ICS 91.220
P 97
GB/T 38196—2019
BUiIding COnStrUCtiOn machinery and equipment— FIOOr CUttmg-Off macliines—Safety requirements
2019-10-18 发布
2020-09-01 实施
本标准按照GB/T 1.1-2009给岀的规则起草。
本标准由中国机械工业联合会提岀。
本标准由全国建筑施工机械与设备标准化技术委员会(SAC/TC 328)归口。
本标准起草单位:北京建筑机械化研究院有限公司、北京建研机械科技有限公司、湖南联智智能科 技有限公司、中国建设琴育协会。
本标准主要起草人:刘妍、刘双、马肖丽、廖辉红、周紫時、刘德坤、鲁卫涛、周昆、李奇。
1范围
本标准规定了地面切割机(以下简称切割机)设计和制造的安全要求。
本标准适用于动力进给式地面切割机、手动装置进给式地面切割机或手推进给式地面切割机(见 3.2〜3.4),用于混凝土、沥青和类似建筑材料地面的锯切、开槽和说削,以电力或内燃机为主动力的步 行操控的地面切割机械。其动力传输为机械式或液压式。其预定使用旋转切割砂轮进行湿式或干式切 割。切割砂轮可为金刚石切割砂轮或氮化硼切割砂轮。如果在该机械的设计和使用参数内,也可采用 其他类型的切割工具,本标准不包括这些类型的切割工具。
本标准不适用于:
--人员驾乘操控的自行式地面切割机;
——沿轨道移动的机器;
——手持便携式切割机;
——遥控的机器。
2规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文 件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3766液压传动系统及其元件的通用规则和安全要求
GB/T 3767—2016声学声压法测定噪声源声功率级和声能量级反射面上方近似自由场的工 程法
GB/T 3883.1手持式、可移式电动工具和园林工具的安全 第1部分:通用要求
GB/T 4208外壳防护等级(IP代码)
GB 4706.1家用和类似用途电器的安全 第1部分:通用要求
GB 4706.66家用和类似用途电器的安全泵的特殊要求
GB 5226.1—2008机械电气安全 机械电气设备 第1部分:通用技术条件
GB/T 8196机械安全防护装置固定式和活动式防护装置设计与制造一般要求
GB/T 14412机械振动与冲击加速度计的机械安装
GB/T 14790.2—2014机械振动 人体暴露于手传振动的测量与评价 第2部分:工作场所测量 实用指南
GB/T 15706—2012机械安全设计通则风险评估与风险减小
GB/T 16855.1机械安全 控制系统安全相关部件 第1部分:设计通则
GB/T 17248.2—2018声学机器和设备发射的噪声在一个反射面上方可忽略环境修正的近 似自由场测定工作位置和其他指定位置的发射声压级
GB/T 20485.1振动与冲击传感器校准方法 第1部分:基本概念
GB/T 23716人体对振动的响应测量仪器
GB/T 23821机械安全防止上下肢触及危险区的安全距离
GB/T 25631机械振动手持式和手导式机械振动评价规则
GB 50010—2010混凝土结构设计规范
ISO 13732-1:2006热环境的人类工效学 人接触表面反应的评定方法 第1部分:热表面(Ergonomics Of the thermal environment—MethOdS for the assessment of human responses to COntaCt With SUrfaCeS—Part 1: Hot SUrfaCeS)
EN 12096 机械振动 振动发射值的标示和验证(MeChaniCaI Vibration—DeCIaratiOn and VerifiCa-ti on of V i brat i on em i SS i on VaIUeS)
3术语和定义
GB/T 15706—2012和GB/T 25631界定的以及下列术语和定义适用于本文件。
3.1
地面切割机 floor CUtting-Off HIaChine ; floor SaWing HIaChine
在施工现场用于混凝土、沥青和类似建筑材料地面的锯切、开槽和铁削的步行操控的移动式机械, 通常的组成部件如图1所示。
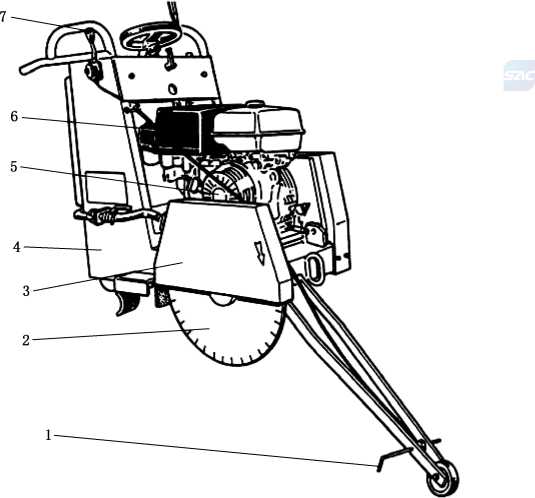
说明:
1— —切割机切割锯切导向装置(当需要时);
2— —切割砂轮;
3―在危险部位限制接触危险的防护装置;
4— —机架;
5— —电动机或内燃机,其产生驱动切割砂轮和切割机进给(对动力进给式地面切割机)的动力;
6— —冷却金刚石切割砂轮的供水系统;
7— —切割机功能和进给的控制装置。
注:图1为众多可用于地面锯切、开槽和铳削的切割机的一个示例,用于说明其结构的主要组成部分。
图1步行操控的地面切割机的典型示例
3.2
手推进给式地面切割机 hand feed floor CUtting-Off machine
切割机的进给运动通过操作者推行机器来实现的地面切割机械。
3 . 3
手动装置进给式地面切割机 fOor CUttmg-Off machine With manuaf feed by mechanicaf means 切割机的进给运动通过手动操作摇柄或手轮来实现的地面切割机械。
3.4
动力进给式地面切割机 Seff-PrOPeffed ffoor CUtting-Off machine
切割机的进给运动由动力源经过机械或液压的动力传输来实现的地面切割机械。
注:动力进给式地面切割机为步行操控。
3.5
切割头 CUtting head
由动力单元、旋转切割砂轮及其固定附件组成的总成,是可使切割机沿地面向前运动以实施锯切、 开槽和说削作业的机架或驱动单元的组成部分。
3 . 6
主轴额定转速 rated SPindfe SPeed
在制造商规定的额定条件下无切割砂轮且空载时驱动主轴的转速。
3.7
切割砂轮 CUtting-Off Wheef
执行切割作业的旋转磨料的元件。
注:本标准中,切割砂轮为符合GB/T 2484-2018中41型的旋转(分齿)金刚石切割砂轮或加强的固结磨料切割砂 轮,其形状总览和标记符合GB/T 35479。也可安装符合切割机设计和使用参数一个或多个合在一起的其他类 型的磨料砂轮。
3. 8
法兰ffange
包括将旋转切割砂轮可靠地保持在驱动主轴上和决定旋转切割砂轮在驱动主轴上位置的几个零部 件的安装装置。
3. 9
切割砂轮防护装置CUtting-Off Wheef guard
封围旋转切割砂轮不切割部分的防护罩或防护板。
3. 10
标称质量nominaf mass 霍
切割机配备其所有的可拆卸部件和空液箱,但不安装切割砂轮时的质量。
3. 11
最大工作质量 maximum OPerating mass
切割机配备其所有的可拆卸部件、满液箱和切割砂轮,为使用而准备就绪时的质量。
4重大危险列表
本章包括了本标准所涉及的、通过对该类切割机进行风险评估所确定的所有重大危险和危险情况 以及消除和减小风险所需采取的行动。重大危险列表见表1。
表1重大危险列表
|
序号 |
危险 |
本标准相应条款 |
|
1 |
切割砂轮的质量和速度(零部件受控和失控运动的动能)引起的危险 |
5.2.3 |
|
2 |
切割砂轮机械强度不足引起的危险 |
5.2.3 |
|
3 |
挤压危险 |
5.2.2、5.2.3〜5.2.9、7.3 |
|
4 |
剪切危险 |
5.2.2、5.2.3、5.2.5、5.2.6、5.2.8、5.2.9 |
|
5 |
切割和切断危险 |
5.2.1 〜5.2.3、5.2.5、5.2.6、5.2.8、5.2.9 |
|
6 |
缠绕危险 |
5.2.2、5.2.3、5.2.6、5.2.8、5.2.9 |
|
7 |
吸入或卷入危险 |
5.2.2、5.2.3、5.2.6、5.2.8、5.2.9 |
|
8 |
冲击危险 |
5.2.2、5.2.3、5.2.5 〜5.2.9、7.3 |
|
9 |
摩擦或磨损危险 |
5.2.2.3、7.3 |
|
10 |
流体喷射危险 |
5.6 |
|
11 |
物件(材料/工件)飞溅引起的危险 |
5.2.2、5.2.3、5.2.6、5.2.7、5.9 |
|
12 |
步行操控的切割机速度过快 |
5.2.8.3 |
|
13 |
(切割机和切割机零部件)丧失稳定性引起的危险 |
5.2.4、7.3 |
|
14 |
与切割机相关的滑倒、绊倒和坠落危险 |
5.7、7.3 |
|
15 |
直接或间接触电引起的危险 |
5.3、7.3 |
|
16 |
由于人体可能接触温度极高或极低的物体或材料、以及由于火焰或爆 炸、热源辐射而发生烧伤、烫伤或其他伤害的危险 |
5.4、7.3 |
|
17 |
噪声产生的危险 |
5.10、7.3 |
|
18 |
接触或吸入有害的流体、气体、轻雾、烟雾和粉尘而发生的危险 |
5.5、5.7、5.8、7.3 |
|
19 |
失火和/或爆炸引起的危险 |
7.3 |
|
20 |
来自发动机和电池的危险 |
5.5、5.7、7.3 |
|
21 |
未经授权的起动 |
5.2.8.3 |
|
22 |
不健康的姿势或过分用力 |
5.2.5、5.2.8、7.3 |
|
23 |
不充分的局部照明引起的危险 |
7.3 |
|
24 |
人为错误引起的危险 |
7.2、7.3 |
|
25 |
综合危险 |
5、7.2、7.3 |
|
26 |
能源供应(能源和/或控制回路的)失败引起的危险 |
5.2.9、5.3、7.3 |
|
27 |
控制系统失效/紊乱引起的危险 |
5.2.8.1、5.2.9、5.3、7.3 |
|
28 |
手动控制装置及其工作模式的设计不当 |
5.2.7 |
|
29 |
装配错误引起的危险 |
5.2.6、7.2、7.3 |
|
30 |
安全相关措施/方法临时失效和/或位置不当引起的危险,如: | |
|
——防护装置的所有性能; |
7.3 | |
|
——相关安全的保护装置的所有性能; |
7.3 | |
|
--起动和停机装置; |
5.2.8.2、7.3 |
表1 (续)
|
序号 |
危险 |
本标准相应条款 |
|
30 |
--安全标志和标签; |
7.2、7.3 |
|
——信息和警告装置的所有性能; |
7.2、7.3 | |
|
——对司机/操作者的指示说明不足; |
7.3 | |
|
——用于安全调整和/或维护的基本设备和附件 |
7.3 | |
|
31 |
振动产生的危险 |
附录A |
5安全要求和/或措施 ≡
5.1 一般要求
对于本标准未涉及的相关但非重大危险,应按GB/T 15706-2012的规定进行风险识别。
5.2机械危险
5.2.1通则
需要用手操作的部件和零件、所有易接近的部分,除切割砂轮外,均应除去在设置、使用、操作和维 护切割机时可能产生危险的尖锐边角。除去产生的毛刺等,并使锐边圆滑。
5.2.2对运动件的防护
5.2.2.1传动件
旋转传动件,如传动轴、联轴器、传动带应配备防护装置以防接触。防护装置应符合GB/T 15706-2012的6.3.3.2.2和GB/T 8196的规定。固定式防护装置应通过焊接或安装保持在其位置上,其打开 或拆下只能借助于工具或钥匙。
防护装置的安全距离应符合GB/T 23821的规定。
5.2.2.2切割头与机架的连接
当切割头相对于机架的垂直运动由动力驱动时,应有符合GB/T 23821规定的安全距离。
5.2.2.3切割砂轮的防护
5.2.23.1 通贝 IJ
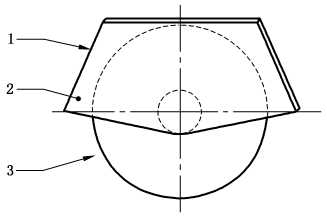
切割机应配备至少覆盖切割砂轮及其固定装置上半部的防护装置(见图B.1)。
防护装置强度见附录BO
防护装置的设计应有助于安全和方便地接近以更换切割砂轮。
当切割砂轮采用可拆卸式防护装置时,为方便接近切割砂轮的固定装置,切割机的设计应为防护装 置不在位时切割砂轮不可能旋转。
如防护装置一旦不在位或打开时就引发喷水以防止使用切割机,则不必设有使切割砂轮停止不动 的装置。
防护装置在其打开位置还应保持固定在切割机上,并应在防护装置上设有警告标志(见图C.3) O
5.2.2.3.2防护装置的打开部分
当为能看见旋转切割砂轮在相关切割线上的位置或为能靠近垂直面进行切割,而将防护装置设计 成有一部分可在前面打开时,则:
——打开的部分应保持与防护装置主要部分的连接;
——旋转切割砂轮的固定装置仍应被覆盖。
5.2.2.3.3防止切割机在切割区域外接触旋转切割砂轮的补充要求
应按下列要求防止切割机在切割区域外移位时接触旋转切割砂轮:
—— 当切割机要移位时,切割砂轮的任何部分(特别是下部)应予以防护;或
——如果切割砂轮没有被完全防护,则切割机的设计应可使其移位时切割砂轮不旋转(例如通过离 合器),并且防护装置应有“切割机在切割区域外进行任何移动时,应使切割砂轮不旋转”的警 告标志(见图C.2)o
5.2.3防护装置的最低强度
旋转切割砂轮用防护装置的设计应使其能承受切割砂轮齿片意外飞射所产生的应力。应避免防护 装置材料的任何脆性破坏。只要防护装置能履行其防护功能且可正常组装/拆卸,可以接受防护装置因 应力作用而产生永久塑性变形。
在切割砂轮齿片飞射的情况下,防护装置应保持与机架的连接。
5.2.4稳固、稳定性
5.2.4.1 稳固
标称质量大于IoO kg的切割机应配备可使切割机稳固在10°斜坡某一位置的装置(例如机械式停 车制动器或自支撑系统)以及可在制动轮上施加最大载荷的配置。
5.2.4.2稳定性
切割机的设计和制造应使其在预定的作业条件下具有充分的稳定性,如现场移动、切割和停车。
该要求应在制造商规定的最不利条件下和切割机处于与水平夹角为10°的倾斜平面上并关闭切割 机动力源的情况下进行验证。切割机的稳固措施(如有)应在试验中使用。无稳固措施的切割机在试验 中应阻塞住其车轮。在该试验条件下,切割机不应倾覆。
5.2.5运输和装卸
切割机的可动件应可锁定或可拆下以避免装卸和运输过程中的任何剪切或挤压风险。
注:有关切割机运输和装卸的技术要求参见GB/T 15706—2012中6.3.5.5o
5.2.6切割砂轮的固定
5.2.6.1安装旋转切割砂轮的装置
用于安装旋转切割砂轮的装置应设计为只有通过人为的手动操作才能使切割砂轮松动和不紧密 (例如使用螺纹旋向防切割作业旋松的螺母,将旋转切割砂轮保持在驱动主轴上)。
5.2.6.2 法兰
5.2.6.2.1切割砂轮的安装
安装旋转切割砂轮的法兰应符合附录D的要求。
5.2.6.2.2开槽和铁削用多个切割砂轮的安装
如果切割机设计为用多个切割砂轮安装在同一主轴上进行开槽和说削作业,则制造商应规定,为获 得所需的开槽宽度而可改变锯切宽度的隔盘应具有下列性能要求:
——防止旋转时隔盘相对于切割砂轮和主轴的运动,防止该运动不应仅通过对法兰的旋紧,还应有 强制性装置;
——使用同轴安装的多个切割砂轮时,不应对现有的防护装置进行改动或更换;
——同轴安装的多个切割砂轮应能得到可靠和安全的固定。
制造商应在操作指示说明中说明该应用的限制和预定修改。
5.2.7用摇柄起动
利用手摇摇柄来起动发动机的,其设计应避免反冲引起的危险,例如应配备安全摇柄或者发动机应 配有防反冲装置。
应为安全起动摇柄配备易接近的储存设施。
5.2.8控制系统
5.2.8.1 通则
电气系统的控制功能见GB 5226.1—2008的第7章、第9章、第11章和第13章,安全相关部件见
T 16855.1o
5.2.8.2停机控制
应在操作者位置设有下列停机控制装置:
——整机停机控制装置;
——能停止切割砂轮旋转的控制装置(见5.2.2.3.3) O
5.2.8.3进给运动的控制
动力进给式地面切割机(见3.4)应在操作者位置配备可使进给系统脱开的控制装置。
发动机为手动起动的除外,其他动力进给式地面切割机应配备防止在选择进给模式时起动发动机 的装置(中位起动功能)。
步行操控的动力进给式地面切割机朝向操作者的行走速度大于25 m∕mιn (1.5 km/h)的,应配备 保持-运行控制装置。
5.2.9动力供应失败
动力中断及其中断后的恢复不应引发危险状况,尤其是:
——切割机不应自动重新起动,而应需要通过有意的操作才能重起;
——如果停机命令已发出,则切割机不应阻止停机。
5.3电气危险
5.3.1通则
电动机功率小于4 kW的切割机应符合GB/T 3883.1的电气安全要求。
配有其他电动机的切割机应符合GB 5226.1—2008的电气安全要求,特别是其第4章〜第6章、
第14章〜第16章的要求。
除GB 5226.1—2008中4.4.3的要求外,切割机应能在0 °C〜40 °C的环境温度范围内正常工作。
电气控制装置外壳的外壳防护等级最低应为GB/T 4208规定的IP54。
5.3.2水泵
如果用电动水泵为冲洗切割砂轮供水,则电动水泵应符合GB 4706.1和GB 4706.66的要求。
5.4热危险
5.4.1把手和其他需要持续接触的表面,其表面温度不应大于43 C。
5.4.2控制装置和偶尔接触的其他切割机零部件,应符合ISO 137321:2006中4.2给岀的限制,按其 最低的曲线选择适于接触时间长达5 S的材料。
5.4.3可能无意中接触的热区域,应符合ISO 137321:2006对接触时间小于1 S所要求的水平。这些 区域与手握区域的距离应大于120 mm,或者应用护罩加以防护。
护罩的设计应能减小热从表面到操作者身体的传递。可通过结构表面、骨架或特殊涂层来实现这 一要求。
5.4.4验证切割机表面温度的试验方法见附录EO
接触时间不大于1 S、表面温度超过ISO 137321:2006允许限度且表面积大于10 cm2的切割机部 位,试验锥应不能接近(见附录E)O
5.5排烟和排气
内燃机的排气不应朝向在制造商指定的操作位置的操作者。
从操作者位置测量,如果排气口轴线与切割机纵轴的夹角不小于90。,则认为满足了上述要求。
5.6有液压动力传输的切割机
液压系统应符合GB/T 3766的安全要求。
预定用于架设安装和提升(例如为提升切割砂轮离开切割)的油缸应配有液控单向阀。
液压软管和硬管应与电气动力配线隔离,并应有对热表面和锐边的保护。
作业中需分离的硬管和软管应配有自密封式接头。接头应有标记以确保正确的再连接。
5.7流体容器
当按制造商的指示说明加满流体时,除水箱外,其他的流体容器的构造,尤其是电池、燃油系统和油 箱的构造,应使切割机在稳定性试验规定的坡度(见5.2.4)上倾斜时流体不溢岀。
5.8供水和粉尘喷射
预定用于湿式切割的切割机应配备供水装置。为切割砂轮提供的水量应足以满足冲洗切割砂轮和 降尘的需要。
预定用于干式切割的切割机应在适合的位置装有形状和尺寸合适的集尘装置。该装置应可连接吸 尘装置。
5.9转速
在动力供应为切割机制造商规定的额定条件下,主轴的最大转速不应超过标志在切割机上的转速 (见 7.2.2)。
应在制造商规定的条件下测量未配备切割砂轮时的主轴转速。
在制造商规定的动力供应变化的情况下,转速的变化不应大于切割机标示转速的10%。
5.10噪声
5.10.1在设计阶段降低噪声
设计切割机时,应考虑降低噪声源噪声可用的信息和技术措施(例如,参见GB/T 25078.1)。
对于预定配备内燃机的切割机,至少应配有排气消声器。
注:GB/T 25078.2给出了切割机中噪声发生机构的有用信息。
5.10.2噪声发射测量、标示和验证的程序
噪声发射值的测量、标示和验证应按附录F进行。
5.11维护
需要定期维护的切割机零部件的设计和位置应易于接近。
对于使用内燃机的切割机,放油系统的设计应便于油的回收,油底壳放油螺塞应可识别。
6安全要求和/或措施的验证
安全要求的验证方法应为公认的方法或本标准相关条款规定的方法。
7使用信息
7.1通则
书面指示说明应按GB/T 15706—2012中6.4.5编制。
7.2标志
7.2.1常规标志
标牌应以明显和永久的方式载明下列信息:
--制造商的名称和详细地址;
--切割机名称;
——类型和序列号或岀厂编号;
--制造日期。
7.2.2其他信息
还应在切割机上标明下列信息:
——额定转速下的装机功率(kW或W);
——额定转速,单位为转每分(r∕mm)(如果有多个转速,则应在每个切割砂轮防护装置上标岀相 应于每一切割砂轮直径的转速);
——切割砂轮的旋转方向(用箭头表示在切割砂轮防护装置上);
--切割机的标称质量(见3.10);
——对于在移位状态下切割砂轮没有被完全防护的切割机,应有“切割机在切割区域外进行任何移 动时,应使切割砂轮不旋转”的图形标志(见图C.2);
——切割机在现场装卸和运输之前,拆卸切割砂轮的要求(如有必要);
——“阅读操作指示说明”的标志(见图C.1)。
控制装置应按有关标准明确标志。
7.2.3关于剩余风险的警告
切割机应有将相关剩余风险告知机器使用者的警告标志(见附录C) O
7.3随机文件
7.3.1通则
应随切割机提供规定安装、起动、使用、维护、装卸和运输条件的专门编制的指示说明。
提供给使用者的指示说明通常应包括:
——操作指示说明;
——维护指示说明;
——备件清单。
7.3.2操作指示说明
7.3.2.1切割机的说明 S
切割机的说明应至少包括下列内容:
——带示意图的切割机概述;
——切割机上和文件中所用图形和标志的说明;
——所用的特定切割砂轮清单及其标称特性,并告知该清单未列岀的所有其他类型工具(例如圆形 锯片)不准许使用;
--切割砂轮的旋转方向(用箭头表示在防护装置上);
——可安装在切割机上的新切割砂轮的最大外径和内孔直径;
--可切割的材料清单;
——可用的附件清单及其额定特性;
——按附录F确定的空载切割机噪声发射级信息;
——在本标准描述的测量条件下获取的噪声发射值未必与在实际使用的作业条件下产生的声级值 对应;
——所用燃油(如有)和其他所有流体的信息;
——任何可能引起切割机最初特性(转速、切割砂轮的直径等)变化的改造信息,这些改造应由切割 机的制造商进行,并应由制造商确认该切割机是否符合安全要求;
——应在使用说明手册中给出手臂振动的信息,见附录A;
——振动可能与操作者质量成反比的信息。
7.3.2.2切割机及其可拆卸件运输、装卸和贮存的指示说明
切割机及其可拆卸件运输、装卸和贮存的指示说明至少应包括下列内容:
--切割机的标称质量(见3.10);
——切割机的最大工作质量(见3.11);
——为切割机栓吊索、提升切割机和使切割机停车的条件;
——有关零部件在运输时拆除、清空或固定的信息以及其安装和拆卸的信息;
——切割机在现场装卸和运输之前,拆卸切割砂轮的要求(如有必要);
——引用切割砂轮制造商对切割砂轮贮存和装卸的有关要求。
7.3.2.3切割机安装和使用的指示说明
切割机安装和使用的指示说明应至少包括下列内容:
——切割机的预定使用;
——关于作业场所的安全组织信息,包括预定的操作者位置;
——安装和组装条件;
——如果有关,动力供应和供水连接的条件;
---剩余风险的信息(见7.2.3);
——核查切割砂轮正确旋转的建议;
—— 防止任何接触旋转切割砂轮的警告;
——有内燃机的切割机,有关燃油加注以及加油和燃油储存时防火和警告禁止吸烟的信息;
——有内燃机的切割机不应在受限区域使用的建议;
——根据使用的场所,干式切割机可能需要的合适吸尘装置的建议;
——控制装置[特别是起动、停机装置和紧急停机装置(如果需要)]的信息;
——考虑切割砂轮制造商(供应商)给岀的指示说明的建议;
——不能使用最大工作转速小于切割机主轴额定转速的旋转切割砂轮的建议;
——切割砂轮的安装(夹紧)和拆除时应采取的预防措施,尤其是:
•将控制装置设置到断开位置;
•通过断开电动机械的主动力供应或通过停止原动机而使切割机与其动力源隔离开来;
•关于固紧法兰操作方法的信息;
——尽量多地列岀可预见的禁止使用的信息;
——有关缺陷识别、调试以及干预之后设置到作业的指示说明;
——关于需要穿戴适当衣物和个人防护设备(例如护眼和护耳设备)的信息;
——现场应清除一切可能妨碍切卽凱作业动作或移动的障碍物的建议;
——对用于湿式切割的切割砂轮水箱应加满或切割机应连接供水的建议;
—— 防护装置的正确安装应核验的建议;
——当利用部分可打开的防护装置来实现切割机的特殊应用(例如靠近垂直面切割)时,对适用的 特殊安全措施的建议;
——除操作者外,其他任何人均不能在作业区域内的建议;
——为安全起见,每个损坏(破裂)的切割砂轮均应更换的建议。
7.3.3维护指示说明
维护指示说明至少应包括下列内容:
——作业列表,如只应在切割机关闭和原动机停机时进行的调整、维护、润滑、维修、清洗和服务;
——检查的类型和频率以及更换的时间间隔(例如对液压软管);
——用户按制造商的规范可进行的维护程序的指示说明;
——需要特定技术知识的和只应由专业人员执行的维护项目的清单;
——可使切割机正确修复的图表;
——对于电力驱动的切割机,GB/T 3883.1给岀的有关电气安全的指示说明。
7.3.4备件清单
备件清单应包括所有安全相关备件(如果相关,包括液压软管)的明确标识和被更换件的位置信息。
7.3.5信息和指示说明的表示
信息,特别是控制切割机所需的信息,应以明确的方式给岀以便于理解。首选图形符号(见附录C) O 操作指示说明应采用切割机预定使用地的官方语言文字书写。
附录A
(规范性附录)
振动试验规程
A. 1通则
本附录规定了在标准化条件下有效地确定地面切割机振动发射特性的必要信息。
本附录提岀的试验程序,适用于确定切割机把手处的振动量值,也适用于产品的控制和型式试验。
由此获得的结果可用于不同切割机或不同型号的同类切割机的比较。
A.2需测量和确定的振动参数
需测量的量值为三个相互垂直方向上的计权加速度ahg、hw和αlw,°
需确定的量值为每个把手的振动总值αlw和等效振动总值αhv.eq。
注:心是频率计权手传振动值的三个单轴加速度值(IhWX^hWy^hw≈)均方根(r.m.s.)的平方和的根。
A.3测量仪器
A.3.1通则
手臂的振动测量系统和频率计权应符合GB/T 23716的要求。
A.3.2加速度计
振动加速度计的总计质量在每个测量位置的三个方向上产生的加速度应尽可能的低,并在任何情 况下均不应大于25 g0按GB/T 14790.2—2014的6.1.5,总计质量包括安装座,但不包括电缆。
A.3.3加速度计的固定
加速度计应按GB/T 14412和GB/T 14790.2—2014中6.1.4通过紧固装置牢固地安装在把手上。
对于有弹性套把手(如装有减振垫的把手)的测量,可使用加速度计连接器。连接器应由一个加工 成形的刚性轻钢板和用于布置加速度计的安装座组成。应注意使连接器的质量、尺寸和形状不明显影 响在关注频率范围内的加速度计信号。更进一步的信息见GB/T 14790.2—2014的6.1.4.2和6.1.4.3。
A.3.4校准
按GB/T 23716,整个测量系统,包括加速度计,都应在使用前、使用后以及必要时进行核查,以确 保任何有序的测量过程中的精度。加速度计应按GB/T 20485.1校准。
A.4运转条件、试验和结果的标示
测量应在切割混凝土的新切割机上进行。具体的运转条件见表A.1。
一旦开始测量则不准许改变初始设置。 S
操作者可能影响切割机振动的测量。因此,试验应至少由3个不同的操作者来进行。操作者应能 熟练和正确地操作切割机。
注:把手的握紧力会影响振动的测量。
手臂振动的信息应在使用说明手册中给岀:
——手臂承受的振动总值:如果该值大于2.5 m∕s2,则应给岀;如不大于2.5 m∕s2 ,则应表明;
--测量的不确定度。
表A.1运转条件
|
序号 |
项目 |
运转条件 |
|
1 |
加速度计安装 |
加速度计应按GB/T 14412和GB/T 14790.2—2014中6.1.4.2和6.1.4.3通过紧固装置牢固 地安装在把手上(考虑最高振动水平)。 加速度计的位置应尽可能靠近拇指和食指,但不妨碍正常握紧 |
|
2 |
切割系统 |
切割系统运转条件如下: ——切割系统应配备最大许用分齿砂轮刀片(标准规格),不带可选设备; ——砂轮刀片轴的转速应按制造商推荐的适于特定直径的值进行调整; ——所有液箱(水、燃油、油等)应加满; ——把手应拔出到其工作的最大长度;如果可能,在指明的切割位置,其垂直位置应高出地 面 800 mm〜1 000 mm; --指示装置在工作位置; ——当发动机额定功率(标示在使用手册中的)不大于10 kW时,切割深度为5 cm;当发动 机额定功率(标示在使用手册中的)大于10 kW时,切割深度为10 Cm |
|
3 |
混凝土 |
混凝土厚板的强度等级为GB 50010—2010规定的C30/C35,无加强筋 |
|
4 |
试验周期 |
应调整进给速度以达到发动机额定功率。 在序号2规定的工作条件中进行测量,操作者的质量应不大于100 kgo 测量开始时,应达到要求的切割深度和发动机额定功率。 测量时间应至少为20 S |
|
5 |
试验次数 |
每个操作者3次 |
|
6 |
工作温度 |
对于内燃机,在试验开始前发动机就应处于工作温度 |
|
注:如果能证明振动不受操作者特性的影响,允许只用一个操作者完成3次测量。 | ||
A.5不确定度
不确定度的计算方法应按EN 12096的规定。
A.6需报告的信息
对所有按本标准的要求进行的测量,当适用时,应汇总和报告下列信息:
a) 试验用切割机:
——切割机、制造商、类型和序列号或岀厂编号、切割砂轮的尺寸和类型、制造日期的说明;
——符合表A.1的运转条件。
b) 试验仪器:
——测量所用的仪器,包括名称、类型、序列号或岀厂编号和制造商;
--固定加速度计所用的方法;
——校准试验仪器系统所用的方法;
——加速度计最近校准的日期和地点。
C)振动和其他数据:
——加速度计位置的设置(如必要,可包括示意图);
——测量值和算术平均值;
--标水值;
——备注(如有);
--测量的日期和地点;
--不确定度。
附录B (规范性附录) 防护装置的强度
B. 1总则
防护装置的强度与所用材料的结构和厚度密切相关。
考虑到切割砂轮碎片意外飞射的能量转换,防护装置周边封H部分P和侧部L的最小厚度(见 图B.1)应至少为按B.2.1给出的公式的计算值。
说明:
1—周边封围部分P ;
2 侧部L ;
3——切割砂轮。
图B. 1切割砂轮的防护装置
B.2防护装置规范
B.2.1计算方法
B.2.1.1 通则
最小厚度的计算考虑切割砂轮可能意外飞失的碎片的动能和可能发生的最不利情况O
注:经验表明,意外破裂的情况,一般发生在与切割材料干涉时的两个齿槽之间(齿片以及砂轮中心区的一部分,见
图 B.2)o

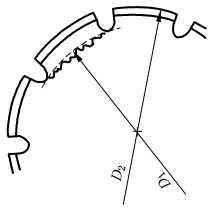
图B.2切割砂轮典型破裂的示例
切割砂轮典型破裂的碎片的常规特性见图B.3:
单位为毫米
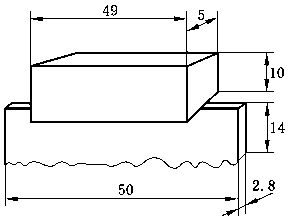
典型的值:
周边封围部分的密度:1O g/cm,;
钢砂轮密度:7.8 g/cm,;
齿片体积 E.9×1×O.5 = 2.45 cm,;
齿片质量:2.45X1O = 24.5 g;
钢件体积 5.O×1.4×O.28 = 1.96 cm,;
钢件质量 1.96× 7.8 = 15.288 g;
碎片总计质量:2.45 + 15.288 = 39.788 g;
重力:O.39 NO
图B.3切割砂轮典型破裂的碎片的常规特性
B.2.1.2用于确定切割砂轮齿片能量转换的公式
切割砂轮齿片能量转换计算见式(B.1):
(1 _ Q3)2 。
犈 trans (max) = O.O51 .犽.犉. \ —QJ2 •狏...........................(B.1 )
(I — Q )
式中:
犈trans(max) 切割砂轮齿片的转换能量,单位为焦耳(J);
k ——考虑由于碎片与切割材料之间干涉的破裂作用系数,取犽=O.75;
F ——碎片的重力(见图B.3),单位为牛顿(N);
Q = DIZD2(见图 B.2);
狏 切割砂轮圆周速度,单位为米每秒(m∕S) o
B.2.1.3用于根据所选材料确定防护装置材料周边封围部分(P)最小厚度的公式
防护装置材料周边封H部分(P)最小厚度计算见式(B.2)〜式(B.6):
狋 P1 = 0.4 犈 trans( max) ..............................(B. 2 )
式中:
狋P1 ——一选用钢板时,防护装置周边封H部分最小厚度,单位为毫米(mm) O
——∩ X7F°∙37 , 、 ..............................(RQ)
L P2 = O ∙ 5 Tz trans( max) (D. 3 )
式中:
Lp2 ——一选用铸板时,防护装置周边封H部分最小厚度,单位为毫米(mm) O
+ — T7,O∙37
L P3 0.9 2 犈 trans( max) ( B. 4 )
式中:
Lp3 ——选用铸铁时,防护装置周边封H部分最小厚度,单位为毫米(mm) o
F =0.7犈當maQ ..............................( B.5 )
式中:
如4 ——选用铝合金型材时,防护装置周边封围部分最小厚度,单位为毫米(mm)。
+ — 1 Q 770.37 狋?5 — 1∙°犈 IranS(max) (D∙ O )
式中:
如5 ——选用铸造铝合金时,防护装置周边封围部分最小厚度,单位为毫米(mm)。
注:对于其他材料,应采用经验法。
B∙2.1∙4用于确定防护装置侧部(L)最小厚度的公式
防护装置侧部(L)最小厚度计算见式(B.7):
Ett =0.75 ..............................( B.7 )
式中:
tL ——防护装置侧部最小厚度,单位为毫米(mm);
t ———根据所选材料确定的防护装置周边封围部分最小厚度(如tp1~tp5),单位为毫米(mm) O
注:计算得出厚度值圆整为整数值或0.5 mm的值。
B.2.2用于确定防护装置最小厚度的其他方法
切割机制造商可用其他适当的方法来确定防护装置的最小厚度。
附录C
(规范性附录) 图形标志
图形标志见图C.1〜图C.4。
图C.1 “阅读操作者手册”
图C.2 “切割机在切割区域外进行任何移动时,应使切割砂轮不旋转”
图C.3 “注意,切割风险”

图C.4通用安全警示标志
附录D
(规范性附录) 切割砂轮用法兰的尺寸
D. 1总则
为确保通过法兰对切割砂轮的有效驱动和良好维护,法兰应满足以下尺寸规范。 切割砂轮用法兰的尺寸见图D.lo

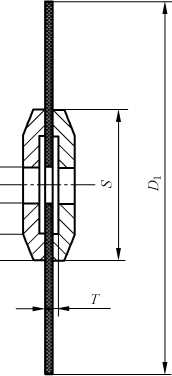
说明:
D ι--砂轮直径;
D 2 砂轮内孔直径;
S——法兰外径;
R--接触区域的宽度;
T―法兰空隙的深度O
图D1切割砂轮用法兰的尺寸
D2切割砂轮的直径比
本附录规定的法兰的尺寸适用于外径Di与内孔直径犇2之比满足式(Dl)的切割砂轮:
犇2 ≥ 0.02Di ..............................( Dl )
式中:
犇2——砂轮内孔直径,单位为毫米(mm);
Di--砂轮直径,单位为毫米(mm) o
D3法兰外径S
D.3.1对于直径Di≤i 300 mm的切割砂轮,法兰外径S应满足式(D.2):
S ≥ OiDi ..............................( D.2 )
式中:
S——法兰外径,单位为毫米(mm)。
D.3.2对于带有固定螺栓或螺钉的法兰,法兰外径S应满足式(D.3):
S ≥ 0.15DI ..............................( D.3 )
D.4法兰与切割砂轮接触区域的宽度R
法兰与切割砂轮接触区域的宽度R应满足式(D.4):
R ≥ 0.16S ..............................( D.4 )
式中:
R——接触区域的宽度,单位为毫米(mm)。
D.5法兰空隙的深度T
法兰空隙的深度T应满足:
---当 S≤100 mm 时,T = 0.5 mm~1.0 mm;
---当 S>100 mm 时,T = 1.0 mm~1.5 mm。
附录E
(规范性附录) 表面温度的验证
E.1试验仪器
测量仪器应具有±1 °C的精度。
E.2试验方法
马达或发动机应以其最大空载转速运转直到表面温度达到稳定。试验应在背阴处进行。温度是通 过指定环境温度和试验环境温度之差来校正的观测温度。
环境温度应为(20±3)C O
应标出面积大于10 cm2的热表面o
试验锥(见图E.1)应在所有位置移动,锥尖应直接朝向热区域o
移动锥体时,应确定锥尖或锥面是否接触到热表面区域。
单位为毫米
图E.1探测热表面的试验锥
E3试验验收
锥尖或锥面不应与热表面接触。
附录F
(规范性附录) 噪声试验规程
F. 1通则
本试验规程规定了在标准化条件下有效地确定地面切割机噪声发射值的所有要求。
本测量方法的精度等级符合GB/T 3767-2016的2级要求。
切割机发射的工作位置A计权发射声压级和声功率级,应在空载和切割砂轮的最大转速下测量。
注1:作业运转过程中的噪声发射变化明显,例如由于下列因素:
——切割砂轮类型;
——切割深度;
——进给速度;
——作业的地面类型。
由于实际上切割机是移动的(进给运动),因此在作业过程中测量噪声发射困难。
注2:使用本噪声试验规程给出的噪声发射值不能代表切割机在负载下的使用情况,其预定仅用于比较市场上的切 割机。切割机在负载作业情况下产生的噪声发射值可能高于使用本噪声试验规程的测量值。
F.2操作者工作位置A计权发射声压级的测量
操作者工作位置A计权发射声压级应按GB/T 17248.2—2018和下列条件测量:
——切割机应放置在符合GB/T 17248.2—2018中第5章和第8章要求的工作环境条件中,尽可能 配备切割机制造商规定的最大的切割砂轮,设置适于切割作业,并应在空载和切割机制造商 规定的适于该切割砂轮尺寸的最大转速下运转;
——测量应在马达处于其正常运转状态(起动之后至少等待10 mm)时进行;
——传声器的位置应根据操作者的身高在(1.75±0.05)m中确定,操作者定位于开动切割机进给 控制装置的位置(另见GB/T 17248.2—2018的第9章);
——测量应连续进行3次。应记录3次的测量值。3次测量值的算术平均值应作为切割机的A计 权发射声压级。
F.3切割机发射的声功率级测定
切割机发射的A计权声功率级应按GB/T 3767—2016测量。
切割机的运转条件和量值的计算方法与测量工作位置发射声压级所用的条件和方法相同(见F.2)o
F.4需记录的信息
需记录的信息包括本试验规程所有的技术要求。来自本试验规程和/或引用的基本标准的任何偏 差应连同这种偏差的技术理由一起记录。
F.5需报告的信息
对于按本标准的要求进行的所有测量,当适合时,应予以汇总和报告下列信息:
a) 试验用切割机,包括切割机、制造商、类型和序列号或岀厂编号、切割砂轮的尺寸和类型、制造 日期的说明。
b) 测量仪器:
——测量用仪器,包括名称、类型、序列号或岀厂编号和制造商;
——校准测量仪器系统所用的方法;
——最近的校准日期和地点。
C)噪声和其他数据,见GB/T 3767—2016的10.3和10.5。
F.6由制造商进行噪声标示
噪声标示应明确声明按本规程所获得的噪声发射值。否则,则噪声标示应明确说明偏差。
需标示的噪声发射值为:
——大于70 dB(A)的操作者位置A计权发射声压级。如果其不大于70 dB(A),则应说明这一 事实;
——操作者位置A计权发射声压级大于80 dB(A)时切割机的A计权声功率级;
——大于63 Pa (130 dB与20 μPa相关)的工作位置C计权峰值发射声压级。
除非制造商有其他数值可用,否则应标示由GB/T 3767—2016和GB/T 17248.2—2018提供的测 量不确定度,即:
——对A计权声功率级:2.5 dB;
——对A计权发射声压级:4 dB。
噪声标示可给岀其他噪声发射值,但只能以不与标示值混淆的方式给岀。
注:GB/T 14574给出了确定需标示的噪声发射值和核验该标示值的方法。该方法基于测量值的使用和测量的不 确定度。后者是与测量程序(由所使用的测量方法的精度等级决定的)和产品的不确定度(由同一制造商制造 的同类切割机从一个到另一个的噪声发射变化)相关的不确定度。
在对标示值进行验证的情况下,应使用与最初确定噪声发射值所用的装备、安装和运转条件相同的 切割机来进行。
参考文献
[1] GB/T 2484—2018固结磨具一般要求
[2] GB/T 14574—2000声学机器和设备噪声发射值的标示和验证
[3] GB/T 25078.1声学 低噪声机器和设备设计实施建议 第1部分:规划
[4] GB/T 25078.2声学 低噪声机器和设备设计实施建议 第2部分:低噪声设计的物理 基础
[5] GB/T 35479超硬磨料制品金刚石或立方氮化硼磨具形状总览和标记