ICS 23β060≈01
J 16
x∙⅞≡⅜⅛M fe⅛p≡≡^W
GB/T 28777—2012
PrOCeSS ValVe qualification PrOCedUre for the PetrOChemiCal industry
2012-11-05 发布
2013-03-01 实施
前言......................... •••,
4.1制造厂需要提供的资料 ........……........ ……...........................
4. 2 阀门试验条件....................................•••
附录B (规范性附录)阀杆-关闭件连接强度试验 ……*...........
本标准按照GB/T 1. 1-2009给出的规则起草。
本标准修改釆用APl 591:2008«阀门质量评定程序》。
本标准根据API 591≡2008重新起草。本标准与API 591-2008相比,主要变化如下:
——用我国标准代替APl标准中规范性引用的文件;
——删除了 API 591:2008标准中的术语。如:验收标准、买方、质量保证等,这些术语不是本标准 专用名词,在本标准中也无特殊含义;
——未采用API 591:2008第5章“制造厂质量保证程序”的内容,按我国法规、技术规范的有关 要求;
——未采用API 591=2008 6.4.12螺栓硬度与材料拉伸强度关系的说明。
本标准由中国机械工业联合会提出。
本标准由全国阀门标准化技术委员会(SAC/TC 188)归口。
本标准主要起草单位:合肥通用机械研究院、合肥通用机电产品检测院、苏州纽威阀门有限公司、中 国石化仪征化纤股份有限公司、安徽省屯溪高压阀门有限公司、保一集团有限公司、伯特利阀门集团有 限公司。
本标准主要起草人:王晓钧、高开科、刘晓春、张瑞平、苏立功、张晓忠、金克雨。
1范围
本标准规定了石化工业用闸阀、截止阀、球阀、止回阀、蝶阀、旋塞阀的双方责任、阀门评定、文件处 理、阀门的重新评定等内容。
本标准作为评定阀门制造厂阀门结构和质量的评定程序,但不代替阀门产品出厂的验收标准。
本标准评定的阀门仅指被评定制造厂在其本地制造的阀门,不包括在其他地方的分厂制造的阀门。
其他类似结构的阀门可参照本标准的要求评定。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 12224 钢制阀门 一般要求(GB/T 12224—2005,ASME B16. 34a—1998,NEQ)
GB/T 12234 石油、天然气工业用螺柱连接阀盖的钢制闸阀(GB/T 12234—2007, ISO 10434: 2004/API 600 :2001, NEQ)
GB/T 12235石油、石化及相关工业用的钢制截止阀和升降式止回阀
GB/T 12237 石油、石化及相关工业用的钢制球阀(GB/T 12237—2007, ISO 17292: 2004/
API 608—2002,NEQ)
GB/T 12238
法兰和对夹连接弹性密封蝶阀
钢制旋塞阀
阀门的检验和试验(GB/T 26480—2011,API 598≡2009,MOD)
承压设备无损检测
承压设备无损检测
承压设备无损检测
GB/T 22130
GB/T 26480
第2部分:射线检测 第4部分:磁粉检测 第5部分:渗透检测
JB/T 4730. 2
JB/T 4730. 4
JB/T 4730. 5
JB/T 6440
阀门受压铸钢件射线照相检验
紧凑型钢制阀门
阀门铸钢件外观质量要求
金属密封蝶阀
对夹式止回阀
JB/T 7746
JB/T 7927
JB/T 8527 :
JB/T 8937 .
3双方责任 3. 1买方的责任
买方或其代表可以对阀门制造厂进行调查,并可对阀门制造厂的铸造、锻造等外协厂进行检查,确 认所购阀门的制造厂是否具有阀门的生产资质和能力。
3.2制造厂的责任
应根据双方协定向买方提供检查的样品和相关的文件。
GB/T 28777—2012
4阀门评定
4. 1制造厂需要提供的资料
4. 1. 1制造厂应提供不同公称尺寸、公称压力等级的阀门的总装图、材料表及性能规范表。总装图应 清楚的显示阀门内部各零件及连接装配关系、密封形式等。材料表应有各零件的材料明细(包括紧固 件、密封件等)。
4. 1.2如果阀门制造过程中,需要对其进行焊接(包括铸件焊补),应有相应的焊接工艺评定文件,操作 人员应有相应的资质。
4. 1.3制造厂应当明确记录阀门卖够輝体、阀盖等)戋关融(闸板、阀瓣、球体等)等主要零件铸件和 锻件的来源。记录表应记载有铮件和锻讐详细信息(追溯识别编雷礙厂及地址)。
4. 1.4制造厂应当提供所有蘭门的操作另矩推荐值或在手柄上俺操作力。、
4. 1.5制造厂应当提寧声品魚格註明书,合格证明书上应有阀门的信息豁称冠、公称压力、材料牌 号、执行标准等/ ʃ
4. 1.6若是经字鹽(不辱制造厂产品品牌的专营者)提供产品的,经销商应提供阀门制酋厂的相关的出 厂证明文件,零修捞料表、热处理、无损检测等报告。 % ⅜
4.2阀门试验藻件慶 % 1
上 L, W W 蠻 議:•蠱.⅛⅛jι 1 I
4.2. 1制造声应使用符合相着标褲的试验检测设备和仪奏进行检测,包括:无损检验§力*性能和化学 分析等检测条件,着验人员应是机械等相关专业的人员。或由认可的实验室进行检测訂
4.2.2应有廢验镰作的程场法:萄件、记录表格等。检验操作人员应熟悉阀门标准襁术如范。
4.3 试验阀側的选择 W. fF' f S
4. 3. 1试验阀门应从制造厂或经销商的库存中、批量生鳶的寒品申随如取替[或是亲方皆定阀门的产 品,不应是专门磚电/ /
4.3.2制造厂缠销裔应有充足的基数供抽样选取。经双方确定后可以减少拶盈的教量。一旦评定 和检测工作开始,样品不能被更换。抽样的品种、规格按附录A的规定。
4.3.3铸造或锻造材料的衝体,应划分成三种类别的材料:碳钢、低倍合金南("25%〜9%铭量)、 不锈钢。有最高含铭量的低错合金瓠後■ 1.25%〜9%铭量)的质曇歐定可嗜代其他低铭合金钢。
4 4检验和试验的要求
4.4.1压力试验和操作扭矩
4.4. 1.1每台阀门均应按照GB/T 26480的相关规定进行压力试验。在密封试验过程中,阀体端部不 得有影响密封面泄漏的外力。在试验过程中,应确保阀门关闭件不是处在影响密封效果的状态。密封 试验(包括选择性的密封试验)时,密封面可以涂有黏度不大于煤油的润滑油以保护密封面。
4.4. 1.2应通过力矩扳手直接操作阀杆或通过齿轮传动装置操作阀杆的方式对阀门施加关闭力矩,该 操作力矩应按制造厂推荐值。如果按制造厂推荐的操作力矩值不能满足密封要求时,可以增加操作力 矩,直到泄漏量满足标准的要求,此操作力矩应不超过制造厂推荐力矩的1. 25倍。测量并记录操作力 矩值,所使用的力矩扳手应经过校验。
4.4.2 尺寸检查
每台阀门应进行下列项目的测量,测量结果应符合相应的标准及制造厂的制造图纸的要求:
a) 结构长度;
b) 包括螺栓孔位置在内的法兰尺寸;
C)对焊连接端部尺寸;
d) 流道中心至阀门顶部最高点的尺寸(包括开和关两个位置);
e) 手轮直径;
f) 凸面端法兰和中法兰密封面的表面粗糙度;
g) 螺栓的螺纹类型;
h) 阀体和阀盖最小壁厚;
i) 阀杆在填料接触区处的直径、阀杆梯形螺纹的大径和小径、表面粗糙度;
j) 闸阀的闸板磨损行程;
k) 阀门关闭位置阀杆的露头尺寸;
D 中法兰螺栓的数量和规格;
m) 阀盖填料函的尺寸和表面粗糙度,填料压套的尺寸;
n) 承插焊端和螺纹端尺寸;
O) 中腔垫片尺寸;
P) 流道内径;
q) 上密封座内径和表面粗糙度;
r) 阀盖与阀体连接法兰的尺寸;
S)阀杆的圆柱度和直线度。
4.4.3目视检查
对阀门进行目视检查,应判定并书面记录下述各项的符合情况:
a) 阀门阀体上的标识是否符合相关标准的要求;
b) 铭牌是否满足相关标准的要求;
C)阀门结构是否满足相关标准的要求;
d) 操作者俯视操作阀门的手轮或手柄,其顺时针方向操作是否为关闭阀门的方向;逆时针方向操 作是否为开启阀门的方向;手轮或手柄上是否使用箭头标识和相应的“开”字样标识;
e) 手轮状态是否良好,手轮的材料及采用的制造方法;
f) 填料的类型、排列方式、尺寸和圈数,以及经过壳体强度试验以后还可以添加的填料圈数;
g) 阀座与阀体的连接方式;
h) 阀杆螺母润滑情况是否良好;
i) 除以润滑剂作为主密封的阀门外,阀门密封面是否涂有黏稠度大于煤油的润滑剂;
j) 阀门关闭件的结构类型;
k) 阀杆T形头与阀杆是否为整体式(非焊接式);
D 闸阀、旋塞阀和球阀在指示盘指示阀门处于完全打开位置时,其闸板、旋塞和球体是否为完全 打开状态;
m) 旋启式止回阀的阀瓣螺母是否定位可靠;
n) 螺塞、注油器或堵头等承压零件的数量、位置和尺寸;
。)阀杆螺纹的类型和旋向;
P)中法兰连接螺栓是否按照相关规范的要求进行标识;
q) 手轮螺母的连接方法;
r) 在各种组件的安全性连接中是否釆用了点焊;
S)运输时釆用的阀门端部保护措施;
GB/T 28777—2012
t)中腔垫片的形式和材料;
U)阀杆是否有防脱出结构。
4.4.4铸锻件表面质釁检查
在所有的尺寸检查及目测检查后,除去阀体、阀盖上的油漆和密封剂,对每台阀门目测检查承压零 件,判定下述情况:
a) 锻件表面是否有折皱和裂纹;
b) 铸件表面质量(包括阀体、阀盖等)是否符合JB/T 7927的相关要求。
并应提供一张拆散的阀门照片(包含各种零件),照片上应有铭牌和标记等内容。
4.4.5零件和材料检验
4.4.5. 1按表1中要求进行术'涉于5。合竜価材料试验,罪譎裸每会供提供的阀体和阀盖及每 个材料的各种材料均经抽样检辭 'g
'⅛;.
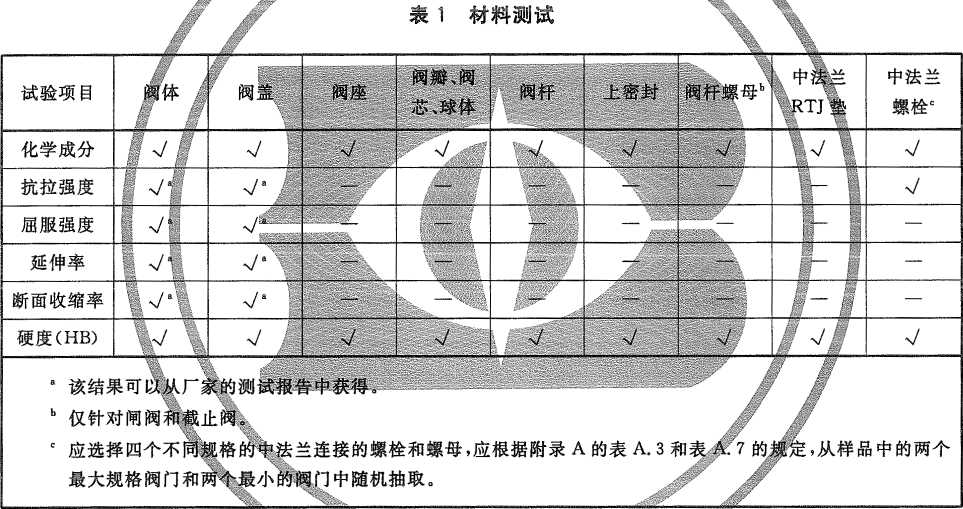
4. 4. 5.2材料的化学成分和硬度应釆用罪破坏性的方法選行检测,壤间为从阀体、阀盖上取少量的试 样,应保证如凸台、筋、法兰外圆等取样僥域的憲擎隹盃愛影膵。
4.4. 5.3如果阀门密封面上堆焊其他合金材料,应对堆焊材料和基体材料均应进行化学成分分析;如 果密封面是以薄板焊接的形式焊接在阀瓣上的,则阀瓣、薄板和焊接材料均应进行化学成分分析;密封 面上任何形式的堆焊或焊接均应做着色渗透探伤,密封面不得有裂纹和焊接缺陷。
4.4.6 闸阀、球阀和蝶阀的阀杆-关闭件连接组合件应进行强度试验,试验样品数量按附录A的规定, 试验方法和结果应按附录B的规定。
4.4.7对所有的承压焊缝,应按JB/T 4730. 2的要求进行射线探伤。对焊接端坡口按JB/T 4730. 4的 要求进行磁粉探伤或按JB/T 4730. 5的要求进行渗透探伤。
4. 4. 8对于铸钢件阀门,应按JB/T 6440中的要求进行射线探伤;样机数量的选取“4台”和“所有数量 的25%”两者的较大数;对于由不同铸造厂铸造的阀门,应保证每个铸造厂的阀门至少有一台进行检 验,检验程序参照JB/T 6440;所提供的探伤报告应说明每张片子的缺陷的类型和级别,并附上存在缺 陷分布简图。
GB/T 28777—2012
4. 4.9从所有的样机中,取4个样机进行手轮锤击试验。试验时,应在与手轮平面垂直的角度锤击两 个轮辐之间的手轮的外缘。锤击力为:不大于DNIoO的阀门用1.4 kg质量的锤子敲击;不小于DNl50 的阀门用4.5 kg质量的锤子敲击。试验结果应是手轮不被破坏。试验中产生的损坏情况应予以记录。
4.4. 10对选出的试验样机的手轮应进行力矩试验,所施加的力矩值应按制造厂推荐阀门关闭力矩值 的3倍。试验时,应对手轮的中心加以固定,然后把计算所得的力施加到手轮轮辐连接处的手轮的边 缘,试验结果应是手轮不被破坏。试验中产生的损坏情况应予以记录。
5文件的处理
检验试验者应将检查和试验结果、宜麝等文件归纳整理成册。
6阀门的重新评定
'V". ¾κ
6. 1. 1当设计变更而龄T阀门的强度和可操作性,或制造厂的厂址变迁,应重新进行试验检查。
6. 1.2当有以下所述舒情况时,如果制造厂提前通知了买方并接受买方•滿、提出的合理条件时,原试验 认可仍然有矽 J _SgF„⅝ ⅜
b) 制塞商的所有权关系发生了改变;
6. 1. 3女聊誓已经满足了 4.4: 4、4.4. 5,4.4. 8,4. € 9,4. 4. lθ'的谷项要求,且飕需棒朔零件的选择 是按4. 3的规定,检查和试文件的处理按第5章的规定,普書承压铸件、驟件特泯应商或者供 应商的厂£发生改变时,试验认可仍然有效。但制造厂金修改原先所看無 4. IM所搪供的信息并加 以声明。1 ' %, 项 S

GB/T 28777—2012
附录A
(规范性附录)
阀门样机的抽样方案
A. 1试验样机
A. 1. 1指定试验的样机中至少应有阀体和阀盖不同供应商所生产的阀门1台和用每种材料组(碳钢、 低铭合金钢和不锈钢)制造的阀门1台。
A. 1.2本标准没有覆盖到的阀门,其最少的抽样数量应当由制造厂和买方协商确定。
A.2试验样机的数量
A. 2. 1按JB/T 8937制造的对夹式止回阀,试验样机要求按表A. 1的规定。
表A. 1对夹式止回阀的试验样机
|
公称尺寸 ■ DN |
压力级 |
每种公称尺寸的样品数量 台 |
|
100300 |
CIaSS 150 |
1 |
|
80.300 |
CIaSS 300 |
1 |
A.2.2按GB/T 22130制造的钢制旋塞阀,试验样机要求按表A. 2的规定。
表A.2钢制旋塞阀的试验样机
|
公称尺寸 DN |
压力级 |
关闭件组合强度试验的阀门公称尺寸 DN |
每种公称尺寸的样品数量 台 |
|
100.200 |
CIaSS 150 |
200 |
1 |
|
80 |
CIaSS 300 |
80 |
1 |
|
80、150 |
CIaSS 600 |
— |
1 |
A.2.3按GB/T 12234制造的钢制闸阀,试验样机要求按表A. 3的规定。
表A.3钢制闸阀的试验样机
|
公称尺寸 DN |
压力级 |
关闭件组合强度试验的阀门公称尺寸 DN |
每种公称尺寸的样品数量 台 |
|
100.300.600 |
CIaSS 150 |
100.300 |
1 |
|
80、300 |
CIaSS 300 |
80,300 |
1 |
|
80、300 |
CIaSS 600 |
— |
1 |
|
注:除非另有要求,一般选择法兰连接端阀门试验。 | |||
GB/T 28777—2012
A. 2. 4按JB/T 7746制造的法兰连接端锻钢闸阀,试验样机要求按表A. 4的规定。
表A.4法兰连接端锻钢闸阀的试验样机
|
公称尺寸 DN |
压力级 |
关闭件组合强度试验的阀门公称尺寸a DN |
每种公称尺寸的样品数量 台 |
|
20.25 |
CiaSS 150 |
20 |
1 |
|
20.25 |
CIaSS 300 |
20 |
1 |
|
40.50 |
ClaSS 600 |
40 |
1 |
|
25.50 |
Class 1500顔^^ |
瞬K'""" "—~ |
1 |
每种材料组别中只选取一个闸阀进復■闭祥'蕴洽强達螭⅜遷„
A.2.5按JB/T 7746制造的螺纹或焊接连接端锻钢闸阀,试验样机要求按表& 5的规定。
表A.5螺纹或焊接连接端锻钢闸阀的试验样机;
|
公称尺寸 D嚐’ |
压力级 |
关闭件组合强度试验的阀门公称尺寸-DN、余 |
'蠢种公称尺寸的样品数量b ⅜ ⅜ ' 「台 ⅞⅜ F________ | |
|
15√∣5 S |
⅛- ■- 3 | |||
|
20 ⅛ |
CiaSS 800 |
20 '二上呉 M"' |
"6 | |
|
~i- _______________L 将 |
CIaSs 800 |
■' <: 。:壬WI >. |
I |4 恐 食_____________ | |
|
20.50 __________" 囈L |
CIaSSI500 |
S 3 | ||
|
25、矗 |
ClaSS 1500 |
g 4 | ||
|
a每种材料组别中只选取一个阀r⅜⅞l卷鹭⅜⅞籌舍 b除ClaSS忍O-DN20的锻钢闸阀,其中2个是承插焊端阀,其他提供螺纹端的阀试验;其他 阀,其中1个是承插焊端的阀,其余的是螺纹端阀。 |
在力级-公称尺寸组的 | |||
—T
A.2.6按JB/T 7746制造的锻钢截止阀和止回阀,试验样机舞參按表A岁6的规定。 7‰A∙ I锻衝露正阀和正回阀的试
|
公称尺寸 DN |
压力级 |
每种公称尺寸的样品数量 台 | ||
|
截止阀 |
升降式止回阀 |
旋启式止回阀 | ||
|
20 |
CIaSS 800 |
2 |
1 |
1 |
|
25 |
CIaSS 800 |
1 |
一 |
_ |
|
25 |
CIaSS 1500 |
— |
1 |
— |
|
40 |
CIaSS 1500 |
1 |
一 |
— |
|
注:除非另有要求,一般选择螺纹连接端阀门试验。 | ||||
A.2.7按GB/T 12224制造的钢制闸阀,试验样机要求按表A. 7的规定。
表A. 7钢制闸阀的试验样机
|
公称尺寸 DN |
压力级 |
阀杆•■关闭件连接强度试验 DN |
每种公称尺寸的样品数量 台 |
|
100,300.600 |
CIaSS 150 |
100.300 |
1 |
|
80^300 |
CIaSS 300 |
80,300 |
1 |
|
80.300 |
CIaSS 600 |
1 | |
|
注:除非另有要求,一般选择法兰连接端阀门试验。 | |||
A. 2. 8按GB/T 12237制造的钢制球阀,试验样机要求按表A. 8的规定。
表A.8钢制球阀的试验样机
|
公称尺寸 DN |
压力级 |
阀杆一关闭件连接强度试验 DN |
每种公称尺寸的样品数量 台 |
|
100^200 |
CIaSS 150 |
100 |
1 |
|
80J50 |
CIaSS 300 |
150 |
1 |
|
注:不包含金属密封球阀。 | |||
A.2.9按GB/T 12238制造的中线对称型结构的蝶阀,试验样机要求按表A. 9的规定。
表A.9中线对称型蝶阀的试验样机
|
公称尺寸 DN |
压力级 |
每种公称尺寸的样品数量 台 |
|
200.300,600 |
CIaSS 150 |
1 |
|
300.600 |
球墨铸铁 |
1 |
|
300.600 |
灰铸铁 |
1 |
A.2. 10按GB/T 12238JB/T 8527制造的偏心结构的蝶阀,试验样机要求按表A. IO的规定。
表A. 10偏心结构蝶阀的试验样机
|
公称尺寸 DN |
压力级 |
阀杆-关闭件连接强度试验 DN |
每种公称尺寸的数量 |
|
200、300、600 |
CIaSS 150 |
300 |
1 |
|
300^600 |
CIaSS 300 |
300 |
1 |
|
300.600 |
ClaSS 600 |
300 |
1 |
|
注:每个压力级的阀应选一个法兰和一个对夹连接端的阀。 | |||
A. 2. 11按GB/T 12224,GB/T 12235制造的钢制截止阀,试验样机要求按表A. 11的规定。
≡A. 11钢制截止阀的试验样机
|
公称尺寸 DN |
压力级 |
每种公称尺寸的样品数量 台 |
|
IOO |
CIaSS 150 |
1 |
|
80 |
CIaSS 300 |
1 |
|
注:除非另有要求,一般选择法兰连接端阀门试验。 | ||
附录B
(规范性附录)
阀杆-关闭件连接强度试验
B. 1钢制楔式闸板闸阀的阀杆-关闭件连接强度试验,应将拉力载荷直接施加于闸板-阀杆-阀杆螺母 组件,如图B.1所示的固定加载方式。试验结果应是:断裂点在阀门承压边界的外部(阀杆螺纹处);断 裂时,断裂时的载荷力应大于阀杆材料热处理后的抗拉应力值与阀杆的最小截面积的乘积值。
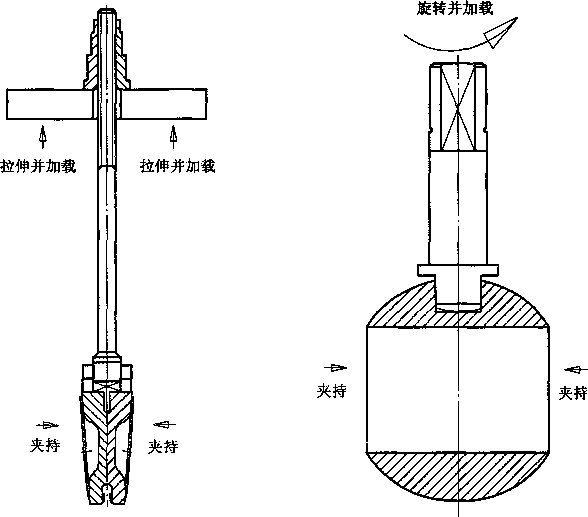
图耿1阀杆-关闭件连接强度试验安装示意
B.2球阀和偏心蝶阀的阀杆-关闭件连接强度试验,应将球体和偏心蝶板固定,力矩载荷直接施加于阀 杆。试验结果应是:断裂点应发生在阀门承压边界的外部(阀门外部处);断裂时,断裂时的载荷力应大 于阀杆材料热处理后的剪切应力值与阀杆的最小截面积的乘积值。
B.3如有任何一个受测组件不能满足以上两条所述的要求,则该类阀门所有的抽样样机均应进行阀 杆-关闭件连接强度的试验。
B.4各种公称尺寸阀门的阀杆-关闭件连接组件的尺寸分析,应表明其连接部分尺寸与试验的阀杆和 关闭件的尺寸比例是相当的。在未进行试验的阀门中,如果有结构和材料机械性能与试验样机不同的 阀门,则应对这些阀门追加阀杆-关闭件连接强度试验,以确定其结构和材料的可靠性。
中华人民共和国
国家标准
石化工业用阀门的评定
GB/T 28777—2012
*
中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(IOoOI3) 北京市西城区三里河北街16号(IOOo45)
网址 WWWe spc. net. Cn
总编室:(OIo)64275323 发行中心:(010)51780235
读者服务部:(010)68523946
中国标准出版社秦皇岛印刷厂印刷 各地新华书店经销
*
开本880X1230 1/16 印张1 字数22千字 2013年2月第•一版2013年2月第一次印刷
*
书号:155066 • 1-46214 定价 18.00 元
如有印装差错由本社发行中心调换 版权专有侵权必究
GB/T 28777-2012
举报电话:(010)68510107