨光,所有清理工具只能用在钛焊件上,且应在使用 之前予以彻底清洁。在上述机械方法清刷洁净之后,并在将要焊 接之前使用不含硫的乙醇或丙酮彻底清洗,以去除油脂。清洗是 保证焊接质量的主要环节之一,否则将导致铁、氢污染或形成气孔 等焊接缺陷。
推荐的酸洗溶液配方和酸洗规程见表}。
表1酸洗溶液配方及酸洗规程
|
序号 |
酸洗溶液配方 |
酸洗温度(七) |
酸洗时间Cmin) |
|
1 |
盐酸 250mL∕L,M化钠 50g∕L |
25 — 30 |
10—15 |
|
2 |
気氯酸2%,硫贖30%,其余为水 |
25 〜30 |
5-10 |
|
3 |
氢氯酸2%~繹% ,硝酸30%〜40% ,其余为水 |
≤60 |
2〜3 |
注:酸洗时闾取决于氧化层厚度,酸洗后应立即用清水冲洗干净并晾干。
10. 2.7钛及钛合金设备对接焊缝的错边量是参照ASME第宙 卷《压力容器第一册》和现行行业标准《钛制焊接容器》JB 4745—2002的规定进行了修改。
10.3焊接工艺要求
10. 3.1采用直流正接氯弧焊时,铛极因发热量小不易过热,同样 直径的鸨极可采用较大电流,工件发热量大,熔深大,所以生产率
-113 • 高,且鸨极为负极,热电子发射能力强,电弧稳定而集中,有利于钛 的焊接。
10.3.2目前钛管对接焊口都是釆用水平转动位置进行预制的, 有利于保证管道的焊接质量。焊接固定焊缝也是可行的,只是对 焊工技能要求较高,高空作业实现各部分良好的保护较麻烦,操作 不方便。另外对焊接时的环境条件、要求防尘、防铁离子污染等都 要釆取一些必要的措施。所以在施工中尽量减少固定的安裝焊口。
10.3.4由于钛材熔点高,热容量大,导热差,焊缝和热影响区在 焊接热循环的作用下晶粒易长大,从而使焊接接头塑性和韧性下 降。如果使用大的工艺参数会使晶粒更加粗火,同时也使焊缝高 温停留时间长,这样焊后氯气的保护时间也长,会降低工效,所以 应采用小的工艺参数焊接,并应控制道间温度。必要时还应采取 强制冷却措施。
10.3.5山于钛是一种活性极强的金属,在高温下和空气中氧亲 和力非常强,焊接过程中极易吸收氧、氯、氮等,致使其蜴性下降, 因此焊缝保护是钛焊接的重要措施。钛在400OC以上的区域必须 采用严格的惰性气体保护,以避免氧化。使用保护拖罩是钛焊接 的特点。
保护区分为二个部分同时进行,缺一不可。
1利用焊炬喷嘴,保护焊后温度高于400OC的焊缝和焊丝;
2利用焊炬后拖罩,保护焊后温度高手400OC的焊缝和热影 响区外表面;
3利用管内局部充鋭,保护焊缝及热影响区的内表面。
对于设备焊缝,可用铜板垫在焊缝背面,加强焊接区的冷却并 隔绝空气。也可用吹送氯气的铜垫板保护焊接区的背面。焊角焊 缝时可在焊缝背面放一根一侧钻有小孔的铜管吹氯保护背面。
10.3.6本条对引弧和熄弧提出了具体要求。采用高频引弧,是 避免产生焊缝夹鸨的重要手段。熄弧使用电流衰减装置的目的是 填满弧坑。气体的延时保护是避免焊缝在高温下被大气污染,使
• 114 -
焊缝成为合格颜色。
10.3.7焊丝同钛焊缝一样,高温下暴露在空气中会被火气污染, 使用污染了的焊丝焊接会造成焊缝的污染,所以保护焊丝和保护 焊缝同样重要,一旦发生了污染应立即消除。
10.3.11钛及钛合金焊后一般不进行焊后热处理。只有当焊件 需进行成形而焊缝塑性又偏低时,或钛设备用于存在应力腐蚀开 裂敏感性的介质等情况下,并且设计有要求时,才进行焊后热处 理。
10.3.12不但钛的焊接热量多,而且钛的弹性模量仅为碳素钢的 一半,在同样的焊接应力下,钛的焊接变形量会比碳素钢大1倍。 因此焊接钛时,一般应用垫板及压板压紧工件等刚性固定措施,以 减小焊接变形量。
11.1 一般规定
11.1.1U1.1.2镣及镣合金设备和管道焊接时的主要问题是热 裂纹;其次是由于其液态焊缝金属流动性和润湿性差,穿透力小, 熔深浅,容易产生未焊透、夹渣、未熔合等缺陷。适用于镣及镣合 金的焊接方法有焊条电弧焊、鸨极惰性气体保护电弧焊、熔化极惰 性气体保护电弧焊、埋弧焊等。埋弓瓜焊只宜用于不要求耐晶间腐 蚀性能的镣及镣合金的场合。含铭和/或钥的镣合金要求焊接接 头在焊后状态有良好的耐晶间腐蚀性能时,可尽量釆用鸨极气体 保护电弧焊、熔化极气体保护电弧焊,也可采用焊条电弧焊。
11.2焊前准备
11.2.1镣及镣合金具有较高的热裂纹敏感性,选用焊丝应与母 材相当。
在采用镣合金焊丝时应注意某些焊丝(如镣钥合金、部分镣馅 钳合金)不适用于埋弧焊。
在釆用镣及镣合金焊条时,应注意某些焊条(如镣铝合金、部 分镣辂钥合金)仅适用于平焊;某些焊条(如纯療、镣钥合金、镣馅 合金等),只有较细的焊条(如直径小于或等于3. 2mm)才宜全位 置焊,较粗的焊条(如直径大于3. 2ιnm)仅宜平焊和横焊。
1L2.2镣及镣合金焊接时熔池金属的流动性差,焊接时的熔透 深度一般只有碳钢的50%左右,为使熔合良好且有一■定熔深,坡口设 计应与结构钢有所区别,坡口角度应适当增大,根部钝边应适当减小。 11.2.3本条规定了坡口及边缘内外侧的清理要求。由于镣及镣 基合金表面存在难熔的氧化膜,如氧化镣,它的熔点为209OOC ,而 镣的熔点只有M460C,⅛∏果焊前不采用适当的方法除去表面氧化
• H6 •
膜,焊接时易使它成为焊缝的夹杂物,甚至影响焊接正常进行。另 夕卜,工件表面粘污的物质(油脂、油漆)也会带入熔池一些有害元 素,如铅、磷、硫等,以致产生裂纹,所以焊前必须彻底清理干净。
11.2.4对于镣及镣合金管道特别要防止出现不稳定的熔透,以 免产生裂纹与气孔,所以其对口错边量要求较其他金属严格。
11.2.5镣及镣合金设备对接焊缝的错边量参照ASME第朋卷 《压力容器 第一册》和现行行业标准《镣及镣合金制压力容器》 JB 4756—2006的规定进行了修改。
11.3焊接工艺要求
11.3.2为防北热裂纹,应采用小线能量焊接,尽量采用短电弧不 摆动或小摆动的多层多道焊,可减少焊道氧化的程度。
11.3.4对温度低于15C的焊件加热,避免湿气冷凝导致焊缝产 生气孔。低的道间温度有利于控制热裂纹。
11.3.5底层焊时,背面充氯等保护气体,是为了防止背面氧化。 如果底层焊道较薄,焊接第二层时,焊缝背面亦应充氯保护。管内 充氯时应注意;开始时流量可适当加大,确保管内空气完全排除后 方可施焊;焊接时氧气流量应适当降低,以避免焊缝背面因氧气吹 托在成形时出现凹陷。
11.3.7根据施工经验,管径较小时,加热集中、散热缓慢,从而造 成晶粒严重长大,热裂倾向加大。因此可以考虑在焊接小管径管 子时,采用在焊缝两侧装冷却铜块或用湿布擦拭焊缝两侧等强迫 冷却的措施,但要注意不可直接在焊缝上进行。
11.3.9焊接完毕后,清理焊缝及两侧对镣焊接特别重要。根据 美国《焊接手册》介绍,对用于高温的焊接接头,熔渣和飞溅的去除 尤其重要,因为在高温下硫将在熔渣中迅速积聚而造成脆化。此 外在氧化环境中,在达到或接近熔渣的熔点时,熔渣中其他一些元 素还将会造成化学腐蚀破坏。所以本条要求焊接完成后,应将焊 缝表面及周围的熔渣和飞溅物清除干净。
12.1 一般规定
12.1,1U2,1.2错及错合金具有优良的核性能和耐酸、碱和其他 流体介质的腐蚀能力,因其耐腐蚀能力比钛材高,能在钛所不能耐 受的腐蚀介质中工作,所以它在化工、农药等行业中的应用越来越 多。施工现场遇到的错材焊接工作主要是工艺管道。由于错焊接 比钛有更强的活性特点,所适用的焊接方法主要是铛极惰性气体 保护电弧焊剧电子束焊等,而釆用鸨极惰性气体保护电弧焊具有 成本较低、简单易行等特点。错的焊接工艺接近钛,但在焊接过程 中对焊接区的保护要求要高于钛,焊接措施要严于钛。
12.2焊前准备
12. 2. 1皓及错合金焊接对焊丝质量的要求较为严格,一般均严 于钛。焊丝的成分要与母村成分相同,并严格控制杂质含量不超 过标准的上限。如果杂质含量增多,将会以间隙式或置换式固溶 混入焊缝金属,使焊接接头性能受到影响。目前国内工业使用的 错材为国外引进,故本规范表Dt 0.5推荐釆用美国焊接学会标准 AWS A5. 24中规定的三种焊丝与之相匹配:ERZr2型焊丝用于 工业纯 ⅛(R60702),ERZr3 型焊丝用于 Zr-L 5 Sn 台金(R60704), ERZr4 型焊丝用于 Zι-2. 5Nb 合金(R60705)o
12.2.2本条对错管的坡口形式与尺寸、坡口加工和焊前清理的 要求,基本与钛管相同。错材的表面上氧化膜(ZrO)较为致密稳 定,焊前表面清理得好坏直接影响到焊缝质量。错材表面除清除 氧化膜外,还得清除油脂及其污垢。施工中一般釆用机械法对焊 接坡口及其边缘表面进行机械加工(如铿刀、钢丝刷等)清除氧化 膜,然后再用丙顚或无水酒精擦洗脱脂。也可采用10%的氢氧化
• 118 •
钠溶液擦洗或浸渍焊件和焊丝。在临施焊之前最好再用丙酮或无 水酒精清洗一遍。另外,酸洗也是有效的清理方法。
12.3焊接工艺要求
12.3.1错材焊接时,焊接电源用直流正接法,焊接过程比较稳 定,形成的焊缝比较窄,接头质量好。错管焊接宜采用转动平焊, 主要是考虑方便使用保护拖罩,其他位置应增加辅助人员或者采取措 施保证焊枪利保护拖罩随焊接位置灵活移动,并保证保护效果良好。
12.3.2错的熔点比钛高出185C,热导率也高出10%,所以选择 的焊接电流要比焊钛时大,一般采用偏大一些的焊接电流和较快 的焊接速度施焊,同时釆取加强冷却措施,这样可使错材热影响区 在高温停留时间减少,有利于防止过热和产生脆性相。
12. 3. 3错材的活性比钛材高,因而焊接保护要求比钛材严格,错 材焊接的保护区域是焊缝、温度高于300eC的热影响区和管道内 侧。焊炬喷嘴直径应根据实际情况适当选择得大一些。采用的拖 罩保护主要是保护热态焊缝和300'C以上的热影响区外表面。拖 罩形状宜与焊件法缘相似,能够贴近焊件表面,才有利于保护。而 且在拖罩内多加细丝网,增强气筛的作用,保证保护气体均匀分 布,不紊乱不带入空气。要求主喷嘴与拖罩的气体流量不能相互干 扰,以避免产生紊流导致保护效果变差,所以釆用独立的气路提供各 区域的保护气体,且容易调节各路气体流量。错管内部的保护措施与 钛管相同。采用塑料软管主要是考虑减少气管内壁上吸附的潮气。
12.3.4焊接操作时,要注意送丝的方式,焊丝应在保护气体中加 热廂送进,不得外移。如果焊丝端头被空气所污染时,应将受污染 的端头部位切掉,否则将空气带入熔池,影响整个焊接接头质量。
12.3.6焊接过程中如果焊缝和热影响区保护得很好,则错焊缝表 面呈银白色。随着焊缝污染程度的增加,焊缝表面的颜色由银白色逐 渐成为微黄色、褐色、蓝色、黑灰色,最严重的可呈灰色。所以当焊道 表面出现变色(非银白色)时,应立即停止焊接,査明原因并采取措魁
• 119 ・
13. 1焊接前检查
13. 1. 1对所有工程使用的母材和焊接材料在使用前都应进行检 查验收,主要是防止不合格产品用到工程上影响工程质量。
13.1.6焊件组对前应检查各零部件的主要结构尺寸,包括主要 结构尺寸的校核性检查,以保证由零部件组焊成构件的几何精度。 13.1.7焊件组对是焊前准备工作的一个极其重要的环节,即使 坡口的加工精度处于允许范围之内,若组对不当也会给焊接质量 带来不良的影响。本条明确规定组对后应检查组对构件焊缝的形 状及位置,对接接头错边量,角变形,组对间隙,搭接接头的搭接量 及贴合质量,带垫板对接接头的贴合质量。
13.1.8焊前检查坡口及坡口两侧,此处指的是在施焊开始之前 进行的清理检查。由于组装过程或组装、清理后待焊过程,坡口表 面仍可能被氧化或被污染,所以在施焊前应做清理检查。
ɪɜ,l,ll在全部焊前准备工作都已做完,经检查符台规定要求 时,方可开始焊接工作。焊工和焊接检查人员,对于不符合规定 的接头有拒绝施焊的权利,但有义务确认焊接准备的工作质量,不 能马虎了事。这就是通常把“组对后、焊接前检查”确定为质量控 制点的理由。
13.2焊接中间检查
13.2.1定位焊缝过短、过薄,使定位焊缝在焊接过程中易被撕 裂,定位焊道上存在缺陷可能性较大,这些缺陷在焊接过程中常常 是不能全部熔化,而保留在新的焊道中形成根部缺陷,因此对定位 焊应清除渣皮进行检查。
13. 2.2对某些材料的焊接,为保证其焊接质量,除应选择正确的 焊接方法和焊接材料外,还应控制焊接线能量。控制焊接线能量 的目的是:提高接头性能,如冲击、耐腐蚀等;减小接头应力;防止 热影响区和焊缝产生淬硬组织。本条主要强调对有冲击韧性要求 时的焊接线能量检查要求,其他情况的线能量控制要求由设计文 件和焊接工艺文件确定。
焊接线能量的控制测量方法:
1由电流表、电压表读数和测量单位时间熔敷焊道的长度计 算线能量。缺点是太繁琐,焊工不便于直接观察,且电力网络波动 影响数据准确;
2由规定的线能量范围推算出每根焊条的燃烧时间和每根 焊条的熔敷长度(极限范围),焊接时测量每根焊条的燃烧时间和 每根焊条的熔敷长度,检査其是否在极限范围内。
与焊接线能量有关的变素包括预热温度、层间温度、焊接电 流、电弧电压、焊接速度、焊接位置和焊条直径等。而与焊接线能 量直接有关的因素是焊接电流、电弧电压和焊接速度,当电流、电 压最大而速度最小时,线能量最大。
13.2.3多层焊接产生的内部缺陷,检查发现和消除打磨、修补, 都较表面缺陷复杂得多、困难得多。所以要及时清理、检查并消 除,避免残留于层间的表面缺陷,在下一层的焊接中成为内部缺 陷。
13.2.4规定无损检测应在外观检查合格后逬行,表而无损检测 应在射线检测及超声检测前进行,是为防止焊缝表面缺陷的存在 影响焊缝内部缺陷的检测精度。
13.2.6中断焊接是指一条焊缝,因某种原因未能完成而中断,焊 缝要在完全冷却后重新开始焊接。因此消除中断处焊缝缺陷,并 重新预•热至规定预热温度再逬行焊接是十分必要的O
13.2.7清根的目的是为了消除第一道不符合质量要求的焊缝, 而且在被清除的部分更易发生缺陷,和层间缺陷有相同的府果,应
. 121 .
及时检查和清除。
13.2.9制作产品焊接检查试件是复验性质,是检验和保证工程 质量可靠性的一种手段。是否需要做焊接检查试件,由设计文件、 相关标准规定0
13.3焊接后检查
13.3.1设计文件和焊接工艺文件有特殊要求的焊缝,主要是指 要求焊后减低冷却速度缓冷的焊缝。焊工在焊缝完成后不去除药 皮进行表面外观检査,甚至在交王工程的焊缝上仍有药皮保留是 经常发生的。为了纠正这一劣习,应在焊完后立即去除渣皮、飞濺 物,清理干净焊缝表面后,进行焊缝外观检查。
焊缝的外观检查,发现缺陷应消除、修补。现场强度及严密性 试验不合格,有相当部分是焊缝表面缺陷未能及时发现、消除而造 成的。
13.3.2焊缝在进行无损检测之前,焊缝及其附近的表面应经外 观质量检查合格,否则会影响无损检测结果的正确性和完整性,造 成漏检,或给评定带来困难。如射线检测,焊缝的表面缺陷将直接 反映在底片上,会掩盖或干扰焊缝内部缺陷的影像,造成焊缝内部 缺陷漏检,或形成伪缺陷,给缺陷的评定和返修带来困难,必要时 应进行适当的表面修整。
对于有延迟裂纹倾向的接头,如低合金高强钢、铭铝合金钢, 焊后容易产生延迟冷裂纹,该延迟裂纹不是焊后立即产生,而是在 焊后几小时至十几小时或几天后才出现。若无损检测安排在焊后 立即进行,就有可能使容易产生延迟裂纹材料的焊缝检测变得毫 无意义。因此,本条规定:对有延迟裂纹倾向的接头,无损检测应 在焊接完成24h后进行O
对有再热裂纹倾向的接头(诸如铭钥中、高合金钢),在焊接和 热处理之后都有出现再热裂纹的可能,无损检测应在热处理后 进行。
• 122 •
13.3.3表面无损检测方法通常是指磁粉检测和渗透检测。磁粉 检测主要用于铁磁性材料表面和近表面缺陷的检测;渗透检测主 要用于非多孔性金属材料和非金属材料表面开口缺陷的检测* 13.3.4关于焊缝无损检测的执行标准问题,原规范规定射线检 测为《钢熔化焊对接接头射线照相和质量分级》GB 3323、超声检 測为《钢焊缝手工超声波探伤方法和探伤结果分级》GB 11345,考 虑目前国内压力容器和压力管道已经统一执行现行行业标准《承 压设备无损检测》JB/T 4730标准,本规范涉及的压力容器和压力 管道,做了相应的变动,以保持与特种设备安全技术规范的一致 性。《承压设备无损检测HB/T 4730对不同类型的材料和焊缝 (环缝、纵缝)提出的质量等级评定依据,更具有可操作性。
关于射线检测和超声检测的技术等级,《承压设备无损检测》 JB/T 4730-2005规定:射线检测技术等级分为A、AB、B三个级 别,其中A级最低,B级最高。超声检测的技术等级分为A、B、C 三个级别,其中A级最低,C级最高。射线检测和超声检测技术 等级的选择应根据设备或管道的重要程度,由相关标准及设计文 件规定。
各类射线对人体有害,对环境也有一定的污染作用。因此操 作人员应按规定进行安全操作防护。
13.3.7对于设计没有规定进行射线检测或超声检测的焊缝,焊 接检查人员应对全部焊缝的可见部分进行外观检査,根据现场实 际施工情况,对焊缝内部质量有怀疑时,应提出使用射线检测或超 声检测方法对焊缝做进一步检验。
13.3.8现场设备和管道的焊后热处理效果检查虽然有较多的方 法可以选择,但检查效果并不很理想,既有技术问题,也与检测成 本有关。本条规定了产品焊接检查试件和硬度检验方法,但这对 于局部焊缝的热处理效果有较好的代表性,但对于整个结构热处 理后应力状态的改善并不具有彳艮好的代表性。如果要求确认整体 结构应力状态的变化则需进行专门的检测分析研究。
对于热处理的焊缝,当检查发现热处理温度自动记录曲线存 在异常,或热处理效果检查不合格时,应进一步査明原因,确定是 否需要重新进行热处理。一般要考虑下面两种情况:
1当热处理记录曲线异常和热处理效果检査均不合格时,应 重新进行热处理。
2如果热处理记录曲线正常而热处理效果检査不合格,或热 处理效果检査虽合格但热处理把录曲线异常,或重新热处理后的 效果检查仍不合格时,可进一步通过金相分析或残余应力测试等 其他检测手段进行复查与评估,以确定是否需要重新进行热处理。
13.4焊接工程交接
13. 4.1-13. 4. 4 焊接工程是现场管道及设备工程中的组成部 分,焊接不单独交工,对交工各项记录应符合相关标准的规定。 对有无损检测要求的焊缝,应做相应记录,以便进行质量追踪检 查。
中华人民共和国国家标准
现场设备、工业管道焊接工程施工规范
CB 50236-2011
☆
中国计划出版社出版
(地址:北京市西城区木樨地北里甲H号国宏大贋C座4层)
(邮政编码= 100038 电话:63906433 63906381)
新华书店北京发行所发行 世界知识印剧厂印剧
850× 1J68 毫米 1/32 4. 25 印张 107 千字 2011年】1月第1版2011年11月第i次印刷 印敬1 -IoOOO册
☆
统一书号= 1580177 - 639 定价i26. OO元